Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гофрированных гнутых профилей с уголковой формой гофров у кромок заготовки в валках профилегибочного стана в черной металлургии, сельхозмашиностроении, гражданском и промышленном строительстве и др отраслях промышленности.
Целью изобретения является улучшение качества профилей за счет повышения точности геометрических размеров и уменьшения волнистости крайних плоских участков заготовки.
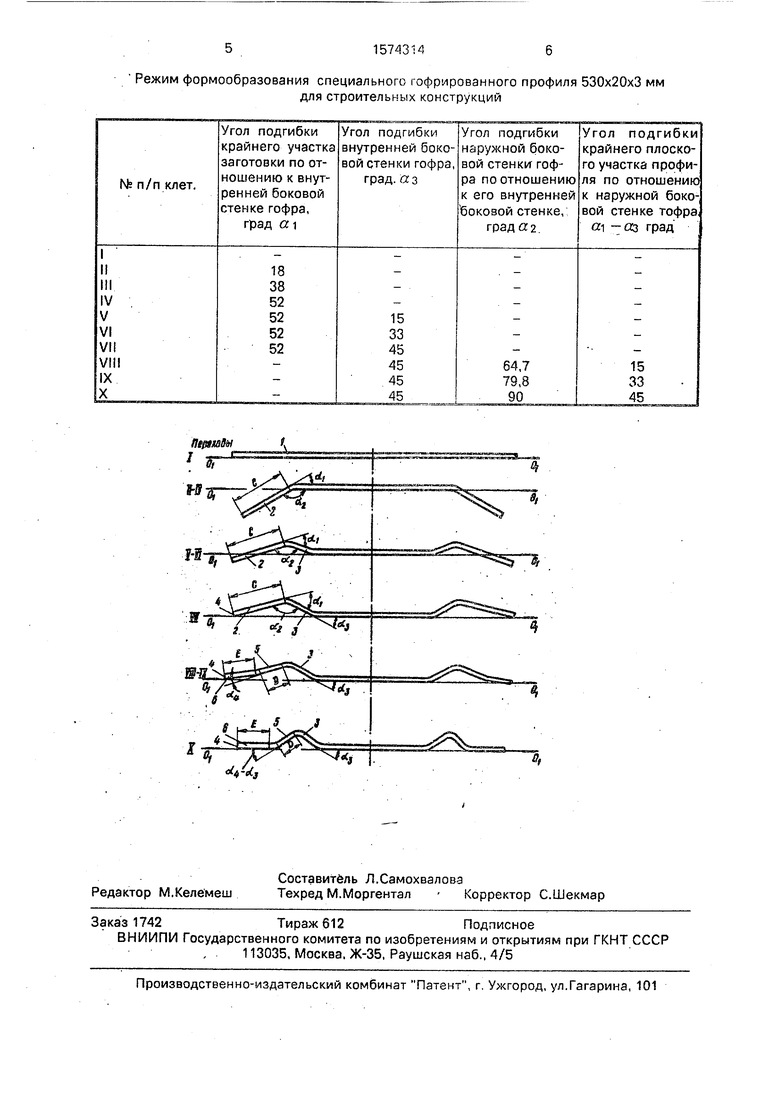
На чертеже представлена схема формовки гофрированного профиля
При формовке гофрированного профиля 530x20x30 с гофрами уголковой формы для строительных конструкций первоначально из заготовки 1 во II-VI технологических переходах путем последовательной подгибки участков 2 заготовки формообра- зуют промежуточный швеллерный профиль
При этом подгибку крайних участков 2 заготовки осуществляют до достижения угла, равного углу (%, смежному с углом G.2 между упомянутым крайним участком 3 заготовки и сопряженной с ним внутренней боковой стенкой 3 гофра образующемуся при последующей подгибке в V-VII технологических переходах внутренней боковой стенки 3 гофра до заданного угла аз на
СП
NJ
Ь W
готовом профиле, с размещением при этом кромки 4 формуемого профиля на уровне профилирования. При подгибке крайних участков 2 заготовки ширина их равна суммарной ширине наружной боковой стенки 5 гофра и примыкающего к ней плоского участка 6 заготовки, т.е. С D+E.
Затем в последующих VIU-X технологических переходах последовательной подгибкой наружных боковых стенок 5 гофров и примыкающих к ним плоских участков 6 осуществляют доформовку профиля до заданных размеров, выдерживая при этом кромки профиля на уровне формовки.
