Изобретение относится к средства автоматизации технологических проце сов в металлургии и предназначено для автоматического управления скоростью наполнения кристаллизатора в пусковом режиме разливки на машине непрерывного литья заготовок (МНЛЗ) в частности для литья стали. Известна система автоматического управления скоростью наполнения кри таллизатора при пуске, состоящая из датчика уровня металла в кристалли,:заторе, формирователя скорости изме нения уровня металла в кристаллизаторе, элемента сравнения, суммирующего сигнал текущего и заданного зн чения скорости изменения уровня металла в кристаллизаторе (от з.гцдатчи ка), исполнительного органа, изменяю щего поступление жидкого металла в кристаллизатор в направлении заданн скорости изменения уровня металла в кристаллизаторе 1. Однако зона измерения радиоизото ных датчиков уровня металла в кристаллизаторе ограничена (100-200 мм) поэтому для реализации известной сис темы автоматического управления ско ростью наполнения кристаллизатора при пуске необходима разработка специального датчика уровня металла с диапазоном измерения на всю высоту кристаллизатора (порядка 1,0-1,5 м) что является ОСНОВНЕЛМ недостатком известного устройства. Наиболее близкой к изобретению по технической сущности и достигаемо му результату является система, содержащая датчик теплового потока, соединенный с входом формирователя скорости изменения теплового -потока выход которого совместно с выходом задатчика подключен на вход сумматора, подключенного к входу регулятора соединенного с исполнительным органом. Известная система предусматрива ет поддержание заданной скорости с изменения теплового потока путем регулирования поступления металла в кристаллизатор 2. Недостатком известной системы автоматического управления скоростью наполнения кристаллизатора является опасность перелива кристаллизатора, т.е. возникновение аварийной ситуации в момент начала поступления металла из ковша (особенно при литье непосредственно из сталераэливочного ковша в кристаллизатор,т.е.без промежуточного ковша).Это связано с тем, что информация о скорости изменения теплового потока, в связи с инерционностью объекта, имеет значительное запаздывание. Учитывая, что скорость исполнительного механизма составляет до 50 мм/с, а его ход 200 мм, при рабочей длине стопорной характеристики 5-10 мм, то, в связи с инерционностью измерения теплового потока перемещение стопора будет значительным, что приведет к интенсивному произвольному заполнению кристаллизатора металлом и к возникновению аварийной ситуации, т.е. переливу жидким металлом кристаллизатора. Цель изобретения - улучшение качества головной части слитка и пре,дотвращение аварийных ситуаций, Поставленная цель достигается тем, что система управления машиной непрерывного лИтья загготовок, -содержащая установленный в кристаллизаторе дат:чик теплового потока, и соединенные с ним формирователь скорости изменения теплового потока, сумматор, регулятор, подсоединенные к исполнительному механизму, снабжено датчиком и задатчиком уровня металла в кристаллизаторе, вторым сумматором, двумя нуль-органами, двумя переключателями, двумя з адатчика.ми и интегратором, причем второй выход датчика теплового потока соединен с входом первого нуль-органа, выход которого подсоединен к первому входу первого переключателя, выход первого задатчика через интегратор - к второму входу первого переключателя, выход второго задатчика - к - третьему входу первого переключателя, выход которого соединен с вторым входом первого сумматора, выход которого подсоединен к первому входу второго переключателя, первый выход да.тчика уровня подсоединен через второй сумматор к второму входу второго переключателя, а второй выход датчика уровня подсоединен к третьему входу второго переключателя через второй нуль-орган, выход второго.переключателя соединен с регулятором, а выходы задатчика уровня подсоединены к вторым входам второго нуль-органа и второго.сумматора. В результате применения системы управления МНЛЗ обеспечивается улучшение качества головной части слитка и исключаются аварийные- ситуации,) связанные с переливом кристаллизатора жидким металлом. Это достигается тем, что благодаря введению дополнительных блоков, и связей между ними, ,-исключается возможность перехода сто- пора через рабочую характеристику путем задания соответствующей скорости перемещения исполнительного меха-: низма,получением сигнала о наличии ме- талла в кристаллизаторе, обеспеченйем заданной скорости наполнения кристаллизатора металлом и стабилизация его в стационарном режиме разливки. На чертеже, представлена структурная схема системы автоматического управления МНЛЗ. Система автоматического управления МНЛЗ содержит датчик 1 теплового
потока от металла 2 к кристаллизатору 3, включенный на вход формирователя 4 скорости изменения теплового потока, В начальный период разливки . дном кристаллизатора служит затравка 5. Второй выход датчика 1 тепло- . вого потока соединен с входом первого нуль-органа 6, выход которого подключен к первому входу первого переключателя 7, Выход первого задатчика 8 {скорости перемещения регулирующего органа) подключен к входу интегратора 9, выход которого подключен к второму входу, а выход второго задатчика 10 (-скорости изменения теплового потока) - к третьему входу переключателя 7, выход которого совместно с выходом формирователя 4 подсоединен к. входам первого сумматора И, который в свою очередь подключен к первому входу второго переключателя 12. Выходы датчика 13 уровня металла 2 в кристаллизаторе 3. подсоединены J первым входам второго нульоргана 14 и второго сумматора 15, к вторым входам которых подключен задат.чик 16 уровня, а выходы подключены к входам второго переключателя 12, выход которого соединен с регулятором 17, соединенным с исполнительным механизмом .18, перемещающим стопор 19 сталеразливочного ковша 20.
