Изобретение относится к металлообработке и может быть использовано при заточке лезвийного инструмента.
Известен способ заточки лезвийного инструмента (см. Попов С.А. Шлифовальные работы. - М.: Высшая школа, 1987, с. 226), в котором затачиваемый инструмент устанавливается на стол заточного станка, повернутый на определенный угол. При этом заточку производят по одной из поверхностей (передней или задней, главной или вспомогательной).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе вследствие высокой теплосиловой напряженности процесса шлифования, на затачиваемой режущей кромке образуется заусенец. Кроме того, в области, прилегающей к кромке, из-за пониженного теплоотвода через смежную (в данный момент необрабатываемую) поверхность накапливается теплота, выделяющаяся в зоне шлифования (см. Управление процессом шлифования / А.В. Якимов, А.Н. Паршаков, В.И. Свирщев, В.П. Ларшин. - Киев: Техника, 1983, С. 78; Якимов А.В. Оптимизация процесса шлифования. - М.: Машиностроение, 1975, С. 29). Например, при угле заострения 60o лезвия инструмента температура на кромке выше в 1,5 раза, чем на некотором удалении от нее, а наличие дефектов в поверхностном слое и глубина их проникновения определяются длительностью воздействия температур, превышающих критическую. Повышенный уровень температур и большее время их действия приводят к появлению в поверхностном слое лезвия нежелательных структурных изменений инструментального материала, что заставляет снижать производительность обработки заготовок режущим инструментом и его стойкость.
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является способ заточки режущего лезвия инструмента (см. авт. свид. СССР N 1816655, кл. B 24 B 3/36, 1990 г.), в котором необрабатываемую смежную поверхность лезвия сопрягают с базовой поверхностью основания, выполненного в виде геометрического тела клиновидной формы с плоскими базовой и свободной поверхностями, принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе тепловой поток на своем пути из зоны шлифования вблизи кромки, проходя сквозь лезвие затачиваемого инструмента, встречает преграду в виде раздела двух сред лезвие - воздух - основание. Высокая температура в лезвии вблизи кромки приводит к нежелательным структурным изменениям материала, что снижает стойкость заточенного инструмента и производительность обработки им.
Сущность изобретения заключается в следующем.
Повышение стойкости лезвийного инструмента и производительности обработки им является актуальной задачей. Требования к качеству заточки режущих инструментов возросли в условиях автоматизированного производства. Здесь, кроме всего прочего, требуется стабильность стойкостных показателей.
Технический результат - повышение качества и производительности заточки лезвийного инструмента шлифовальным кругом.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе заточки лезвия инструмента шлифовальным кругом необрабатываемую смежную поверхность лезвия сопрягают с базовой поверхностью основания, выполненного в виде геометрического тела клиновидной формы с плоскими базовой и свободной поверхностями. Особенность заключается в том, что свободную поверхность основания выставляют ниже обрабатываемой поверхности на величину припуска на обработку инструмента, а на базовую поверхность основания предварительно наносят слой мягкого теплопроводного металла (например, припой ПОС - 40). Далее осуществляют шлифование поверхности лезвия инструмента до касания шлифовальным кругом свободной поверхности основания.
