Изобретение относится к технике обработки металлов давлением, а именно к изготовлению гофрированных, преимущественно металлических листов с защитным покрытием, на профилегибочных станках.
Известен способ изготовление гнутых профилей из металлических листов с защитным покрытием и профилегибочный стан для реализации способа. Способ включает операции гибки листового материала с образованием гофрированных профилей последовательно по технологическим переходам посредством валков, образованных из сменных тянущих и опорных роликов, установленных на совместно работающих валах профилегибочного стана.
Существенным недостатком известного способа и стана для его осуществления является ограниченность высотного диапазона получаемых профилей и, как следствие, повышенная материалоемкость стана и энергоемкость производства гнутых профилей.
Задача, решаемая изобретением, заключается в расширении технологических возможностей изготовления гнутых профилей на профилегибочном стане и повышении качества выпускаемой продукции при достаточно больших допусках по толщине исходного листа, а также снижение материалоемкости профилегибочного стана и энергоемкости производства.
Поставленная задача решается тем, что в способе изготовления гнутых профилей, преимущественно с защитным покрытием, имеющих трапециевидные гофры, включающем операции последовательной по технологическим переходам гибки листового материала валками, попарно установленными на валах и образованными сменными тянущими и опорными роликами, в том числе свободно вращающимися, и/или дистанционными втулками, формуемый лист пропускают, по крайней мере, в одном технологическом переходе, по крайней мере, на одной совместно работающей паре валков не менее чем через две смежные пары роликов разного диаметра, вращающихся с взаимно выравненной линейной скоростью рабочих цилиндрических поверхностей или цилиндрической части рабочих поверхностей в каждой их этих пар роликов, а выравнивание скоростей обеспечивают посредством подшипника, через который подвижно посажен на валу ответный тянущему свободно вращающийся ролик.
Кроме того, в способе изготовления гнутых профилей тянущие ролики могут быть выполнены с кольцевой выемкой на одном из образующих совместно работающую пару валов и могут быть установлены с чередованием через пару роликов, в которой тянущий ролик размещен на противоположном валу, выполнен с гладкой цилиндрической поверхностью и осуществляет формовку горизонтальной стенки гофра меньшей ширины, чем формуемая предшествующей парой роликов противоположная смежная горизонтальная стенка основного гофра с формуемым в ней дополнительным гофром; каждый тянущий ролик, работающий в паре с роликом свободного вращения, может быть выполнен большего диаметра относительно диаметра ролика, посаженного на валу с возможностью свободного вращения; тянущий ролик или тянущие ролики, работающие в паре с роликами свободного вращения, могут быть выполнены меньшими по диаметру относительно диаметра ролика, установленного с возможностью свободного вращения; по крайней мере, одна пара совместно работающих валов одного технологического перехода может быть выполнена свободно вращающейся; разница диаметров тянущего и установленных с возможностью свободного вращения роликов, образующих пару или смежных на валу, может удовлетворять условию
ΔD ≥ 0,44dвал
где
ΔD = dт.р.- dс.в.
dвал диаметр вала;
dт.р. диаметр тянущего ролика;
dс.в. диаметр ролика свободного вращения.
Лист последовательно могут пропускать через 19 технологических переходов, а гофры при этом формуют последовательно, набором тянущих и свободно вращающихся роликов диаметры, ширина рабочей поверхности которых и взаимное расположение могут обеспечивать конечную амплитуду гофрирования до 55 60 мм.
Поставленная задача решается также тем, что в профилегибочном стане, включающем ряд последовательно установленных рабочих клетей с верхними и нижними валами, на которых установлены образующие калибры валки, выполненные из сменных тянущих и опорных роликов, в том числе свободно вращающихся, и/или дистационных втулок, по крайней мере, на одной паре валов, по крайней мере, в одной клетки совместно работающие валки содержат не менее двух смежных пар роликов, в каждой из которых ролики выполнены разного диаметра, при этом в каждой их этих пар один ролик посажен на валу через подшипник с возможностью свободного вращения.
Кроме того, тянущие ролики могут быть выполнены с кольцевой выемкой на одном из образующих совместно работающую пару валов, установлены с чередованием через пару роликов, в которой тянущий ролик размещен на противоположном валу и имеет гладкую цилиндрическую поверхность; разница диаметров тянущего и свободно вращающегося роликов, образующих пару или смежных на валу, может удовлетворять условию
ΔD ≥ 0,44dвал
где
ΔD = dт.р.- dс.в.;
dвал диаметр вала;
dт.р. диаметр тянущего ролика;
dс.в. диаметр ролика свободного вращения.
Стан может содержать 19 клетей, а параметры и взаимное расположение элементов валков при последовательном нарастании от клети к клети диаметров формующих роликов могут обеспечивать, по крайней мере, на выходных клетях взаимное радиальное перекрытие расстояния между осями смежных образующих рабочую пару валков на величину до 55 60 мм.
Изобретение соответствует условиям патентоспособности: новизне, изобретательскому уровню и промышленной применимости, т.к. обеспечивает одновременно расширение диапазона профилеобразования по высотам и сочетаниям гофров при улучшении качества изделий за счет улучшения сохранности защитного слоя при широких допусках колебания толщины исходного листа, при этом профилегибочный стан менее материалоемок, а разработанная технология обеспечивает снижение энергозатрат.