Реализация предлагаемой системы автоматического управления МНЛЗ может быть осуществлена на стандартной аппаратуре, выпускаемой промышленностью и разработанной Киевским институтом автоматики.
Предлагаемая система автоматического управления МНЛЗ работает следующим образом.
В начале разливки переключатели 7 и 12 установлены в положении 1, при этом интегратор 9 соединен с сумматором 11, который через переключатель 12 соединен с регулятором 17. На за-, датчике 8 скорости перемещения стопора 19 устанавливают заданное значение скорости и включают систему. Непрерывно увеличивающийся сигнал с интегратора 9 (пропорциональный заданной скорости перемещения) через переключатель 7, сумматор 11 и пере.ключатель 12 поступает на вход регулятора 17, .выдающий соответствующую . команду исполнительному механизму 18 на подъем стопора 19 (для улучшения качества регулирования, в зависимости от режима работы: открытия, пусковой и стационарный, регулятор 17 переменной структуры, причём выбор . структуры производится путем соответствующего соединения регулятора с контактами переключателей, для упрощения эти связи на схеме не показаны) о На задатчике 8 устанавливают . такую скорость перемещения стопора
19, чтобы при попадании стопора на рабочий участок характеристики, он находился на ней время, достаточное для получения информации с датчика 1 теплового потока о наличии жидкого металла 2 в кристаллизаторе 3 (например, при длине рабочей характеристики стопорной пары 5-10 мм и инерционности замера теплового потока до 2 с, время нахождения стопора
0 на рабочей характеристике составляет до 3 с, тогда скорость перемещения стопора составляет до 3 мм/с, которая и устанавливается на задатчике 8). Задаваемая скоростьперемещения сто-, пора зависит от диаметра стакана,
5 т.е. величины характеристики стопорной пары и инерционности замера теплового потока. Попадание металла в кристаллизатор фиксируется датчиком 1 теплового потока, сигнал с которого
0 поступает на нуль-орган, который устанавливает переключатель 7 в полЬже ние II, при котором задатчик 10 скорости изменения теплового потока подключается на вход сумматора 11,
5 и на вход регулятора 17 поступает сигнал разбаланса (с сумматора 11) между заданной (с задатчика 10) и текущей (с формирователя 4)скоростью изменения теплового потока, т.е.
0 начинает функционировать система управления скоростью наполнения металлом кристаллизатора (цепи подключения формирователя 4 через переключатель 7 к -сумматору 11 на схеме не показа5ны) . При изменении интенсивности наполнения металлом кристаллизатора 3 изменяется величина выходного сигнала датчика 1 теплового потока от металла к кристаллизатору и, следова0тельно, уровень сигнала на выходе формирователя 4 скорости .изменения теплового потока. В результате величина алгебраической разности между измеренной формирователем 4 и задант ной скоростью изменения теплового
5 потока от задатчика 10 на выходе сумматора 11 изменяется. В соответствии с величиной поступившего сигнала регулятор 17 подает команду на исполнительный механизм 18, который пере0мещает стопор 19, изменяющий поступление жидкого металла из разливочного ковша 20 в кристаллизатор 3. Изменение скорости поступления жидкого металла в кристаллизатор опреде5ляется отклонением скорости роста теплового потока от металла к кристаллизатору от заданного значения: с понижением скорости роста теплового потока она увеличивается, с уве0личением - уменьшается. Постепенно повышаясь, металл в кристаллизаторе достигает зоны измерения уровня датчиком 13 и при достижении значения установленного на задатчике 16 уровня, срабатывает нуль-орган 14 и ус5
танавливает переключатель 12 в положение II, а выход переключателя 7 отключает, т.е. начинает функционировать система стабилизации уровня металла в кристаллизаторе. При достижении заданного уровня металла в кристаллизаторе включается система управления скоростью вытягивания слитка, которая обеспечивает заданную скорость извлечения слитка из кристаллизатора 3 (на схеме т:а системане показана). Задачей системы стабилизации уровня металла в кристаллизаторе является обеспечение баланса между притоком металла в кристаллизатор и заданной скоростью вытягивания слитка. При появлении разбаланса изменяется уровень металла 2 в кристаллизаторе 3 и соответственно сигнал с датчика 13 уровня, сигнал с которого поступает на сумматор 15, где сравнивается с сигналом задания, поступакяцего с задатчика 16 уровня. В зависимости от величины и знака полученного разбаланса регулятор 17 вьщает соответствующие команды исполнительному механизму 18, кото)рый перемещает стопор 19 на величину, обеспечивающую заданный расход метсшла из ковша 20.
