ел С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления разливкой металла на многоручьевой машине непрерывного литья заготовок | 1988 |
|
SU1696117A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕРНЫХ ЗАГОТОВОК НА МНОГОРУЧЬЕВОЙ МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2254205C1 |
| Способ получения мерных заготовок на одноручьевой машине непрерывного литья заготовок | 1987 |
|
SU1518078A1 |
| Устройство для получения мерных заготовок на машине непрерывного литья металла | 1982 |
|
SU1068216A1 |
| СПОСОБ РАСПРЕДЕЛЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1972 |
|
SU356039A1 |
| Устройство для безотходного раскроя слитка на машинах непрерывного литья металла | 1978 |
|
SU774784A1 |
| СПОСОБ РАЗДЕЛЕНИЯ СТАЛЕЙ РАЗНЫХ МАРОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2007 |
|
RU2354492C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| МАШИНА ДЛЯ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU1042235A1 |
| Многоручьевая машина непрерывного литья заготовок радиального типа | 1991 |
|
SU1792355A3 |
Изобретение относится к области литейного производства. Цель изобретения - увеличение выхода годного металла. В способе, включающем измерение массы металла в промежуточном ковше, измерение текущей длины слитка по каждому ручью и при достижении каждым из них заданной мерной длины выдачу команды на рез, прекращение подачи металла из разливочного ковша производят в момент, когда сумма по всем ручьям длины слитка от мениска металла в кристаллизаторе до переднего торца слитка в сумме с длиной слитка, который будет получен при разливке металла, находящегося в промежуточном ковше, за вычетом длины целого числа заготовок заданной мерной длины будет минимальна. 1 ил. 1 табл.
Изобретение относится к литейному производству, а именно к непрерывному литью металлов на многоручьевых машинах непрерывного литья заготовок.
Наиболее близким по технической сущности к изобретению является способ получения мерных заготовок на одноручьевых машинах непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше, измерение текущей длины слитка и, при достижении им заданной мерной длины, выдачу команды на рез. Прекращение подачи металла из сталераз- ливочного ковша при необходимости смены промежуточного ковша в данном способе производят при равенстве длины слитка, полученной перерасчетом массы металла в промежуточном ковше в длину слитка для данного сечения кристаллизатора, в сумме
в длиной слитка от мениска металла в кристаллизаторе до переднего торца слитка, кратной заданной длине заготовки.
Недостаток указанного способа заключается втом, что он может быть осуществлен только на одноручьевых машинах непрерывного литья заготовок и его невозможно использовать на многоручьевых машинах непрерывного литья заготовок
Согласно способу получения мерных заготовок, по которому последовательно перекрываются ручьи МНЛЗ в момент достижения в каждом из них длины слитка, кратной заданной мерной длине заготовок, как в способе управления конечной фазой разливки, необходимо на достаточно длительное время (до 10 мин и более) останавливать ручьи, в которых кратность длины слитка была достигнута ранее других, что
6s
о
Os
О
может привести к замерзанию слитков в этих ручьях, которое является причиной не только ухудшения качества слитка, но и, возможно, аварийной ситуации на МНЛЗ.
Известен способ, включающий прекращение поступления металла из сталеразли- вочного в промежуточный ковш в произвольный момент времени с последующим одновременным перекрытием ручьев МНЛЗ после разливки остающегося в промежуточном ковше металла, В этом случае уменьшение выхода годного металла из-за увеличению обрези может достигать значительных размеров (до нескольких заданных мерных длин отрезаемых заготовок).
Цель изобретения - увеличение выхода годного металла.
