Изобретение относится к области обработки металлов давлением, а точнее к обработке давлением листового материала с помощью валков специальной формы, и может быть использовано в черной металлургии, машиностроении, строительстве при производстве гнутых профилей или получении сформованной трубной заготовки в агрегатах по производству сварных труб или порошковой проволоки.
Качество, себестоимость и объем производства являются определяющими показателями любого производства. Наибольших успехов в условиях рыночных отношений достигают коллективы, имеющие прежде всего мобильное, универсальное, конкурентоспособное оборудование с оригинальным конструктивным выполнением как отдельных деталей, так узлов и машин, в том числе за счет придания им нескольких потребительских свойств (технологических возможностей), степени унификации, гибкой компоновки, снижение затрат при их изготовлении и эксплуатации.
Широко распространенным оборудованием трубосварочных, профилегибочных агрегатов, а также агрегатов по производству порошковой проволоки являются формовочные станы, которые по ряду причин совершенно по разному выполнены конструктивно, хотя предназначены для выполнения одной технологической операции - листовой формовки.
Известен формовочный стан, см. а.с. СССР №1098606, м.кл. В 21 D 5/06, заявл. 19.05.82 г., опубл. 23.06.84 г.
Этот стан содержит основание, последовательно расположенные клети с неприводными формующими валками и тянущую клеть с приводными валками.
Согласно изобретению заготовку транспортным средством профилегибочного агрегата подают между разведенными с помощью гидравлических нажимных механизмов формующими горизонтальными неприводными валками клетей до пересечения ее передним концом осевой плоскости последней клети с приводом каждого верхнего и нижнего валка. В момент сведения валков всех клетей на длине заготовки между первой и тянущей клетями происходит отформовка ее участков в соответствии с формой калибров каждой клети. При этом в последней формующей тянущей клети калибр валков соответствует сечению готового профиля. Далее, в момент сведения валков всех клетей включают приводы валков тянущей клети и начинается процесс непрерывной формовки протяжкой без остановок, со сваркой предыдущего и последующего концов рулонов с порезкой на мерные длины готовых профилей за тянущей клетью на ходу.
Учитывая, что стабильный процесс гибки в этом случае начинается с момента протягивания заготовки тянущей клетью, профильная панель длиной от первой до тянущей клети не может быть достаточно качественной. Протягивание этой панели через все клети требует большей установленной мощности привода тянущей клети.
Использование в стане гидравлических нажимных механизмов для всех горизонтальных валков резко удорожает стоимость изготовления и эксплуатации агрегата.
Известный стан не может быть использован при производстве сложных замкнутых профилей с цинковым или другим покрытием, так как из-за чрезмерных контактных напряжений элементов валков с профилем заготовки возможно отслоение покрытия.
Известна клеть трубоформовочного стана по а.с. СССР №626855, М.кл. В 21 С 37/06, заявл. 21.03.77 г., опубл. 05.10.78 г.
Известная клеть трубоформовочного стана содержит станину, в окне которой смонтированы нижний приводной горизонтальный валок и траверса с верхним горизонтальным и боковыми вертикальными холостыми валками, снабженными нажимными механизмами.
Основной недостаток клети - значительные габариты, металлоемкость и, как следствие, высокая стоимость изготовления и эксплуатации. Станина клети выполнена в литом исполнении с верхней и нижней соединительными траверсами и отдельно стоящим приводом вращения нижнего горизонтального валка.
Вторым недостатком клети являются узкие технологические возможности клети и формовочного стана в целом. Из-за размещения в траверсе боковых валков верхний горизонтальный валок нельзя выполнить, в случае технологической необходимости, приводным.
Боковой вертикальный валок снабжен только горизонтальным нажимным механизмом, а горизонтальный верхний валок только вертикальным.
Конструктивные особенности клети не позволяют использовать ее для производства гнутых профилей. Некоторые профили при изготовлении требуют наличия в одном калибре клети 2-х горизонтальных и 2-х боковых валков.
Из известных формовочных станов наиболее близким по технической сущности является формовочный стан, описанный в а.с. СССР №902886, М.кл. В 21 С 37/06, заявл. 25.12.79 г., опубл. 07.02.82 г.