По мере снятия припуска уменьшается радиус округления режущей кромки инструмента, но образуется заусенец. Нанесение на базовую поверхность основания слоя теплопроводного металла обеспечивает существенный рост контактной термической проводимости сопряжения за счет увеличения фактической площади пятен контакта металл - металл: теплота переходит из лезвия в основание, уровень температур в лезвии снижается, уменьшается и глубина дефектного слоя. Так как величина припуска на переточку превышает радиус округления режущей кромки изношенного инструмента на 0,1 - 0,2 мм, дефектный слой, образующийся при шлифовании первой части припуска, когда теплоотвод в основание недостаточен, не превысит величины второй части припуска, когда велик теплоотвод в основание. Заявляемый способ заточки обеспечивает снятие заусенца с режущей кромки при последнем рабочем ходе шлифовального круга. Плоскостность обрабатываемой поверхности инструмента обеспечивается точностью перемещения шлифовального круга, плоскостность необрабатываемой грани копируется с базовой поверхности основания. Качество поверхностного слоя лезвия обеспечивается на уровне качества поверхностного слоя обрабатываемой поверхности вдали от лезвия.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения. Следовательно, заявленное изобретение соответствует условию "новизна". Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата, в частности, заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью, присоединяемой к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата;
- увеличение количества однотипных элементов, действий, для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его части из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака, представлении таких признаков во взаимосвязи либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
На чертежах представлено:
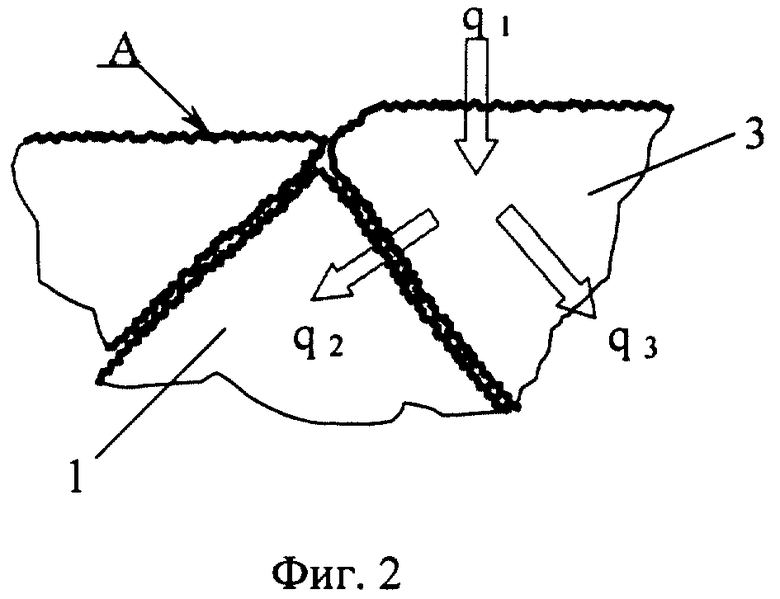
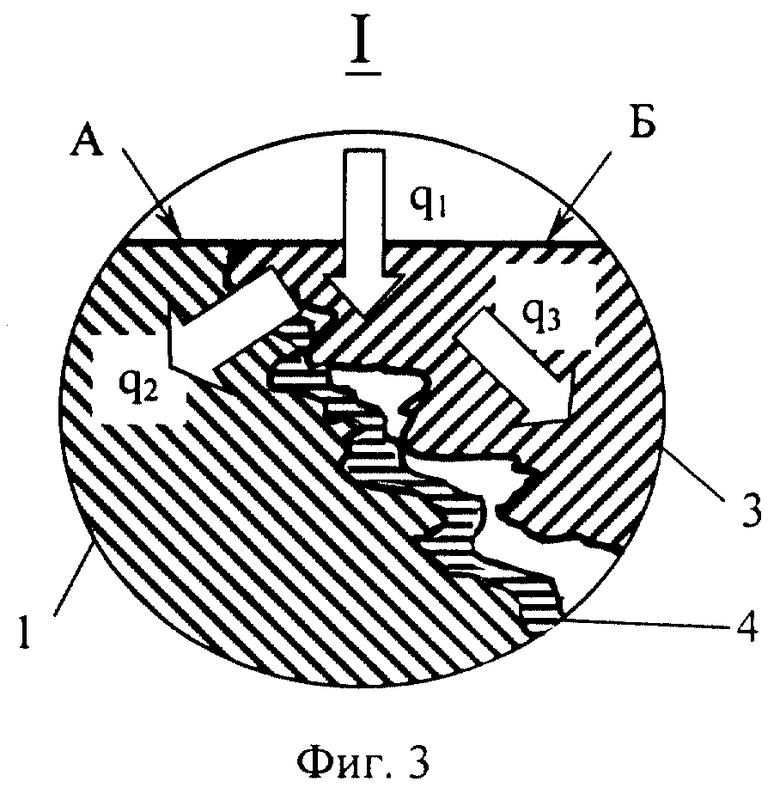
на фиг. 1 изображена компоновка основания и режущего лезвия инструмента при наладке станка, на фиг. 2 - схема распределения тепловых потоков при шлифовании режущего лезвия инструмента в условиях прототипа, на фиг. 3 - увеличенное изображение стыка режущего лезвия с основанием, покрытым слоем мягкого теплопроводного металла.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата:
лезвийный инструмент 3 (фиг. 1) устанавливается на основание 1 так, что поверхность Г инструмента сопрягается с поверхностью В основания, а поверхность А выставляют ниже поверхности Б на величину припуска Z. По мере снятия шлифовальным кругом 2 припуска радиус округления режущей кромки R уменьшается. К концу цикла шлифования между лезвием инструмента 3 и основанием 1 в результате упругой и пластической деформации металла образуется плотный контакт, обладающий хорошей теплопроводностью. Теплота q1 (фиг. 3) из зоны шлифования переходит по двум направлениям: q2 - теплота, перешедшая из лезвия 3 через зоны фактического металлического контакта в покрытие 4 в основание 1; q3 - теплота, поглощенная инструментом.
При шлифовании лезвия без охлаждения необрабатываемой поверхности лезвия температура на его кромке в несколько раз выше, чем температура θм при шлифовании массивной заготовки:
где α - угол заострения лезвия; K - коэффициент, учитывающий влияние скорости теплового источника: K = 1 при шлифовании вдоль кромки лезвия; 1 < K < 2 при шлифовании поперек кромки лезвия.
При α = 20o θ = 4,5·K·θм.
