Изобретение относится к области машиностроения и может быть использовано в сварочном производстве.
Известен способ сварки алюминиевых сплавов, при котором сварку ведут на токе прямой полярности неплавящимся электродом в среде инертных газов с использованием фтористых флюсов, наносимых на свариваемые кромки [АС. СССР N 1655694, МКИ B 23 K 9/167, 1991].
Недостатком аналога является то, что способ требует расхода вспомогательного материала - флюса, а также введения двух дополнительных операций по нанесению флюса и последующего его удаления.
Известен способ сварки плавлением алюминиевых сплавов, при котором на поверхность свариваемых кромок наносят слой никеля или хрома [АС. СССР N 1017448, МКИ B 23 K 9/16, 1983].
Недостатком аналога является то, что способ требует дополнительных операций никелирования или хромирования свариваемых кромок, которые являются трудоемкими и дорогостоящими. Кроме того, при взаимодействии никеля с алюминием образуется интерметаллид Ni3Al, который приводит к охрупчиванию поверхностного слоя шва и околошовной зоны
Наиболее близким по технической сущности и достигаемому результату является способ сварки алюминиевых сплавов, при котором окисную пленку разрушают ударом неплавящегося электрода и производят точечную сварку [Патент РФ N 2052328, МКИ B 23 K 9/167, 1996].
Недостатком этого способа является то, что он не позволяет вести непрерывный процесс сварки, кроме того, приводит к быстрому изнашиванию электрода, так как требуется постоянная заточка электрода.
Задачей, на решение которой направлено заявляемое изобретение, является повышение эффективности процесса сварки алюминиевых сплавов за счет ведения процесса на токе прямой полярности и уменьшения износа электрода
Поставленная задача достигается тем, что разрушение окисной пленки в месте сварки, в отличие от прототипа, производят с помощью режущего инструмента, который перемещают перед сварочной ванной вблизи границы плавления в зоне, защищаемой аргоном.
На чертеже изображена схема способа.
Устройство, реализующее способ, представляет собой горелку - 1, на которой крепится механизм поджатия - 2 с режущим инструментом - 3. Позиция 4 - вольфрамовый электрод, 5 - аргон высшего сорта, 6 - технологическая пластина, 7 - свариваемый материал.
Пример конкретной реализации способа.
Режущий инструмент изготавливают из твердого жаропрочного материала ЖС6-У; свариваемый материал Амг6 толщиной 2 мм. Перед сваркой кромки пластины зачищают металлической щеткой, обезжиривают уайт-спиритом.
Режим сварки: ток прямой полярности I = 120 А; U = 19 В; Vсв. = 20 м/час; расход аргона - 8 л/мин.
Горелку располагают таким образом, что режущий инструмент устанавливают в начало места сварки на медной технологической пластине, зажигают дугу и начинают процесс сварки.
Предлагаемый способ позволяет повысить эффективность процесса сварки за счет повышения эффективного КПД дуги, который выше КПД дуги переменного тока и тока обратной полярности, улучшить качество сварного соединения и значительно уменьшить износ вольфрамового электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки неплавящимся электродом алюминия и его сплавов | 2023 |
|
RU2817683C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2254214C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2012 |
|
RU2505385C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2162027C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1997 |
|
RU2131339C1 |
Изобретение относится к области машиностроения и может быть использовано в сварочном производстве. Производят механическое разрушение окисной пленки режущим инструментом, который перемещают впереди сварочной ванны вблизи границы плавления, в зоне, защищаемой аргоном. Повышение эффективности процесса сварки алюминиевых сплавов достигается за счет ведения процесса на токе прямой полярности и уменьшения износа электрода. 1 ил.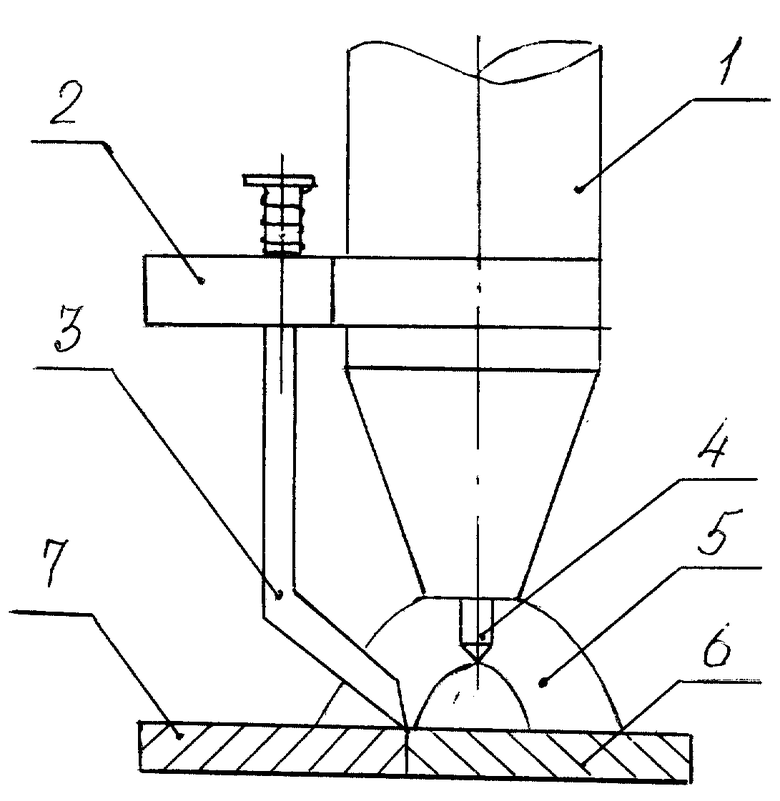
Способ сварки неплавящимся электродом алюминиевых сплавов, при котором производят механическое разрушение окисной пленки в месте сварки, отличающийся тем, что разрушение окисной пленки производят режущим инструментом, который перемещают впереди сварочной ванны вблизи границы плавления, в зоне, защищаемой аргоном.
| RU 2052328 C1, 20.01.96 | |||
| RU 2018425 C1, 30.08.94 | |||
| Способ подготовки коромок под сварку | 1970 |
|
SU511165A1 |
| Способ сварки плавлением деталей из алюминия и его сплавов | 1982 |
|
SU1091433A1 |
| Способ сварки плавлением алюминиевых сплавов | 1985 |
|
SU1279774A1 |
| US 4434348 A, 28.02.84. | |||
