Изобретение относится к медицинской технике и может быть использовано для формообразования режущих кромок ножниц, краев кюретажных ложек, экскаваторов и другого режущего инструмента взамен заточки и переточки.
Известен способ /1/ заточки и переточки медицинского инструмента абразивным кругом или бруском путем удаления часть металла с кромки.
За счет усилий резания, выскабливания возникают сколы кромки инструмента и ее закругление, поэтому не удается снизить радиус скругления ниже 6 8 мкм при требуемом 1 3 мкм. Кроме того, при переточках удаляется покрытие, если оно было нанесено ранее; в поверхностном слое остаются частицы абразива, которые могут попасть в раневую поверхность больного, затрудняя ее заживление.
Известен способ нанесения на поверхности хрома, который обладает высокой твердостью, но имеет большие растягивающие напряжения, за счет чего кромка скрашивается и поэтому не нашел широкого применения в медицинской технике при изготовлении рабочей части инструмента и его восстановления /2/.
Наиболее близким по технической сущности является гальвано-механический способ нанесения на поверхность хрома /3/. Однако, из-за высокой хрупкости способ не позволяет получить малый радиус скругления кромки, и кромка скрашивается при работе на твердых тканях, например, костях, что может вызвать осложнения. Изобретение направлено на повышение прочности и малого радиуса скругления на режущей кромки инструмента.
Это достигается тем, что толщину каждого слоя покрытия из высокопрочного материала наносят близкой, но не более длины наименьшей оси кристалла наносимого материала, после чего бойком деформируют слой контактным усилием близким, но не выше предела упругости наносимого материала, при этом бойку придают возвратно-поступательные движения, перпендикулярные кромке инструмента, а кромке осциллирующее движение в плоскости, перпендикулярной направлению действия усилий с амплитудой около половины контактной поверхности бойки.
На чертеже 1 показана схема устройства для осуществления способа.
Затачиваемый инструмент 1 установлен на подставке 2, соединенной с валом 3 и осциллятором 4. Кромка инструмента 1 покрыта бойком 5 из высокопрочного материала, который соединен с вибратором 6, работа которого зависит от регулятора усилий 7 и регулятора частоты вибрации 8. Незатачиваемый участок защищают от покрытия слоем 9 изоляции. Инструмент 1 с анодом 10 из наносимого материала помещены в ванну 11 со стандартным электролитом 12 (например, для хромирования).
Способ осуществляют следующим образом: затачиваемый инструмент 1 помещают на подставку 2 из металла, обеспечивающего хороший электролитический контакт с инструментом 1. Над инструментом 1 устанавливают боек 5 таким образом, что режущая кромка находилась примерно на оси симметрии торца бойка 5. Настраивают осциллятор 4 путем смещения его оси относительно оси вала 3 на величину, не менее размера наибольшей оси кристалла, наносимого материала. При этом выполняется сохранение усилий бойка по всем участкам кромки, что гарантирует равномерность покрытия и качество кромки. Регуляторами 7 и 8 настраивают режим вибратора 6. Предел упругости и размеры осей кристаллов материала покрытия выбирают из справочников. Помещают детали 1 9, анод 10 и ванну 11 с электролитом 12, например, для хромирования, после чего на инструмент 1 и анод 10 подают низковольтный ток, включают осциллограф 4, боек 5 и начинают процесс. Наносят слой от 10 до 15 мкм, затем меняют положение инструмента 1 и наносят такой же слой на противоположную кромку. Толщину слой контролируют по времени.
Реализация способа позволяет получить равномерное покрытие с поверхностью, не требующей последующей обработки за счет установки вибратора с регулируемым усилием и частотой вибрации, а также осциллятора с регулятором величины осцилляции.
Примеры испытаний способа. Обработана кромка, имитирующая режущую часть инструмента. Проведен комплекс измерений и испытаний предложенного способа.
1. Измерен на микроскопе при увеличении • 500 радиус кромки, который оказался равным 2 мкм, что в 3 раза ниже, чем на стандартном.
2. Проведены испытания прочности кромки, для чего кромки стандартного скальпеля и образца нагружали в направлении, перпендикулярном боковой поверхности плоским пуансоном с размерами 0,5 х 10 мм. Место воздействия пуансона противостояло кромке одинаковой толщины. Лезвие стандартного выкрошилось при усилии 2000 мН/мм2, кромка образца при 2700 мН/мм2.
Проведен осмотр кромки при увеличении 1000 раз. Не выявлено абразивных и других включений, которые могли бы отделиться от инструмента в процессе его использования.