Поставленная цель достигается тем, что согласно способу получения мерных загото- ёок на многоручьевой машине непрерывного литья заготовок, включающему измерение массы металла в промежуточном ковше, пересчет массы металла в промежуточном ковше в длину слитка, разливаемого на МНЛЗ, измерение текущей длины слитка и прекращение подачи металла из сталераз- ливочного ковша при равенстве рассчитанной длины слитка в сумме с длиной слитка от мениска металла в кристаллизаторе до переднего торца слитка, кратной заданной длине заготовки, пересчет массы металла в промежуточном ковше в длину L слитка производят для суммарного значения-площади сечения всех кристаллизаторов, через которые ведется разливка, измерение длины слитка производят отдельно по каждому ручью, а прекращение подачи металла из сталеразливочного ковша производят при необходимости замены промковша при равенстве рассчитанной длины L слитка в сумме с длиной слитка от мениска металла в кристаллизаторе до переднего торца слитка, кратной заданной длине заготовки по тому ручью с номером К, выбранным из множества от 1 до N включительно (где N - количество ручьев МНЛЗ, по которым ведется разливка), для которого в данный момент времени t выполняется условие минимума значения функции
N
Ј ((1гМ-+Д1к)М001з),
0)
1 1
тК
N
где Ј- функция суммирования всех значеI 1
ний X при принимающем значения от 1 до N, кроме значения К;
li - длина слитка в ручье i за вычетом длины слитка, кратной заданной мерной длине заготовок на момент времени t, мм; Д1к - длина слитка, которой не хватает
ручью К для того, чтобы длина слитка по этому ручью на момент времени t в сумме с длиной L стала кратна заданной длине заготовки , мм;
YMODZ- операция взятия целочислен0 ного остатка от деления величины Y на величину Z.
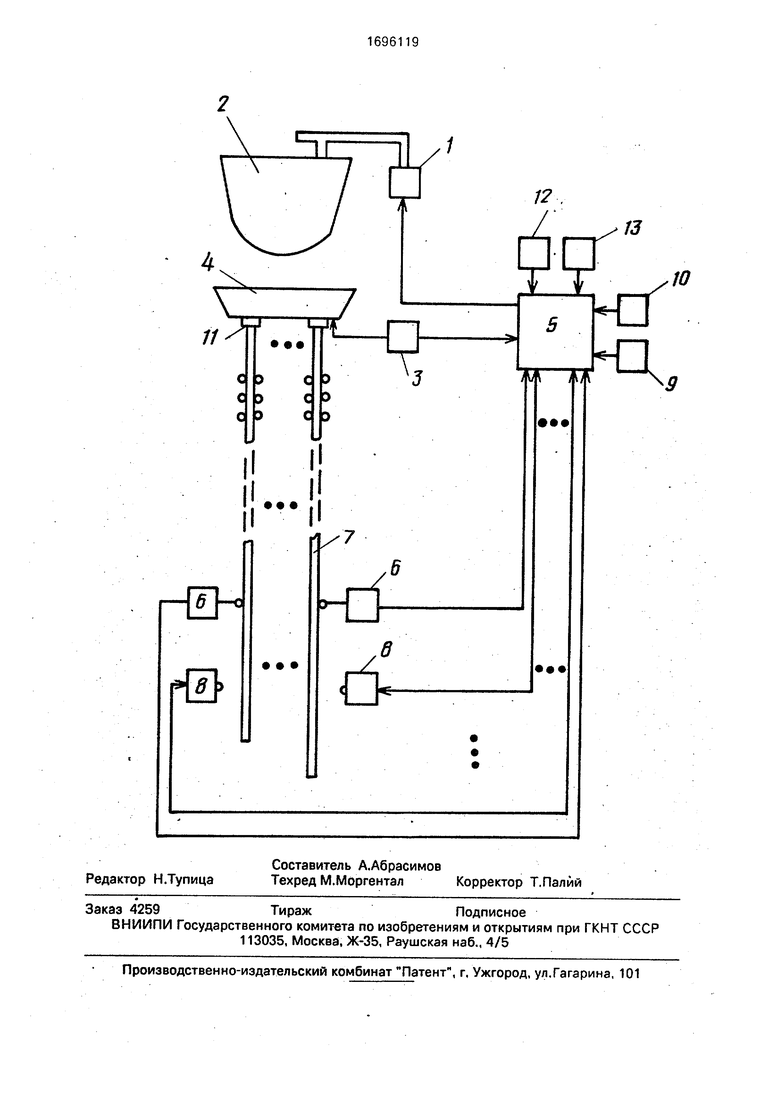
На чертеже изображено устройство для осуществления способа получения мерных заготовок на многоручьевой машине непре5 рывного литья заготовок.
Устройство содержит механизм 1 управ- ления стопором разливочного ковша 2, датчик 3 массы металла в промежуточном ковше 4, управляющую вычислительную ма0 шину (УВМ) 5, датчик 6 измерения текущей длины слитка 7, машину 8 газовой резки (МГР), задатчик 9 заданной мерной длины заготовок, задатчик 10 площади сечения кристаллизаторов 11, задатчик 12 разливае5 мой марки металла, задатчик 13 запроса смены промковша.
Условия реализации предлагаемого способа; равенство скоростей вытягивания слитка дяя всех ручьев; равенство площадей
0 сечения кристаллизаторов всех ручьев.