Именно благодаря особенностям заявляемого способа теплота из лезвия затачиваемого инструмента практически в равных долях распределяется по двум направлениям: в основание 1 и в массивную часть инструмента 3 (см. фиг. 1, 3). Это объясняется тем, что контактная термическая проводимость стыка лезвие 3 - основание 1 достигает высоких значений за счет большой площади фактического металлического контакта (Худобин Л.В., Хусаинов А.Ш. Плоское шлифование тонкостенных заготовок // СТИН, 1997, N 9, С. 21, зависимость 2). А в области, прилегающей к кромке, термическая проводимость стыка еще выше, так как здесь в результате деформации лезвия оно спрессовывается на основание. При этом воздушная прослойка вытесняется и весь стык заполняется мягким металлом.
В условиях прототипа (см. фиг. 2) теплота перераспределяется лишь вглубь лезвия инструмента 3. Теплоотдачей в окружающую среду с обрабатываемой поверхности в прикромочной области лезвия можно пренебречь, так как теплопроводность воздуха на 4, а воды - на 2 порядка ниже теплопроводности металла. Вследствие недостаточного теплоотвода прикромочная область лезвия инструмента подвергается воздействию температур повышенного (более чем в 4,5 раза) уровня, закритические температуры держатся в течение большего времени, что приводит к нежелательным структурным изменениям в поверхностном слое лезвия, снижающим эксплуатационные свойства заточенного инструмента.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в металлообработке, и может быть использовано при заточке лезвийного инструмента;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163528C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163527C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2165838C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163529C1 |
| СПОСОБ ЗАТОЧКИ ЛЕЗВИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ШЛИФОВАЛЬНЫМ КРУГОМ | 2013 |
|
RU2547980C1 |
| Способ заточки режущего лезвия инструмента | 1991 |
|
SU1816655A1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2214901C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2205742C1 |
| СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ СЛИТКОВ НА ПЛАСТИНЫ | 1996 |
|
RU2108225C1 |
| СПОСОБ ШЛИФОВАНИЯ ОТВЕРСТИЯ В ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 1997 |
|
RU2142875C1 |
Изобретение относится к металлообработке и может быть использовано при заточке лезвийного инструмента. В предлагаемом способе необрабатываемую смежную поверхность лезвия сопрягают с базовой поверхностью основания, выполненного в виде геометрического тела клиновидной формы с плоскими базовой и свободной поверхностями. Свободную поверхность основания при наладке станка располагают ниже подлежащей обработке поверхности лезвия на величину припуска на обработку, а на базовую поверхность основания предварительно наносят слой мягкого теплопроводного металла. Осуществляют шлифование поверхности лезвия инструмента до касания шлифовальным кругом свободной поверхности основания. Способ позволяет повысить качество и производительность заточки лезвийного инструмента шлифовальным кругом, поскольку нанесение слоя мягкого теплопроводного металла обеспечивает высокую контактную термическую проводимость стыка лезвие - основание, снижает теплонапряженность в лезвии при шлифовании, а к концу цикла шлифования контактная термическая проводимость стыка лезвие - основание вблизи кромки повышается еще больше. 3 ил.
Способ заточки режущего лезвия инструмента шлифовальным кругом, в котором необрабатываемую смежную поверхность лезвия сопрягают с базовой поверхностью основания, выполненного в виде геометрического тела клиновидной формы с плоскими базовой и свободной поверхностями, отличающийся тем, что свободную поверхность основания при наладке станка располагают ниже обрабатываемой поверхности лезвия на величину припуска на обработку, при этом на базовую поверхность основания предварительно наносят слой мягкого теплопроводного металла и осуществляют шлифование поверхности лезвия инструмента до касания шлифовальным кругом свободной поверхности основания.
| Способ заточки режущего лезвия инструмента | 1991 |
|
SU1816655A1 |
| Способ заточки режущих лезвий | 1989 |
|
SU1673400A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ЛЕЗВИЯ | 1990 |
|
RU2023574C1 |
| 1972 |
|
SU418163A1 | |
| СПОСОБ ВЫПОЛНЕНИЯ АНАЛОГО-ЦИФРОВОЙ ПОДПИСИ В ДОВЕРЕННОЙ СРЕДЕ И УСТРОЙСТВО ЕГО РЕАЛИЗУЮЩЕЕ | 2015 |
|
RU2616888C2 |
| Композиция для получения основного слоя декоративно-облицовочного материала | 1985 |
|
SU1296545A1 |
| МЕХАНИЗМ НАТИСКА ПЕЧАТНОЙ МАШИНЫ-АВТОМАТА | 2003 |
|
RU2236352C1 |
| СПОСОБ ПЕРЕВЯЗКИ ЯИЧКОВОЙ ВЕНЫ ИЗ МИНИ-ДОСТУПА | 2008 |
|
RU2375001C1 |
| US 3751855, 14.07.1973 | |||
| US 3881889, 16.05.1975 | |||
| US 3882642, 13.05.1975 | |||
| ПОПОВ С.А | |||
| Шлифовальные работы | |||
| - М.: Высшая школа, 1987, с.226 | |||
| ПОПОВ С.А | |||
| Заточка и доводка режущего инструмента.: - М.: Высшая школа, 1986, с.139-141. | |||
