Изобретение относится к технике обработки металлов давлением, а именно к изготовлению гофрированных, преимущественно металлических листов с защитным покрытием на профилегибочных станах.
Известен способ изготовления гнутых профилей из металлических листов с защитным покрытием и профилегибочный стан для реализации способа, включающий операции гибки листового материала с образованием гофрированных профилей последовательно по технологическим переходам посредством валков, образованных из сменных тянущих и опорных роликов, установленных на совместно работающих валах профилегибочного стана.
Существенным недостатком известного способа и стана для его реализации является ограниченность высотного диапазона получаемых профилей и как следствие, повышенная материалоемкость стана и повышенная энергоемкость производства гнутых профилей.
Задача, решаемая изобретением, заключается в расширении технологических возможностей изготовления гнутых профилей на профилегибочном стане и повышение качества выпускаемой продукции при достаточно больших допусках по толщине исходного листа, а также снижение материалоемкости профилегибочного стана и энергоемкости производства.
Поставленная задача решается тем, что в способе изготовления гнутых профилей, преимущественно с защитным покрытием, имеющих трапециевидные гофры, включающем операции последовательной по технологическим переходам гибки листового материала валками, попарно установленными на валах профилегибочного стана и образованными сменными тянущими и опорными роликами, в том числе свободно вращающимися, и/или дистанционными втулками, по крайней мере, на одной паре валов лист пропускают через систему, в том числе смежных пар ответных роликов разного диаметра, один из которых выполнен тянущим, а другой установлен с возможностью свободного вращения.
Кроме того, в способе изготовления гнутых профилей тянущий ролик или тянущие ролики, работающие в паре с роликами свободного вращения, могут быть выполнены большего диаметра относительно диаметра ролика свободного вращения; тянущий ролик или тянущие ролики, работающие в паре с роликами свободного вращения, могут быть выполнены по диаметру меньшими относительно диаметра ролика свободного вращения; часть технологических переходов или, по крайней мере, одна пара совместно работающих валов одного технологического перехода могут быть выполнены свободно вращающимися; по крайней мере, в одном технологическом переходе смежные гофры с противоположно ориентированными горизонтальными стенками могут формироваться двумя парами роликов, диаметр каждого из которых не равен полусумме диаметров образующих рабочую пару; по крайней мере, на части длины одной пары совместно работающих валов смежные пары формирующих роликов могут содержать каждая один жестко установленный на валу ролик и ответный ему ролик свободного вращения; при пропуске листа последовательно через 26 технологических переходов формовка гофров может осуществляться последовательно набором тянущих и свободно вращающихся роликов, диаметры, ширина рабочей поверхности и взаимное расположение которых могут обеспечивать конечную амплитуду гофрирования до 13-18 мм.
Поставленная задача решается также тем, что в профилегибочном стане, включающем ряд последовательно установленных рабочих клетей с верхними и нижними валами, на которых установлены образующие калибры валки, выполненные из сменных тянущих и опорных роликов, в том числе свободно вращающихся, и/или дистанционных втулок, по крайней мере, на одной паре валов, по крайнем мере, в одной клети совместно работающие валки содержат не менее двух смежных пар роликов, в каждой из которых ролики выполнены разного диаметра, при этом в каждой из этих пар один ролик посажен на валу через подшипник с возможностью свободного вращения.
Стан может содержать 26 клетей, а параметры и взаимное расположение элементов валков при последовательном нарастании от клети к клети диаметров формующих роликов могут обеспечивать, по крайней мере, на выходных клетях взаимное радиальное перекрытие расстояния между осями смежных образующих рабочую пару валков на величину до 13-18 мм.
Изобретение соответствует условиям патентоспособности: новизне, изобретательскому уровню и промышленной применимости, т.к. обеспечивает одновременно расширение диапазона профилеобразования по высотам и сочетаниям гофров при улучшении качества изделий за счет улучшения сохранности защитного слоя при широких допусках колебания толщины исходного листа, при этом профилегибочный стан менее материалоемок, а разработанная технология обеспечивает снижение энергозатрат.