В подавляющем большинстве случаев при реальной разливке металла на МНЛЗ эти условия выполняются.
Во время разливки непрерывные слит5 ки 7, образующиеся при разливке металла по каждому ручью, при своем движении вра- щают мерительные ролики, на оси каждого из которых жестко закреплен датчик 6 текущей длины слитка, преобразующий линей0 ную ддину слитка 7 в пропорциональное количество импульсов. Импульсы от датчиков 6 всех ручьев поступают в УВМ 5, где на основании данных о текущей длине слитка и известного расстояния от номинального
5 уровня металла е кристаллизаторе 11 до оси исходного положения резаков машины 8 газовой резки рассчитывается текущая мерная длина слитка по каждому ручью. При равенстве по какому-либо ручью значений
0 текущей и заданной мерной длины слитка,, поступившей по началу разливки металла с задатчика 9, УВМ 5 выдает команду на МГР 8, находящейся на соответствующем ручье. Момент начала реза определяется по
5 сигналу о сведении захватов МГР, поступающему в УВМ. При поступлении этого сигнала в.УВМ 5 определяется длина отрезаемой заготовки.
Новое значение текущей длины слитка определяется вычитанием из текущей длины слитка до начала реза очередной заготовки длины отрезаемой заготовки. После окончания реза очередной заготовки МГР 8 возвращается в исходное состояние и ожидает новой команды на рез. Если в процессе разливки с задатчика 13 поступает сигнал о необходимости смены промежуточного ковша, УВМ 5 на основании данных о массе металла в промковше, поступающих с датчика 3, определяет длину L заготовок, получающихся при одновременной разливке по всем открытым ручьям металла, находящегося в промковше, по формуле
L-ТГ-.(2)
р S s,
i 1
где М - масса металла в промковше, т;
р- плотность металла, т/м3;
Si - площадь сечения кристаллизатора по l-му ручью, м ,
N - количество открытых ручьев.
Длину L можно также считать длиной одной заготовки, получающейся из металла, находящегося в промежуточном ковше, но сечением, равным суммарному значению се- чений кристаллизаторов всех открытых ручьев. Далее в УВМ 5 для каждого открытого ручья рассчитывается длина слитка I, равная текущей длине непрерывного слитка, за вычетом длины слитка, кратной заданной мерной длине заготовки , на момент времени, когда поступил сигнал с задатчика 13, по формуле
li MODU(3)
где - текущая длина непрерывного слитка по i-му ручью, мм;
La- заданная мерная длина заготовок, мм;
XMODY - операция взятия остатка от целочисленного деления величины X на величину Y.
Для каждого ручья определяется длина слитка Д I, которой не хватает ручью в момент поступления сигнала от задатчика 13 для того, чтобы длина непрерывного слитка по этому ручью в сумме с длиной L стала кратна заданной длине заготовок La, по следующей формуле:
Ali U-(LJ + L)MODL3,(4)
где АI - длина слитка, которой не хватает ручью I для того, чтобы длина слитка по этому ручью в момент поступления сигнала от задатчика 13 в сумме с длиной L стала кратна заданной длине заготовок , мм.
После этого в УВМ 5 последовательно задается номер К, начиная с 1 до N, а затем вычисляется сумма по формуле (1) и определяется номер ручья, имеющий минимальное значение указанной функции
Команду механизму 1 управления стопором разливочного ковша на прекращение подачи металла в промежуточный ковш 4 УВМ 5 выдает, как только для ручья с номером К, имеющего минимальное значение функции (1), будет выполнено условие
(Lk + L)MODU 0,(5)
0 , i
где LK - текущая длина непрерывного слитка по К-му ручью, мм;
L-длина заготовок, получающихся при одновременной разливке с одинаковой ско5 ростью по всем открытым ручьям металла, находящегося в промковше, мм.