На чертеже изображен профилегибочный стан, фрагмент клети.
Клеть стана содержит верхний и нижний валы 1 и 2. На валах 1 и 2 установлены валки 3 и 4. Валки 3 и 4 состоят из сменных тянущих роликов 5, роликов свободного вращения 6 и дистанционных втулок 7. Ролики свободного вращения 6 посажены на валах 1 и 2 через подшипники 8. Тянущий ролик 5 и ролик свободного вращения 6, образующие совместно работающую пару, выполнены разного диаметра.
Тянущий ролик 5 выполнен большего диаметра и снабжен по периметру кольцевой выемкой 9, а ролик свободного вращения 6 снабжен ответный кольцевым выступом 10. Смежная с роликом 5 и 6 рабочая пара роликов 11 и 12 имеет меньшую ширину относительно роликов 5 и 6 и гладкие цилиндрические поверхности 13 и 14. Пара роликов 5 и 6 установлена на валах 1 и 2 с чередованием через одну пару роликов 11 и 12, что позволяет формировать профиль с односторонней ориентацией дополнительных гофров в горизонтальных стенках основного гофра.
Возможен вариант реализации способа, когда тянущие ролики имеют меньший диаметр, чем ролики свободного вращения (условно не показано). Такой вариант обеспечивает значительное повышение тяговых усилий для успешного формирования (гибки) листов большей толщины.
Оптимальные технологические условия обеспечиваются при условии
ΔD ≥ 0,44dвал,
где
ΔD = dт.р.- dс.в.;
dвал диаметр вала;
dт.р. диаметр тянущего ролика;
dс.в. диаметр ролика свободного вращения.
Способ осуществляется при работе профилегибочного стана путем пропускания листа через клети, осуществляя операции последовательной по технологическим переходам гибки валкам 3 и 4. На первом переходе начинают формировать центральный гофр, в следующем переходе углубляют центральный и начинают формировать смежные, симметрично расположенные гофры, затем, углубляя уже имеющиеся гофры, формуют смежные с упомянутыми и т.д. до достижения требуемого количества и глубины гофров.
Для реализации способа берут лист шириной 1800 1250 мм, толщиной 0,8 мм из стали 3 с цинковым или алюмоцинковым покрытием. Пропусканием через 19 клетей стана получают гофрированный лист с 4 гофрами с улучшенной сохранностью защитного покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО С ПОКРЫТИЯМИ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105623C1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2003 |
|
RU2243841C1 |
| Способ производства гофрированных профилей | 1988 |
|
SU1574314A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2244604C1 |
Использование: изобретение используется в строительной промышленности для изготовления профилированных настилов, преимущественно из стали или сплавов с защитным покрытием. Сущность изобретения заключается в том, что формуемый лист пропускают через ряд клетей профилегибочного стана, содержащих валки с установленными на них тянущими, опорными, в том числе свободно установленными, роликами и/или дистанционными втулками. 2 с. и 9 з.п.ф-лы, 1 ил.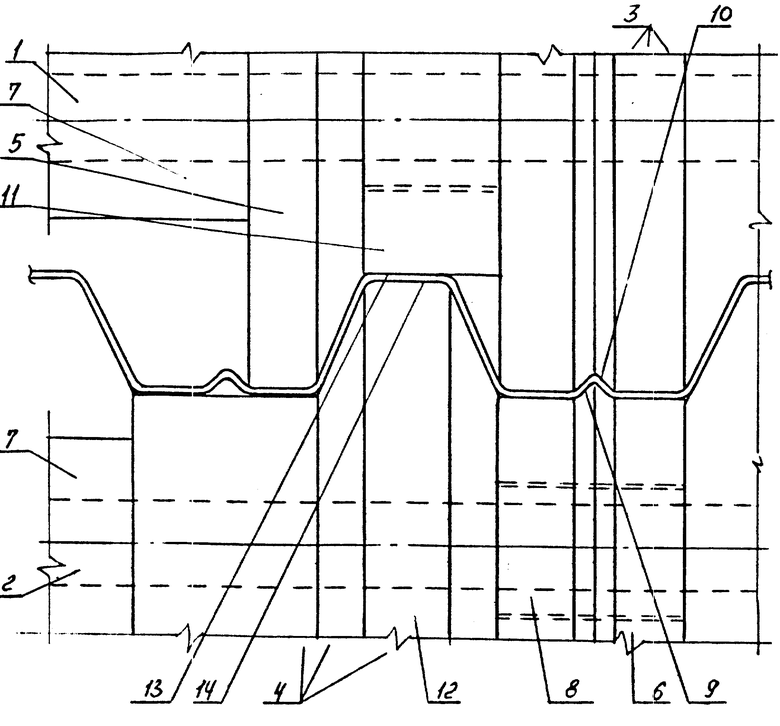
ΔD ≥ 0,44dвал,
где ΔD = dт.р.-dс.в.;
dв а л диаметр вала;
dт . р . диаметр тянущего ролика;
dс.в . диаметр ролика свободного вращения.
ΔD ≥ 0,44dвал,
где ΔD = dт.р.-dс.в.;
dв а л диаметр вала;
dт . р . диаметр тянущего ролика;
dс . в . диаметр ролика свободного вращения.
| Униполярная машина постоянного тока | 1952 |
|
SU97411A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
