Изобретение относится к литейному производству, в частности к непрерывному литью заготовок, и может быть использовано в системах автоматического управления процессом непрерывной разливки металла.
Известен способ автоматического регулирования металла в промежуточном ковше МНЛЗ и устройство для его осуществления (см. а.с. N 1433634, кл. B 22 D 11/16, 1987, где определяют расход металла из кристаллизатора и производную по времени массы металла в промежуточном ковше, уровень металла в промежуточном ковше и уровень металла в сталеразливочном ковше, площадь зеркала металла в сталеразливочном ковше и при отклонении уровня металла в промежуточном ковше от верхнего и нижнего значений заданной зоны увеличивают проходное отверстие шиберного затвора для подачи металла из сталеразливочного ковша до тех пор, пока производная по времени массы металла в промежуточном ковше не увеличится до заданных значений производной.
Однако данный способ и устройство не позволяют обеспечить точность поддержания уровня металла в кристаллизаторе, поскольку множество измерений различных величин и сложность косвенных расчетов, производимых в этом способе, могут привести к сбоям, которые изменят режим работы и точность получения данных с измерительных средств, блоков для вычисления производной по времени массы металла, исполнительных механизмов, что приведет к нарушению подачи металла и регулирования уровня металла в кристаллизаторе, а следовательно, и к низкому качеству получаемых заготовок.
Наиболее близкой к предлагаемому изобретению является автоматическая система регулирования уровня металла в кристаллизаторе МНЛЗ, реализующая и способ регулирования уровня (см. Черная металлургия, экспресс-информация, серия: Автоматизация металлургического производства, М. 1982, выпуск 1, с. 1,2), принцип действия которой заключается в следующем. Лазерное устройство посылает короткие импульсы инфракрасного света с малыми интервалами времени на поверхность металла в кристаллизаторе. Эти импульсы отражаются от поверхности металла и поступают в приемник. На пути импульсов помещено на консоли направляющее поворотное зеркало. Время прохождения импульса представляет собой величину, характеризующую расстояние от поверхности металла до измерительного устройства. Измеренные значения поступают в микроЭВМ, которая сравнивает их с заданными. В случае расхождения микроЭВМ дает команду в систему управления гидравлическим приводом стопорного механизма на изменение скорости разливки, а значит, и уровня металла в кристаллизаторе, либо изменяет скорость вытягивания слитка.
Однако применение способа ультразвуковой локации в целях регулирования уровня металла в кристаллизаторе МНЛЗ позволяет существенно упростить и удешевить процесс измерения уровня металла. Это связано прежде всего с тем, что скорость звука в воздухе на шесть порядков меньше, чем скорость света. Это обстоятельство позволяет для изготовления ультразвуковых датчиков применять элементную базу "ширпотреба", в то время как для лазерной локации необходима специальная (наносекундная) элементная база.
Также использование предлагаемого устройства предъявляет менее жесткие требования к юстировке системы измерения, чем в случае лазерной локации. Так как длина волны ультразвука в воздухе на частоте примерно 300 кГц много больше длины волны инфракрасного излучения, то это обстоятельство позволяет предъявлять менее жесткие требования к чистоте обработки поверхности отражающего элемента. В случае же инфракрасного излучения необходима полировка отражающего зеркала. Кроме того, для лазера необходимо решить вопрос об исключении загрязнения отражающего зеркала. Эта проблема не возникает при использовании ультразвукового датчика.
Целью изобретения является повышение точности поддержания уровня металла в кристаллизаторе и повышение качества получаемых заготовок.
Поставленная цель достигается тем что в способе регулирования уровня металла в кристаллизаторе МНЛЗ, включающем подачу металла из промежуточного ковша, измерение уровня металла в кристаллизаторе и регулирование его на основании полученного отклонения подачей металла в кристаллизатор, измерение уровня металла производят путем ультразвуковой локации поверхности металла (шлака).