После подачи команды на прекращение подачи металла в промежуточный ковш металл, находящийся в промежуточном ковше,
Q равномерно и одновременно разливается по всем открытым ручьям Равномерность разливки должна обеспечиваться одинаковой скоростью разливки по всем ручьям,что выполняется в полном соответствии с тех5 нологическими инструкциями на разливку металла на МНЛЗ
После разливки металла, находящегося в промежуточном ковше, происходит замена промежуточного ковша с временным осо тановом или снижением до минимума скорости разливки по всем ручьям МНЛЗ. На всех ручьях МНЛЗ при этом образуется пояс, подлежащий впоследствии вырезанию вместе с участком слитка в ручье перед
5 ним, остающимся после раскроя слитка в ручье на заготовки заданной мерной длины. Выбор момента прекращения поступления металла в промежуточный ковш, исходя из условия минимума функции (+), обеспечиQ вает минимизацию суммарной длины участков слитков, остающихся в ручьях после раскроя слитков на заготовки заданной мерной длины. Тем самым обеспечивается сокращение выхода немерных заготовок и
5 увеличение выхода годного металла
После постановки под разливку нового промежуточного ковша разливка металла возобновляется с постепенным выходом скорости разливки на заданную технологиQ ческую.
Пример. Работа МНЛЗ по предлагаемому способу, начиная с момента поступления запроса на замену промежуточного ковша, Предположим, что проводится раз5 ливка металла на четырехручьевой МНЛЗ через промежуточный ковш, масса металла в котором33,6 т. Сечения кристаллизаторов одинаковы и равны 30x40 см2. Плотность разливаемого металла 7 т/м3, заданная длина мерных заготовок 5 м. Длина непрерывного слитка: в момент поступления запроса по 1 -му ручью 30 м, по 2-му 28 м, по 3-му 32 м, по 4-му 29 м.
Рассчитаем длину L слитка, получающегося по каждому ручью в случае разливки находящегося в промковше металла. В соответствии с формулой (2)
33,6т
N
10м.
7Т/м3 Ј (30х40)см2
I 1
Рассчитаем по формуле (3) для каждого ручья длину слитка за вычетом длины слитка, кратной заданной длине заготовок:
103 мм МОД 5 1(Ямм-Омм;
12 28 1(Я мм МОД 5 1(Я мм 3 103 мм;
з 32 103 мм МОД 5 103 мм
- 2 103 мм;
Ц 29 1(Я мм МОД 5 1(Я мм
4 10 мм.
Для каждого ручья по формуле (4) рассчитываем Л1:
АН 5 1(Ямм-(30 103мм + 104мм)
МОД 5 103 мм 0 мм; аналогично
Al2 2 КЯмм; Д1з-3 1(Ямм; Д|4 103мм.
Далее рассчитаем значение функции (назовем ее F) по формуле (1): FI- Ј (Oi + 104 + 0)
I 2,3,4
МОД 5 10) 9 КЯмм; F2 Ј ((| + Ю4 + 2-1(Я)
I 1,3, 4
МОД 5 10)-7 КЯмм; Рз 2 ((h+104 + 3 103)
,2.4
МОД 5 103) - 6 10 мм; F4 2 (Oi + 104+103)
I 1,2. 3
МОД 5 103) 8 1СРмм.
Отсюда находим минимальное значение функции F Рз при if 3. Это означает, что для минимизации выхода немерных заготовок в случае замены промежуточного ковша, подачу металла в промежуточный ковш необходимо прекратить, когда выполнится условие (5) для ручья с номером 3. Другими словами, необходимо осуществить разливку еще АЬ метров непрерывного слитка по каждому ручью, а после этого прекратить подачу металла в промежуточный ковш. Таким образом, длина непрерывного слитка по ручью 3 в момент прекращения подачи металла в промежуточный ковш, если не будет
осуществлен рез мерной заготовки, достигнет 35 м. Или другими словами, требуется в каждый ручей долить такое количество металла, которое необходимо для образования в каждом ручье 3 м слитка заданного сечения, а после этого осуществить прекращение подачи металла в промежуточный ковш. В этом случае немерный остаток металла во всех ручьях, получающийся после
раскроя уже имеющегося непрерывного слитка вместе с участком слитка, получен1- ным до момента окончания разливки металла, находящегося в промежуточном ковше, будет минимальным.