Экономический эффект от внедрения
одной автоматизированной системы управления МНЛЗ, в которой, в частное-.
ти используется предлагаемая система
управления, составляет 38,5 тыс.руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок | 1984 |
|
SU1214318A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске машин непрерывного литья металла | 1978 |
|
SU737108A1 |
| Устройство для автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок | 1980 |
|
SU869947A1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
| Устройство для автоматической стабилизации массы металла в промежуточных ковшах машины непрерывного литья заготовок | 1990 |
|
SU1764794A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Устройство управления порезом слитка на установке непрерывной разливки металла | 1986 |
|
SU1377167A1 |
| Способ автоматического управления процессом непрерывной разливки металла и устройство для его осуществления | 1984 |
|
SU1284654A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1976 |
|
SU602293A1 |
СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЬтНОГО ЛИТЬЯ ЗАГОТОВОК, содержащая установленный в кристаллизаторе датчик теплового потока и соединенные с ним фО1 мирователь скорости изменения теплового потока, сумматор, регулятор, подсоединенный к исполнительному механизму, отличающаяся тем, что, с . целью улучшения качества головной части слитка и предотвращения аварийных ситуаций, она снабжена датчиком и Зсщатчиком уровня металла в кристаллизаторе, вторым сумматором, двумя нуль-органами, двумя переключат.елями, двумя задатчиками и интегратором, причем второй«выход датчика теплового потока соединен с входом первого нуль-органа, выход которого подсоединен к первому входу первого переключателя, выход первого задатчика через интегратор - к второму входу первого переключателя, выход второго задатчика - к третьему входу первого переключателя, выход которого соединен с вторым входом первого .сумматора, выход которого подсоединен к первому входу второго переключателя, первый выход датчика уровня подс.оединен через второй сумматор к второСЛ С му входу второго переключателя, а второй выход датчика уровня подсоединен к третьему входу второго riepe.ключателя через второй нуль-орган, выход второго переключателя соединен с регулятором, а выходы задатчика к вторым входам уровня подсоединены второго нуль-органа и второго сумматора .. . JJ и.-. --- 4;: сл 00 4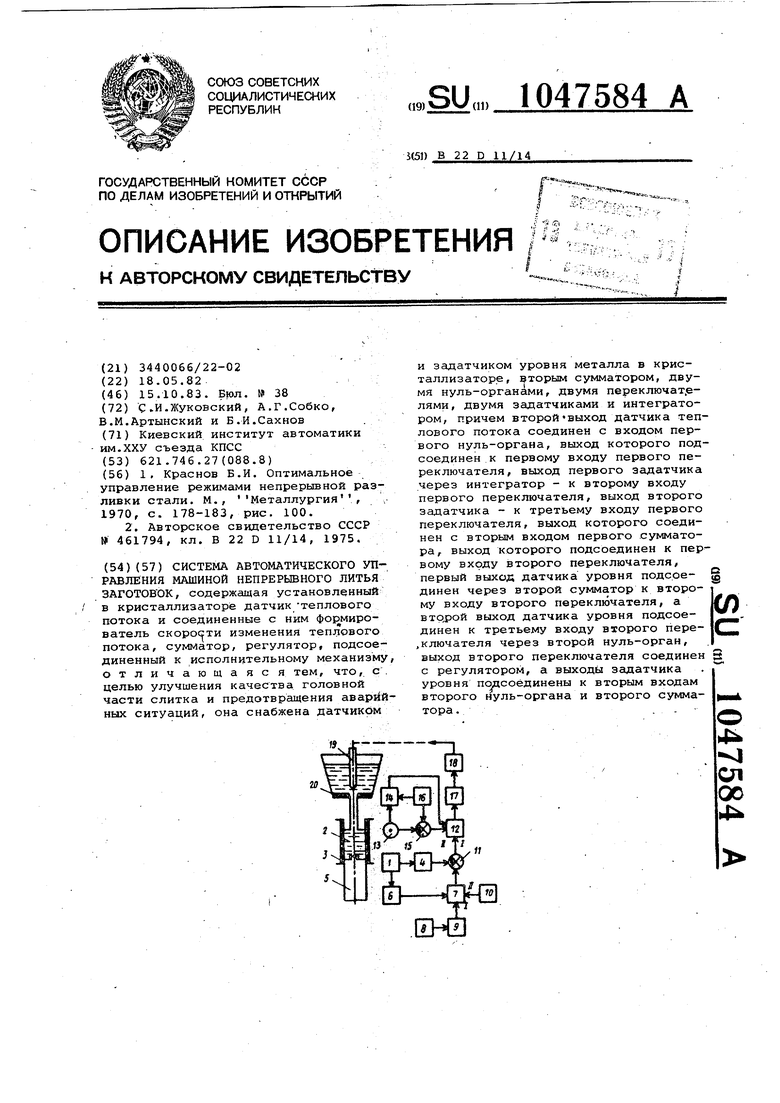
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Оптимальное управление режимами непрерывной разливки стали | |||
| М., Металлургия, 1970, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске | 1973 |
|
SU461794A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