Этот формовочный стан содержит основание, последовательно расположенные клети со станинами для каждой пары горизонтальных валков с корпусами подшипниковых опор и приводы вращения валков, размещенные между клетями холостые формующие роликовые средства.
Основным недостатком формовочного стана является высокая металло- и энергоемкость и, как следствие, высокая стоимость изготовления и эксплуатации, что является результатом конструктивного выполнения горизонтальных клетей с литыми станинами, металлоемкими нижними и верхними соединительными траверсами, наличием шпинделей, шестеренной общей клети и общего привода вращения с рамами, на которых они закреплены. Холостые формующие роликовые средства, выполненные в виде отдельно стоящих вертикальных клетей с металлоемкими станинами. Кроме того, клетьевой вариант конструктивного выполнения формовочного стана с общим приводом вращения горизонтальных валков не дает возможности другой компоновки входящих узлов или использования их для выполнения других технологических функций (возможностей), например, для изготовления сложных гнутых профилей.
Жесткая кинематическая связь клетей по приводу вращения (общий, групповой привод всего формовочного стана) при формовке трубной заготовки и особенно при формовке (гибке) сложных профилей (более 10 технологических переходов, калибров, клетей) не дает возможности уравнять средние технологические скорости в каждом калибре с фактической скоростью общего привода. Это приводит к повышенным динамическим нагрузкам, чрезмерному износу технологического инструмента (валков), увеличению мощности привода и как следствие - к повышению стоимости эксплуатации агрегата, а значит и стоимости изготавливаемой металлопродукции.
Задача настоящего изобретения состоит в создании формовочного стана для непрерывной формовки листового материала с минимальными габаритами, материало- и энергоемкостью, расходами на изготовление и эксплуатацию.
Задачей изобретения является также создание устройства, которое бы за счет унификации и оригинального выполнения деталей и узлов, гибкой компоновки позволяло бы осуществлять непрерывную формовку всех видов открытых, закрытых и сварных гнутых профилей, сложных замкнутых профилей с покрытием, а также трубных заготовок в линиях профилегибочных, трубосварочных агрегатов и агрегатов по производству порошковой проволоки.
Следующей задачей изобретения является повышение качества формовки.
Поставленная задача достигается тем, что в известном формовочном стане, содержащем основание, последовательно расположенные клети со станинами для каждой пары горизонтальных валков с корпусами подшипниковых опор, привод вращения валков, формующие средства с холостыми роликами, в основании перпендикулярно оси формовочного стана выполнены пазы для крепления станин клетей, выполненных в виде U-образных пар щек с наружными и внутренними боковыми направляющими, и крышек, а формующие средства с холостыми роликами снабжены горизонтальными и/или вертикальными траверсами, установленными с возможностью перемещения по боковым направляющим щек, причем холостые ролики формующего средства смонтированы на траверсах с возможностью перемещения в плоскости своих осей роликов, при этом нижние горизонтальные валки клетей выполнены приводными.
В последней клети верхний горизонтальный валок выполнен приводным.
Приводы вращения нижних горизонтальных валков клетей, кроме последней, снабжены установленными с возможностью осевого перемещения ползунами для крепления упомянутых приводов с зубчатыми муфтами, при этом ползуны размещены на кронштейнах, выполненных на корпусах подшипниковых опор.
При формовке закрытых профилей или профилей, в которых заготовкой является круглая или профильная труба, по крайней мере, одна клеть снабжена установленной на внутренних боковых направляющих щек вертикальной траверсой с формующими холостыми роликами.
При гибке (формовке) сложных профилей (С-образный, заготовка для квадратной и прямоугольной трубы) формующее средство с холостыми роликами выполнено с горизонтальными и вертикальными траверсами, установленными с возможностью перемещения по боковым направляющим щек.
Для более точной задачи полосы в трубоформовочный или профилегибочный стан, а также для более точного направления сформованной трубной заготовки в трубосварочную машину на наружных боковых направляющих щек станин крайних клетей смонтированы боковые траверсы с формующими или направляющими средствами с холостыми роликами.