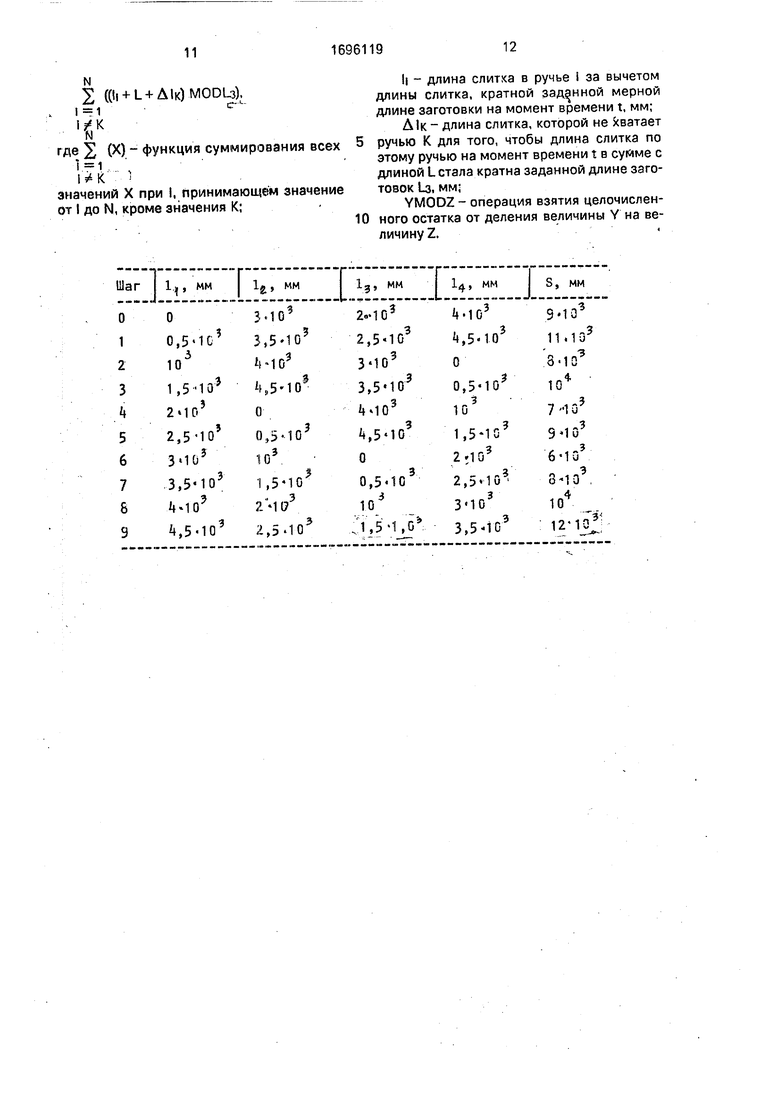
Проиллюстрируем изменение величин I) и суммы S немерного остатка металла во всех ручьях в случае прекращения поступления металла в промежуточный ковш на каждом шаге увеличения длины разливаемого
слитка. Величину S рассчитываем по формуле
N
S 2 (Ci + L) MODLa),(6)
i 1
где ii - длина непрерывного слитка по i-му ручью за вычетом длины слитка, кратной заданной мерной длине заготовки з на текущем шаге увеличения длины разливаемого слитка, мм.
В таблице показано увеличение длины
разливаемого с дискретностью 0,5 м слитка, начиная с момента поступления запроса на замену промежуточного ковша (после 9-го шага значения в таблице повторяются).
Из таблицы следует, что при прекращении подачи металла в промежуточный ковш сразу после приращения длины слитков на 3 м (6 шагов по 0,5 м) относительно исходно
го состояния, получается минимальное значение суммы немерных остатков металла во всех ручьях, где немерные остатки металла в каждом ручье получаются после раскроя на мерные заготовки непрерывного слитка, имеющегося в ручье на исходный момент, в сумме с участком слитка, полученным в ручье от исходного момента (момента поступления запроса на схему промежуточного ковша) до момента окончания разливки металла из промежуточного ковша.
Существенные отличия предлагаемого способа получения мерных заготовок на многоручьевой машине непрерывного литья заготовок заключаются в раздельном измерении длины слитка по каждому ручью, пересчете массы металла в промежуточном ковше в длину слитка для суммарного значения площадей сечения всех кристаллизаторов, через которые ведется разливка, и управлении стопором разливочного ковша
при смене промежуточного ковша таким образом, чтобы металл, остающийся в промежуточном ковше после прекращения поступления металла из сталеразливочного ковша и разливающийся во все ручьи без остатка, дополнял непрерывные слитки, полученные ранее в ручьях, таким образом, что по одному из ручьев длина непрерывного слитка будет кратна заданной мерной длине заготовки, а по остальным - будет минимальна сумме немерных остатков.
Минимум суммы немерных остатков металла, получающихся после резки полученных непрерывных слитков на заготовки заданной мерной длины, ищется на множестве состояний ручьев МНЛЗ, когда длина непрерывного слитка по одному из ручьев в сумме с длиной слитка, получающегося в данном ручье после разливки равномерно по всем ручьям металла, находящегося в промежуточном ковше, будет кратна заданной мерной длине заготовок.