Поставленная цель достигается также тем, что устройство для регулирования уровня металла в кристаллизаторе МНЛЗ, содержащее сталеразливочный ковш, промежуточный ковш, кристаллизатор, стопор и исполнительный механизм промежуточного ковша, снабжено ультразвуковой акустической системой, выполненной на пьезокерамическом элементе, электронной системой, аналого-цифровым преобразователем и электронно-вычислительной машиной, при этом акустическая система расположена над поверхностью металла в кристаллизаторе МНЛЗ и связана с электронной системой, которая подключена к аналого-цифровому преобразователю, соединенному с электронно-вычислительной машиной, которая связана с исполнительным механизмом и стопором промежуточного ковша.
Именно снабжение устройства для регулирования уровня металла в кристаллизаторе МНЛЗ ультразвуковой системой и размещение ее над поверхностью металла в кристаллизаторе обеспечивают измерение уровня металла путем ультразвуковой локации поверхности металла (шлака) и тем самым достижение цели изобретения повышение точности поддержания уровня металла в кристаллизаторе МНЛЗ и повышение качества получаемых заготовок.
Сравнение заявляемого технического решения с прототипом позволило установить соответствие его критерию "новизна".
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не выявлены.
Заявляемое устройство для регулирования уровня металла в кристаллизаторе МНЛЗ представлено на чертеже в виде функциональной схемы устройства.
Устройство содержит сталеразливочный ковш 1, промежуточный ковш 2, акустическую систему 3 в виде металлического корпуса с отверстием, внутри которого установлен пьезокерамический элемент 4, кристаллизатор 5, стопор 6 и исполнительный механизм 7 промежуточного ковша 2, электронную систему 8 (ЭС), аналого-цифровой преобразователь 9 (АЦП), электронно-вычислительную машину 10 (ЭВМ), аналоговый индикатор уровня 11 (стрелочный прибор), предназначенный для настройки акустической системы 3 и визуального контроля за работой измерительного тракта.
Пьезокерамический элемент 4 акустической системы 3 закреплен на одной из стенок корпуса, противоположная стенка корпуса выполнена с наклоном под углом 45 градусов к основанию корпуса и представляет собой мишень для отражения ультразвуковых волн, излучаемых пьезокерамическим элементом 4.
Акустическая система 3 закреплена на кронштейне над поверхностью 12 металла (шлака) в кристаллизаторе 5 так, чтобы отражение ультразвуковых волн внутри корпуса происходило под углом 45 градусов к наклонной стенке, а прохождение ультразвуковых волн от пьезокерамического элемента 4 имело горизонтальный участок пути до мишени и вертикальной участок пути от мишени до поверхности 12 металла (шлака) в кристаллизаторе 5.
Электронная система 8 соединена с акустической системой 3 высокочастотным кабелем. Электронная система 8 имеет три вывода. Первый представляет собой подвод питания от сети 220В, второй выход на аналоговый индикатор 11, третий выход на АЦП 9.
На корпусе ЭС 8 установлен тумблер, отключающий питание 220 В. При включении тумблера (подаче питания) показание аналогового индикатора 1 будет максимальным, если отраженные ультразвуковые волны не попадают на пьезокерамический элемент 4. Это возможно в случаях, когда измеряемая поверхность 12 металла (шлака) находится вне пределов измерения акустической системы 3 или в случае ее разъюстировки. В случаях, когда измеряемая поверхность 12 находится в пределах измерения акустической системы 3 и система отъюстирована, аналоговый индикатор 11 показывает промежуточные значения, соответствующие измеренному расстоянию до поверхности 12 металла (шлака) в кристаллизаторе 5. При выключении питания аналоговый индикатор 11 устанавливается на ноль.
Устройство, реализующее регулирование уровня металла в кристаллизаторе МНЛЗ, работает следующим образом.