4. Образец подвергали многократной стерилизации в дезинфекционных растворах, повреждения покрытия в зоне кромки не обнаружено.
Источники информации
Сабитов С.Х. Медицинские инструменты. М. Медицина, 1985, с. 49 62.
2. Чижов М. И. Смоленцев В.П. Повышение производительности и качества хромирования деталей// Техника и технология. ВИМИ. 1987. N 9, с. 11 13.
3. Смоленцев В.П. Жачкин С.Ю. Чижов М.И. Технологический процесс гальвано-механического хромирования при ремонта // В. сб. "Повышение эффективности применения ЭФ ЭХ методов обработки материалов". ЛДНТП, 1990, с. 41 42.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ И СПОСОБ КАЛИБРОВКИ ОТВЕРСТИЙ МАЛОГО СЕЧЕНИЯ В ФОРСУНКАХ | 2012 |
|
RU2537409C2 |
| СПОСОБ ГАЛЬВАНО-МЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ | 2002 |
|
RU2224827C2 |
| СПОСОБ ЗАЩИТЫ МЕДИЦИНСКОГО ИНСТРУМЕНТА ОТ ИНФИЦИРОВАНИЯ | 1996 |
|
RU2108808C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163530C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОРНЯ СТРУЖКИ | 1994 |
|
RU2086360C1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2134628C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163528C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163529C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2165838C1 |
Использование: медицинская техника, формообразование режущих кромок ножниц, краев кюретажных ложек, экскаваторов и другого режущего инструмента взамен заточки и переточки. Сущность изобретения: на лезвие инструмента слоями наносят гальваническое покрытие с толщиной слоя близкой, но не более длины наименьшей оси кристалла наносимого материала. После нанесения каждого слоя его деформируют бойком с контактным усилием не более предела упругости наносимого материала. При этом бойку сообщают возвратно-поступательное движение перпендикулярно кромке инструмента, а последнему - осциллирующее движение в плоскости, перпендикулярной направлению действия усилия бойка с амплитудой около половины контактной поверхности бойка. 1 ил.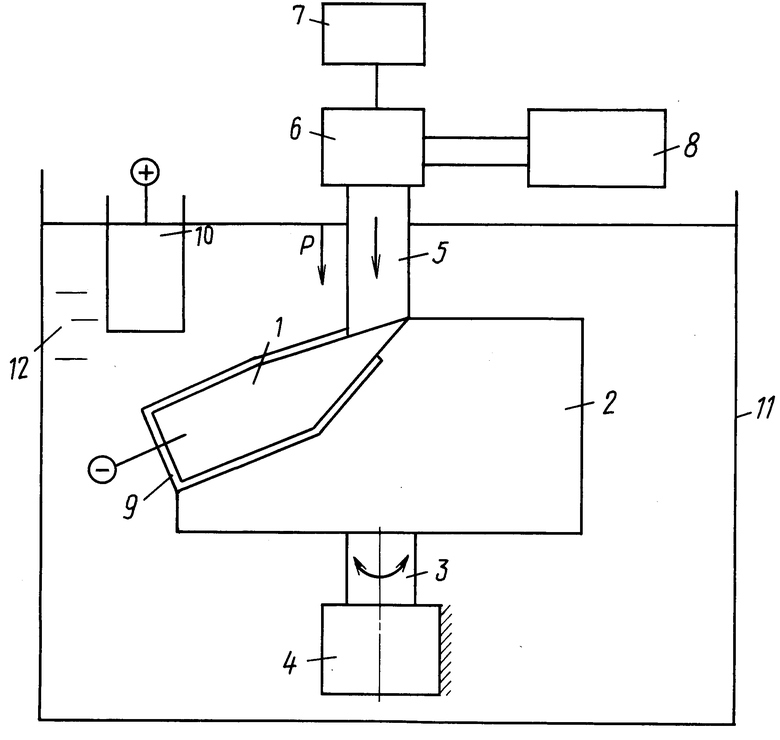
Способ получения режущей кромки, при котором на лезвие инструмента наносят гальваническое покрытие, отличающийся тем, что покрытие наносят слоями с толщиной близкой, но не более длины наименьшей оси кристалла наносимого материала, после нанесения каждого слоя его деформируют бойком с контактным усилием не более предела упругости наносимого материала, при этом бойку сообщают возвратно-поступательное движение перпендикулярно кромке инструмента, а последнему осциллирующее движение в плоскости, перпендикулярной направлению действия усилия бойка с амплитудой около половины контактной поверхности бойка.
| SU, авторское свидетельство, N 1811383, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