Формула (1) показывает значение суммы немерных остатков металла по всем ручьям, кроме выбранного с номером К, по которому длина непрерывного слитка в сумме с длиной слитка, получающегося после разливки металла, находящегося в промков- ше, будет кратна заданной мерной длине заготовок, а значит, и равен нулю немерный остаток по этому ручью.
Для того, чтобы длина непрерывного слитка, находящегося в ручье с номером К на момент времени t расчета, в сумме с длиной слитка, получающего после разливки металла, находящегося в промковше, стала кратна заданной длине заготовок , в ручей с номером К необходимо долить еще A IK (для i К) металла в соответствии с формулой (4).
Из условия равных скоростей разливки металла по всем ручьям получаем, что такое же количество металла будет долито и во все остальные ручьи.
Поэтому в формуле (1) появляется параметр A IK. Операция взятия целочисленного остатка введена с целью отбрасывания части слитка по ручью с номером i, кратной заданной мерной длине заготовок . Операция суммирования немерных остатков по всем ручьям от 1 до N, кроме ручья с номером К (в соответствии с формулой (1)), определяют сумму немерных остатков металла по всем ручьям в момент, когда по ручью с номером К будет выполнено равенство длины непрерывного слитка в сумме с длиной слитка, получающегося после разливки металла из промковша, кратной заданной мерной длине Lj.
Положительный эффект от применения предлагаемого способа зависит от исходного состояния ручьев МНЛЗ (количества ручьев МНЛЗ, по которым ведется разливка,
площади сечения кристаллизаторов, заданной мерной длины заготовок и длины непрерывного слитка по каждому ручью на момент поступления запроса о смене промежуточного ковша). Например, для описанного выше в примере исходного состояния МНЛЗ на момент поступления запроса о смене промежуточного ковша суммарная величина немерных остатков металла после раскроя непрерывных слитков
на мерные заготовки, в зависимости от выбора момента прекращения подачи металла в промежуточный ковш, может колебаться от 6 до 12 м непрерывного слитка. При средней величине немерных остатков металла в
приведенном примере, равном 9 м,средняя величина уменьшения немерных остатков металла при использовании предлагаемого способа составит 3 м.
Формула изобретения
Способ получения мерных заготовок на многоручьевой машине непрерывного литья заготовок, преимущественно в случае замены промежуточного ковша, включающий измерение массы металла в промежуточном ковше, пересчет массы металла в промежуточном ковше в длину слитка, разливаемого на МНЛЗ, измерение текущей длины слитка и прекращение подачи металла из сталеразливочного ковша при равенстве рассчитанной длины слитка в сумме с длиной слитка от мениска металла в кристаллизаторе до переднего торца слитка длине, кратной заданной длине заготовки, отличающийс я тем, что, с целью увеличения выхода годного металла, пересчет массы металла в промежуточном ковше в длину L слитка производят для суммарного значения площади сечения всех кристаллизаторов, через которые ведется разливка, измерение длины слитка производят отдельно по каждому ручью, а прекращение подачи металла из сталеразливочного ковша производят при необходимости замены промковша при равенстве рассчитанной длины L слитка в сумме с длиной слитка от мениска металла в кристаллизаторе до переднего торца слитка длине, кратной заданной длине заготовки по тому ручью с номером К, выбранным из
множества от 1 до N включительно, где N - количество ручьев МНЛЗ. по которым ведется разливка, для которого в данный момент времени t выполняется условие минимума значения функции
N
2 ((li + L + AlK)MODU).
Йк
где 2 (X) - функция суммирования всех
1 1
значений X при I, принимающем значение от I до N, кроме значения К;
li - длина слитка в ручье I за вычетом длины слитка, кратной заданной мерной длине заготовки на момент времени t, мм;
Д1к - длина слитка, которой не Хватает ручью К для того, чтобы длина слитка по этому ручью на момент времени t в сумме с длиной Lстала кратна заданной длине заготовок La, мм;
YMODZ - операция взятия целочислен- ного остатка от деления величины Y на величину Z.
| Краснов Б | |||
| И | |||
| Оптимальное управление режимами непрерывной разливки стали | |||
| - М.: Металлургия, 1975, с | |||
| Коловратный насос с кольцевым поршнем, перемещаемым эксцентриком | 1921 |
|
SU239A1 |