В ЭВМ 10 вводится числовое значение, соответствующее заданному уровню металла в кристаллизаторе 5. Подается питание на ЭС 8 и сигнал от нее поступает на пьезокерамический элемент 4 акустической системы 3, который, преобразуя электрический сигнал в механические колебания, начинает излучать ультразвуковые волны на поверхность 12 металла (шлака) в кристаллизаторе 5. Отражаясь от поверхности 12 металла (шлака), ультразвуковые волны поглощаются акустической системой 3. ЭС 8 регистрирует время прохождения ультразвуковых волн от акустической системы 3 к поверхности 12 металла (шлака) и обратно и вырабатывает аналоговый сигнал постоянного тока от 0 мА до 5 мА. Данный сигнал пропорционален суммарному расстоянию горизонтального и вертикального участков пути ультразвуковых волн между акустической системой 3 и поверхностью 12 металла (шлака) в кристаллизаторе 5.
Сигнал постоянного тока подается на АЦП 9, с выхода которого оцифрованный сигнал запрашивается ЭВМ 10 и сравнивается с соответствующим числовым значением заданного уровня металла в кристаллизаторе, по результату сравнения ЭВМ 10 вырабатывает управляющий сигнал на исполнительный механизм 7 промежуточного ковша 2.
В случае несоответствия измеренного числового значения заданному числовому значению уровня металла в кристаллизаторе 5 от ЭВМ 10 подается управляющий сигнал на исполнительный механизм 7, а от него усилие передается на стопор 6, который регулирует увеличение или уменьшение потока металла из промежуточного ковша 2 в кристаллизатор 5. Между ЭВМ 10 и исполнительным механизмом 7 осуществляется обратная связь, позволяющая контролировать обработку исполнительного механизма 7.
Число измерений уровня металла в кристаллизаторе, производимое ультразвуковой акустической системой за 1 с не менее 100.
Диапазон измеряемых расстояний от пьезокерамического элемента 4 лежит в пределах от 15 до 100 см, что определяет максимальные размеры акустической системы 3 и расстояние от нее до поверхности 12 металла (шлака) в кристаллизаторе 5 МНЛЗ.
Погрешность измерения расстояния от поверхности металла (шлака) в кристаллизаторе составляет ±0,1 см.
Использование предлагаемого устройства по сравнению с прототипом позволяет значительно снизить стоимость измерительного тракта и повысить его надежность в эксплуатации, так как применение ультразвуковой локации для измерения уровня металла предъявляет менее жесткие требования к юстировке системы измерения и чистоте обработки поверхности отражающего элемента (зеркала).
Предлагаемое устройство регулирования уровня металла в кристаллизаторе МНЛЗ обеспечивает экологическую безопасность, так как измерение уровня металла в кристаллизаторе производится путем ультразвуковой локации. Его эксплуатация возможна в запыленных и загазованных помещениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕНАЖЕР ОПЕРАТОРА СИСТЕМЫ УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ СТАЛИ | 2001 |
|
RU2226006C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2494833C1 |
| ГИДРАВЛИЧЕСКИЙ ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ | 1990 |
|
RU2011035C1 |