Такое конструктивное выполнение формовочного стана за счет выполнения станин клетей не литыми, а из листового проката, исключения соединительных нижних и верхних траверс, возможности уменьшения текущего расстояния между щеками по мере уменьшения ширины заготовки, использования как внутренних, так и наружных направляющих щек для горизонтальных, вертикальных и боковых траверс, выполнения пазов в основании позволяет уменьшить габариты, материалоемкость и стоимость изготовления и эксплуатации формовочного стана.
Замена общего группового привода на индивидуальный привод нижних валков клетей с возможностью их исключения из работы при выполнении формовки профилей и трубных заготовок способом протягивания сокращает энергоемкость, металлоемкость стана и, как следствие, стоимость его изготовления и эксплуатации.
Кроме того, благодаря предложенному выполнению стана повышается качество формовки профилей и трубных заготовок.
Значительная экономия материалов и трудозатрат при изготовлении обеспечивается возможностью уменьшения текущего расстояния между щеками по ходу уменьшения ширины заготовки.
Выполнение основания с пазами, станин в виде U-образных щек с крышками, внутренними и наружными боковыми направляющими для размещения горизонтальных, вертикальных и боковых траверс с направляющими средствами с холостыми роликами, возможность изменения расстояния между щеками в зависимости от текущей ширины заготовки, конструктивного выполнения привода нижних горизонтальных валков клетей с возможностью отключения делает стан универсальным, мобильным не только за счет оригинального конструктивного выполнения деталей и узлов, но также за счет высокой степени унификации и гибкой компоновки отдельных его узлов, что, в конечном счете, придает стану широкие технологические возможности в виде производства всех видов открытых, закрытых и сварных гнутых профилей, сложных замкнутых профилей с покрытием, а также трубных заготовок в линиях профилегибочных, трубосварочных агрегатов.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображен общий вид формовочного стана с вариантами выполнения формующих и направляющих средств с горизонтальными, вертикальными и боковыми траверсами, размещенными на щеках станин,
на фиг.2 - то же, вид по стрелке А на фиг.1,
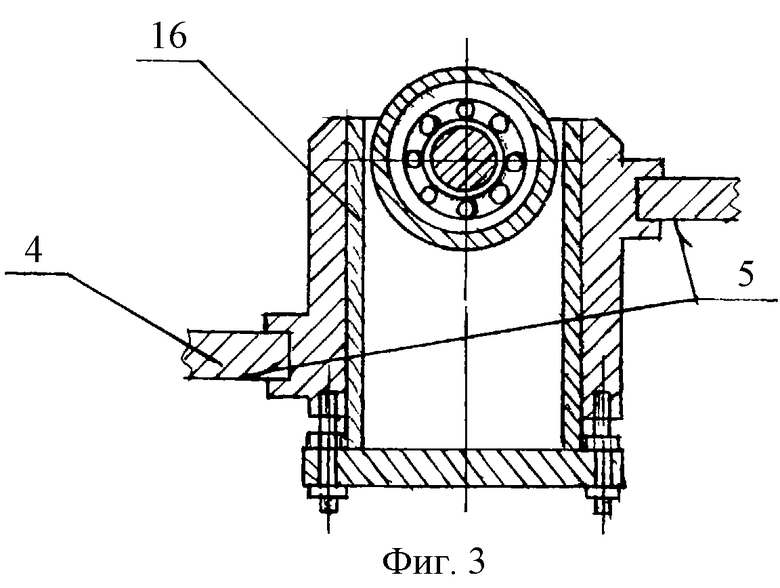
на фиг.3 - разрез Б-Б на фиг.1,
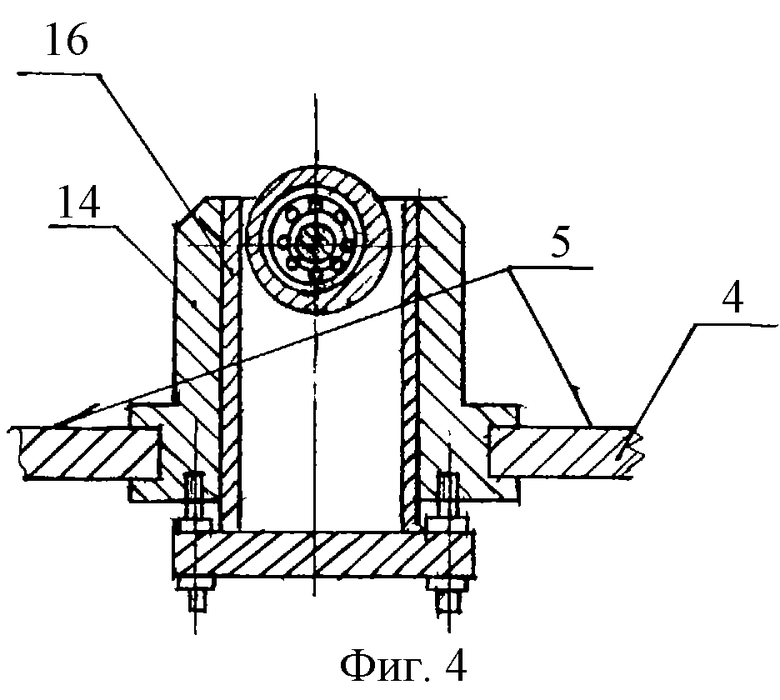
на фиг.4 - разрез В-В на фиг.1,
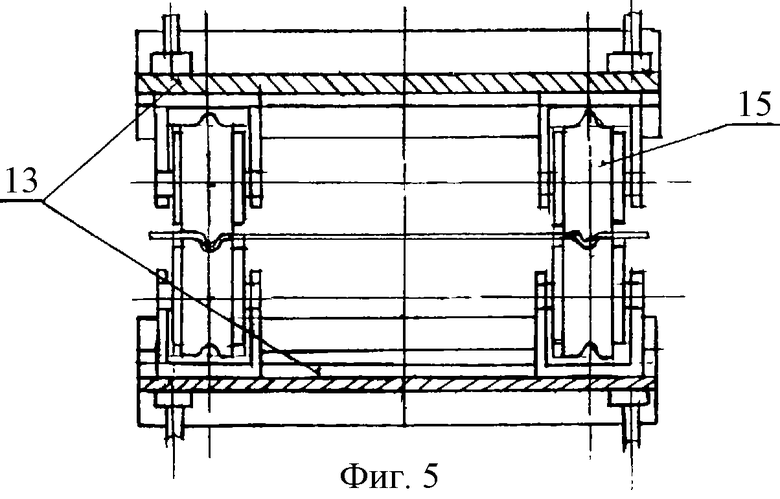
на фиг.5 - разрез Г-Г на фиг.1,
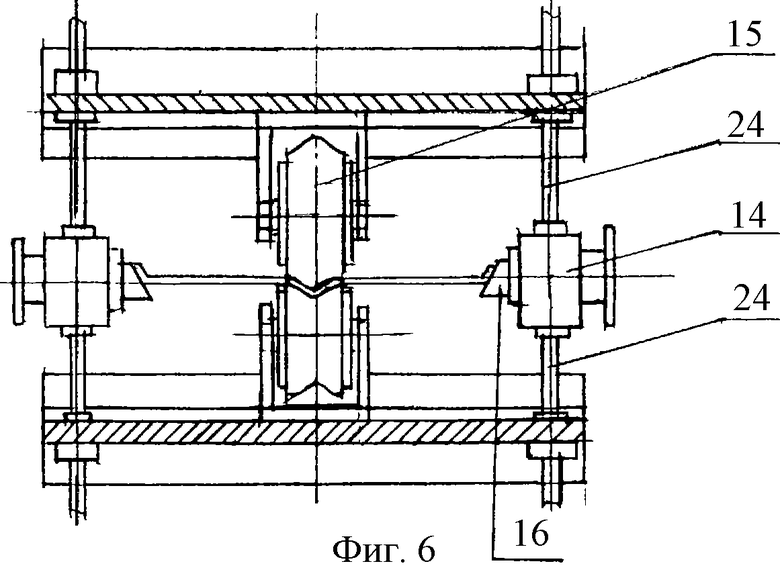
на фиг.6 - разрез Д-Д на фиг.1,
на фиг.7 - разрез Е-Е на фиг.1,
на фиг.8 - вариант выполнения вертикального ролика с размещением на горизонтальных траверсах.