На чертеже изображен профилегибочный стан, фрагмент клети. Клеть стана содержит верхний и нижний валы 1 и 2. На валах 1 и 2 установлены валки 3 и 4. Валки 3 и 4 состоят из сменных тянущихся роликов 5, роликов свободного вращения 6 и дистанционных втулок 7. Ролики свободного вращения 6 посажены на валах 1 и 2 через подшипники 8. Тянущий ролик 5 и ролик свободного вращения 6, образующие совместно работающую пару, выполнены разного диаметра. Между смежными парами роликов могут быть установлены одна или более дистанционных втулок 7. Тянущими роликами в каждой паре могут быть ролики большего или меньшего диаметра в совместно работающей паре.
Способ осуществляют при работе профилегибочного стана путем пропускания листа через клети, осуществляя операции последовательной по технологическим переходам гибки валками 3 и 4.
На первом переходе начинают формовать центральный гофр, в следующем переходе углубляют центральный и начинают формовать смежные, симметрично расположенные гофры, затем, углубляя уже имеющиеся гофры, формуют смежные с упомянутыми и т.д. до достижения требуемого количества и глубины гофров.
Для реализации способа берут исходную заготовку лист шириной 1250 мм, толщиной 0,8 мм из ст.3 с цинковым или алюмоцинковым покрытием. Пропусканием через 26 клетей стана получают гофрированный лист с 11 гофрами с улучшенной сохранностью защитного покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО С ПОКРЫТИЯМИ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105624C1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1344457A1 |
| Способ производства гофрированных профилей | 1988 |
|
SU1574314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ И ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335367C2 |
Использование: изобретение используется в строительной промышленности для изготовления профилированных настилов, преимущественно из стали или сплавов с защитным покрытием. Сущность изобретения заключается в том, что лист пропускают через ряд клетей профилегибочного стана, каждая из которых содержит валки, выполненные в виде набора тянущих, опорных роликов и дистанционных втулок. 2 с. и 7 з.п.ф-лы, 1 ил.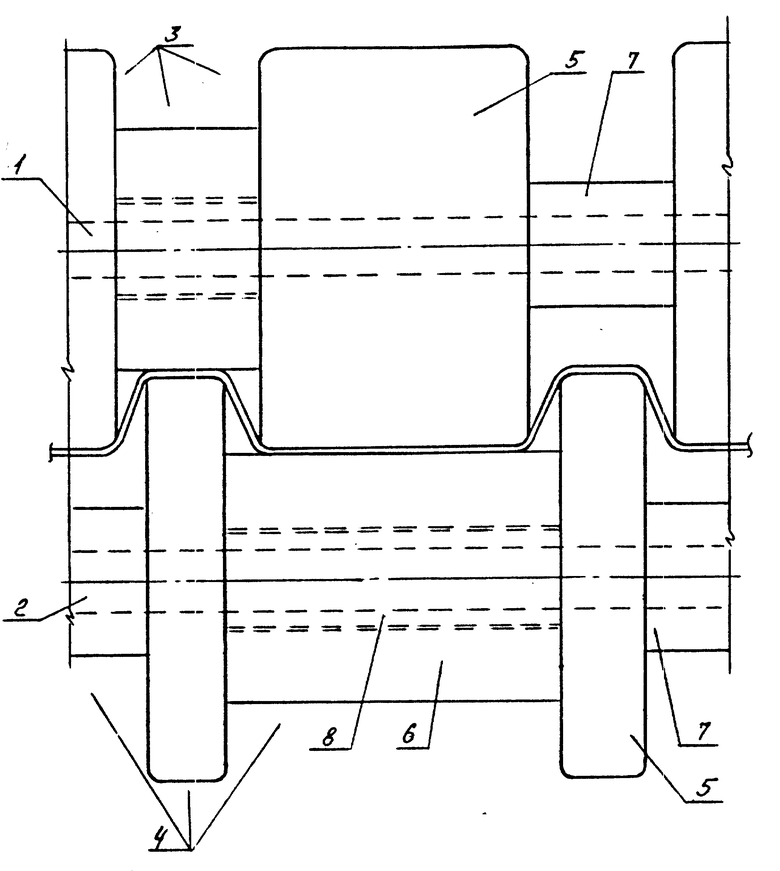
| Униполярная машина постоянного тока | 1952 |
|
SU97411A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