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
| Способ непрерывной разливки стали в заготовки малого сечения | 2019 |
|
RU2723340C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ШЛАКА В ПОТОКЕ РАСПЛАВА МЕТАЛЛА | 2016 |
|
RU2662850C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 2011 |
|
RU2483831C1 |
| Способ получения мерных заготовок на многоручьевой машине непрерывного литья заготовок | 1989 |
|
SU1696119A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2018 |
|
RU2691473C1 |
| Устройство для автоматической стабилизации массы металла в промежуточных ковшах машины непрерывного литья заготовок | 1990 |
|
SU1764794A1 |
Изобретение относится к литейному производству, в частности к непрерывному литью заготовок, и может быть использовано в системах автоматического управления процессом непрерывной разливки металла. Целью изобретения является повышение точности поддержания уровня металла в кристаллизаторе МНЛЗ и повышение качества получаемых заготовок. Изобретение предусматривает измерение уровня металла в кристаллизаторе МНЛЗ, сравнение его с заданным уровнем металла и регулирование его на основании полученного отклонения подачей металла в кристаллизатор. Измерение уровня металла производят путем ультразвуковой локации поверхности металла (шлака) в кристаллизаторе с помощью устройства, в котором имеется ультразвуковая акустическая система, выполненная на пьезокерамическом элементе и работающая попеременно на излучение и прием ультразвуковых волн. Акустическая система, размещенная над поверхностью металла в кристаллизаторе, излучает короткий цуг ультразвуковых волн, который, отражаясь от поверхности металла (шлака), поглощается акустической системой, связанной с электронной системой. Электронная система регистрирует время прохождения ультразвука от пьезокерамического элемента акустической системы до поверхности металла (шлака) и обратно и вырабатывает сигнал постоянного тока, пропорциональный измеряемому расстоянию. Вырабатываемый сигнал подается через аналого-цифровой преобразователь на ЭВМ, которая управляет исполнительным механизмом и стопором промежуточного ковша МНЛЗ. 1 ил.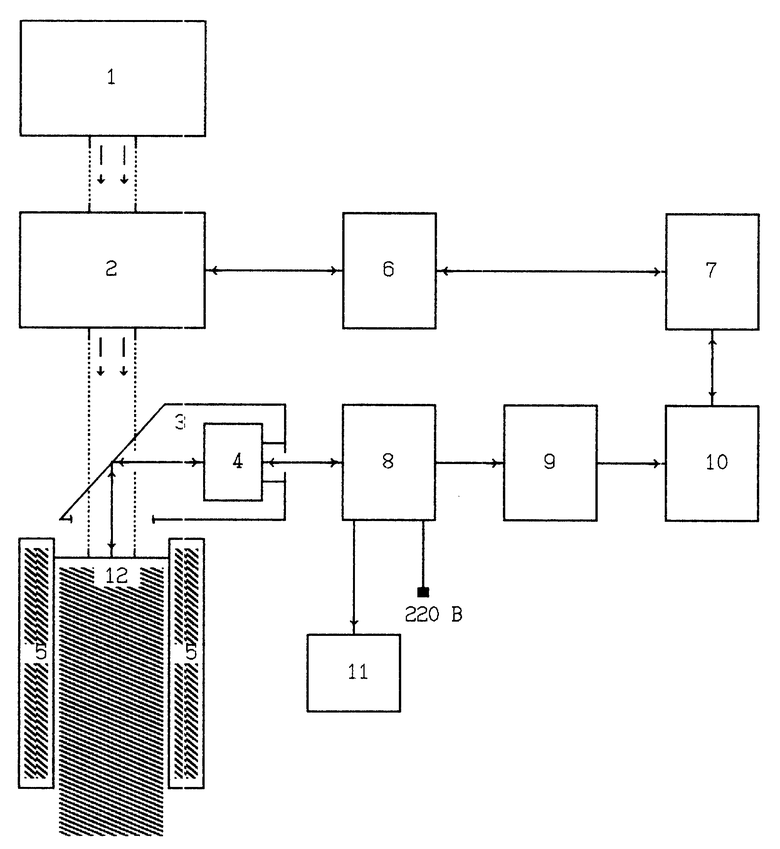
Устройство регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок, содержащее последовательно соединенные датчик уровня металла в кристаллизаторе, блок обработки измерений, ЭВМ, привод перемещения стопора в промковше, причем датчик уровня состоит из источника и приемника излучения, установленных за пределами зоны теплового излучения жидкого металла в одной из точек на оси, перпендикулярной оси кристаллизатора, над кристаллизатором под углом 45o к его оси и оси, на которой установлены источник и приемник излучения, размещен плоский отражающий элемент, отличающееся тем, что в качестве приемника и источника излучения использована ультразвуковая акустическая система на пьезокерамическом элементе, а отражающий элемент выполнен с возможностью отражения ультразвуковых волн.
| Черная металлургия, Экспресс-информация, серия: Автоматизация металлургического производства, М., 1982, выпуск 1, с.1,2. |