Способ может быть реализован с помощью калибровки валков, разработанной в соответствии с описанным способом изготовления гофрированных профилей на про- филегибочном стане.
По описанному способу осуществлялось изготовление специального гофриро- 1 ванного профиля 530x20x3 мм для строительных конструкций из стали СтЗ
Изготовление профиля осуществлялось поштучным способом на стане 2-8x100-600.
Для получения готового профиля по описанному способу потребовалось семь технологических переходов.
Режим формообразования профиля представлен в таблице.
В процессе формообразования профилей по описанному способу обеспечивались заданные размеры с отклонениями по вы10
соте ±п 5 мм- по ширине ± 1,5-2 мм. Волнистость на плоских участках профиля не превышала 1,0 мм на 1 м длины профиля. Продольный и поперечный прогиб профиля не-наблюдался.
Согласно расчетным данным и опытной проверке на стане 2-8x100-600 способ производства гофрированных профилей в сравнении с известным позволяет производить указанные профили требуемого качества и обладает при этом следующими преимуществами:
Обеспечивает улучшение качества профилей за счет повышения точности геометрических размеров (предельные отклонения размеров профиля составляли
1 О по высоте ±п п мм, по ширине ±1,5-2
мм, уменьшение волнистости плоских участков профиля (волнистость не превышала
1,0 мм на 1 метр длины профиля), а также поперечного и продольного прогиба, в то время как при изготовлении аналогичных профилей по известному способу имеет место волнистость на кромках профиля, величияа которой составляет 1,5-2,0 мм на 1 м длины профиля, поперечный прогиб (стрела прогиба составляла 0,4-0,5% ширины профиля).
Применение описанного способа в
технологии производства гнутых гофрированных профилей позволило в сравнении с известным расширить сортамент изготовления гофрированных профилей для строительных конструкций, снизить трудоемкость их изготовления, улучшить энергосиловые параметры формовки и повысить стабильность процесса профилирования.
Формула изобретения .
Способ производства гофрированных профилей с уголковой формой гофров у кромок заготовки, включающий последовательную подгибку относительно уровня
профилирования элементов профиля по переходам, отличающийся тем, что, с целью улучшения качества профилей за счет повышения точности геометрических размеров и уменьшения волнистости крайних
плоских участков профиля, первоначально осуществляют подгибку крайних участков заготовки шириной, равной суммарной ширине наружной боковой стенки гофра и примыкающего к ней крайнего плоского участка
заготовки до достижения угла, равного углу между продолжением наружной стенки гофра и внутренней стенкой гофра на готовом профиле с размещением при этом кромки формуемого профиля на уровне профилирования, после чего осуществляют доформовку профиля до заданных размеров путем последовательной подгибки наружных боковых стенок гофров и примыкающих к ним плоских участков, выдерживая кромки профиля на уровне профилирования.
Режим формообразования специального гофрированного профиля 530x20x3 мм
для строительных конструкций

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гофрированных профилей | 1986 |
|
SU1344457A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1342558A1 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ производства гофрированных профилей | 1987 |
|
SU1480920A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ М.Е.Докторова изготовления листовых гнутых профилей с гофрами | 1991 |
|
SU1813584A1 |
| Способ производства гофрированных профилей | 1989 |
|
SU1639829A2 |
| Способ М.Е.Докторова изготовления гофрированных профилей | 1990 |
|
SU1759501A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1382532A1 |
Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гофрированных гнутых профилей с уголковой формой гофров у кромок в валках профилегибочного стана в черной металлургии, сельхозмашиностроении и других отраслях машиностроения. Цель изобретения - улучшение качества профилей за счет повышения точности геометрических размеров и уменьшения волнистости крайних плоских участков профиля. Первоначально осуществляют подгибку крайних участков профиля с шириной, равной суммарной ширине наружной боковой стенки гофра и примыкающего к ней плоского участка заготовки на угол, равный углу, смежному с углом между упомянутым крайним участком заготовки и сопряженной с ним внутренней боковой стенкой гофра, образующемуся при подгибке последней до заданного угла на готовом профиле, с размещением при этом кромки профиля на уровне профилирования. После этого осуществляют доформовку профиля до заданных размеров. Способ позволяет расширить сортамент изготовляемых профилей. 1 ил., 1 табл.
.
Si Z tj
,
Ж
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