Формовочный стан содержит основание 1 с расположенными перпендикулярно оси стана пазами 2, в которых закреплены последовательно расположенные горизонтальные клети 3 со станинами, выполненными в виде U-образных пар щек 4 с наружными и внутренними боковыми направляющими 5 и крышек 6. В окнах 7 щек 4 с возможностью вертикального перемещения с помощью винтов 8, 9 размещены корпусы 10 подшипниковых опор с валами 11 и горизонтальными валками 12.
Между горизонтальными клетями 3 на наружных боковых направляющих щек 4 размещены в зависимости от технологии формовки или горизонтальные 13, или вертикальные 14 траверсы, а при формовке сложных замкнутых профилей (например, профили, заготовками которых являются цилиндрические или квадратные трубы) и горизонтальные 13, и вертикальные 14 траверсы, на которых расположены формующие средства 15, 16, 17 с холостыми роликами. Соседние щеки 4 между собой связаны соединительными крышками 18.
Для точной задачи рулонной полосы в формовочный стан, а сформованной заготовки, например, трубной - в трубосварочную машину, на наружных боковых направляющих щек 4 станин крайних клетей 3 размещены боковые траверсы 19, 20 с направляющими средствами 21, 22, 23 с холостыми роликами. Горизонтальные 13 и вертикальные 14 траверсы снабжены соответственно нажимными винтами 24, 25.
Холостые ролики формующих средств 15, 16, 17 смонтированы на траверсах 13, 14 с возможностью перемещения в плоскости осей роликов.
Корпусы 10 подшипниковых опор нижних валов 11 всех клетей 3, кроме последней, со стороны, противоположной стороне обслуживания, снабжены кронштейнами 26, на которых с возможностью осевого перемещения с помощью винтовой передачи 27 размещены ползуны 28 с приводом вращения 29 и зубчатыми муфтами 30. В последней клети 3 оба горизонтальных вала 11 снабжены приводами вращения 31, которые жестко закреплены на кронштейнах 32 корпусов 10 подшипниковых опор.
Между горизонтальными валами 11 последней клети 3 на внутренних боковых направляющих размещены вертикальные траверсы 14, несущие формующие средства с холостыми роликами 16.
Работа формовочного стана осуществляется следующим образом. Передний конец рулонной полосы 33 при прохождении направляющих средств 21, 22 холостыми роликами центрируется в горизонтальной и вертикальной плоскостях и далее поступает в валки 12 первой горизонтальной клети 3.
Вращением приводных нижних валков 12 конец полосы 33 проталкивается через первое формующее средство с холостыми роликами. При этом на участках воздействия валков как горизонтальной клети, так и первого формующего средства происходит отформовка участков в соответствии с формой калибров, образованных валками и холостыми роликами.
Сформованный конец полосы подхватывается нижними приводными валками второй горизонтальной клети 3 и далее, по мере прохождения через калибры, образованные валками всех горизонтальных клетей 3 и холостыми роликами всех формующих средств, осуществляется формовка гнутого изделия или трубной заготовки 34. После выхода переднего конца гнутого профиля или трубной заготовки из последней горизонтальной клети 3 формовочный стан останавливается, проверяется качество формовки и в случае ее соответствия техническим требованиям приводы нижних валков, кроме последней, выключаются. С помощью винтовой передачи вручную или механизированно полумуфты зубчатой муфты 30 разъединяются. Включаются оба привода вращения валков последней горизонтальной клети 3, начинается непрерывный процесс формовки гнутого профиля или трубной заготовки.
В трубоформовочном стане в зазор трубной заготовки при выходе ее из последней горизонтальной клети 3 вводится ролик направляющего средства 23 и тем самым обеспечивается правильная задача трубной заготовки в трубосварочную машину трубосварочного агрегата.
Вертикальная траверса 14 устанавливается в горизонтальные клети 3 между верхним и нижним валками при технологической необходимости (например, при формовке сложного профиля из цилиндрической или квадратной трубы), когда в калибре необходимы одновременно два горизонтальных и два вертикальных валка. Компоновка горизонтальных 13 и вертикальных 14 траверс с формующими средствами 21, 22, 23 в промежутках между горизонтальными клетями 3 зависит только от конструкции гнутого профиля или трубной заготовки, или точнее его технологии изготовления (калибровки валков).
Например, профилирование уголка размером 50х50х3 мм производится за шесть проходов (технологических переходов) (см. Обзорную информацию “Развитие производства гнутых профилей”, Москва, 1992 год, выпуск 1, стр.13-14).
При этом согласно изобретению и разработанной калибровке формовочный стан будет в данном конкретном случае включать: горизонтальную клеть с входными направляющими средствами на боковых траверсах, пары горизонтальных траверс с двумя поперечными сечениями формующих средств с холостыми роликами (двумя калибрами), горизонтальную клеть, горизонтальные траверсы с одним поперечным сечением формующих средств с холостыми роликами (одним калибром) и горизонтальную клеть с двумя приводными горизонтальными валками.
Формовочный стан в линии трубосварочного агрегата согласно изобретению будет включать шесть горизонтальных клетей 3 (пять с приводом нижнего валка, шестая - с приводом нижнего и верхнего валка) с боковыми траверсами 19, 20 и направляющими средствами 21, 22, 23 с холостыми роликами на входной и выходной клетях и пять пар горизонтальных траверс 13 с формующими средствами 17.
При гибке рулонной полосы с покрытием методом протягивания для снижения недопустимых контактных напряжений в зоне действия калибра валков последней горизонтальной (тянущей) клети могут быть включены в работу один или два привода нижних валков предшествующих горизонтальных клетей.
Предложенный формовочный стан по сравнению с известными позволяет осуществлять непрерывную формовку всех видов открытых, закрытых и сварных гнутых профилей, сложных замкнутых профилей с покрытием, а также трубных заготовок в линиях профилегибочных, трубосварочных агрегатов и агрегатов по производству порошковой проволоки.
Предложенное решение позволит сократить габариты стана, материало- и энергоемкость, расходы на изготовление и эксплуатацию. Благодаря предложенному выполнению стана повышается качество формовки.
Преимуществом предлагаемого изобретения является также преемственность предшествующих позитивных технических решений, в частности по приводу валков и текущему расстоянию между щеками станин клетей.
Если прибыль при формовке простых компактных профилей с использованием предлагаемых технических решений невелика, то изобретение дает возможность использовать традиционные решения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2003 |
|
RU2243841C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2317166C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1993 |
|
RU2029645C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |



Изобретение относится к области обработки металлов давлением, а точнее к обработке давлением листового материала с помощью валков специальной формы, и может быть использовано в черной металлургии, машиностроении, строительстве при производстве гнутых профилей или получении сформованной трубной заготовки в агрегатах по производству сварных труб или порошковой проволоки. В формовочном стане в основании перпендикулярно оси формовочного стана выполнены пазы для крепления станин клетей, выполненных в виде U-образных пар щек с наружными и внутренними боковыми направляющими, и крышек, а формующие средства с холостыми роликами снабжены горизонтальными и/или вертикальными траверсами, установленными с возможностью перемещения по боковым направляющим щек, причем холостые ролики формующего средства смонтированы на траверсах с возможностью перемещения в плоскости своих осей роликов, при этом нижние горизонтальные валки клетей выполнены приводными. В последней клети верхний горизонтальный валок может быть выполнен приводным. Приводы вращения нижних горизонтальных валков клетей, кроме последней, снабжены установленными с возможностью осевого перемещения ползунами для крепления упомянутых приводов с зубчатыми муфтами, при этом ползуны размещены на кронштейнах, выполненных на корпусах подшипниковых опор. По крайней мере, одна клеть снабжена установленной на внутренних боковых направляющих щек вертикальной траверсой с формующими холостыми роликами. При формовке сложных профилей, формующее средство с холостыми роликами выполнено с горизонтальными и вертикальными траверсами, установленными с возможностью перемещения по боковым направляющим щек. На наружных боковых направляющих щек станин крайних клетей смонтированы боковые траверсы с направляющими средствами с холостыми роликами. Обеспечиваются минимальные габариты, материало- и энергоемкость, расходы на изготовление и эксплуатацию формовочного стана, а также повышение качества формовки. 5 з.п. ф-лы, 8 ил.

| Трубоформовочный стан | 1979 |
|
SU902886A1 |
| RU 92011697 А, 27.12.1995 | |||
| Непрерывный профилегибочный стан | 1986 |
|
SU1362538A1 |
| Молотилка с вращающимся цеповым барабаном | 1925 |
|
SU5060A1 |

