Изобретение относится к сварке, а именно к производству оребренных труб методом высокочастотной сварки, и может быть использовано в энергомашиностроении для изготовления мембранных поверхностей нагрева из оребренных труб.
Цель изобретения - повышение качества сварки и точности геометрических размеров.
На фиг.1 изображены технологическая программа раскроя плети по длине реб.ер и шагу между ними (а) и модуляции тока в сварочном контуре и расположение шва на изделии по предлагаемому способу изготовления оребренных плетей (б); на фиг.2 - схема процесса радиочастотной сварки оребренных труб по предлагаемому способу.
На фиг.1 и 2 обозначены: 1 - длина ребер; 1 - шаг по длине между ребрами; t - время прохождения со скоростью V ребра заданной
С6
длины 1 через сварочный контур;
t, опережение начала нарастания тока в сварочном контуре относительно первого, начального торца ребра; t - опережение отключения или понижения тока в сварочном контуре относительно последнего, конечного торца ребра;
/3 - предварительно выбранный угол схождения полосы с трубой; d - угал схождения полосы с трубой после приложения первого усилия осадки; Q, - первое усилие осадки; р2 усилие реакции в опорном механизме от усилия; Q - усилие повторной осадки; Q - усилие реакции от усилия; А - вершина угла схождения полосы о трубой; L - расстояние от вершины угла схождения А до точки приложения усилия L - интервал температур эффективного приложения повторной осадки; Б - линии прохождения сварочного тока; В - линии возможного шунтирования сварочного тока; L - расстояние от вершины угла схождения до точки первичного выброса расплавленного металла с окислами.
При оребрении труб сваркой токами высокой частоты для заданного конструктивного исполнения системы: источник питания - сварочный контур - изделие, устанавливают оптимальную величину опережения нарастания и спада тока относительно начального и конечного по ходу сварки торцов ребра и этим обеспечивают равенство про
183652
тяженности сварного шва и заданной длины привариваемых ребер с последующим удалением непроваренных участков, а процес с сварки ведут таким
5 образом, что свариваемые заготовки (трубу 1 и полосу 2, фиг.2) непрерывно подают в зону сварки с углом /з схождения полосы с трубой в точке А с применением механизма 3 ориента10 ции полосы. Для нагрева свариваемых поверхностей от источника 4 тока радиочастоты через контакт 5 подводят сварочный ток к трубе 1, а через активный концентратор 6 и контакт 7
15 подводят ток на полосу 2. Рассчитывают момент сопротивления сечения полосы 2 в плоскости приварки и в зависимости от момента сопротивления выбирают угол /э на основании значе-
25
20 НИИ, приведенных в таблице, установленных экспериментально для размеров ,полос, используемых в энергомашиностроении.
По формуле L W/j, где W (см) - момент сопротивления сечения полосы; - предварительный угол схождения полосы с трубой, определяют L (см) - расстояние от вершины А угла схождения ребра с трубой до точки приложения усидия осадки Q. Первый меха- низм 8 создания усилия осадки перемещают на расстояние L от вершины А и от точки направления усилия реакции Qj в опорном механизме 9.
30
В зависимости от скорости сварки, угла oi и параметров режима устанав- 55 ливают зону L. - расстояние от вершины угла d схождения ребра с трубой до точки 10 первичного выбора расплавленного металла, т.е. зону, где
повторное окисление оплавленных кромок незначительно и находится в пределах, обеспечивающих качественное сварное соединение, что выполнимо при условии, если время нагрева не превышает 0,02 с .
При этом точка первичного выброса оплавленного металла находится в пределах зоны L., и, чем ближе к вершине А, тем качественное сварное соедиокисления расплавленного металла в процессе повторного оплавления кромок. Но так как положение точки первичного выброса оплавленного металл связано зависимостью с углом схождения и упругими свойствами свариваемых элементов, то регулируя угол с и стабилизируя его за счет повторного изгиба полосы при создании уси- ЛИЯ Q со смещением точки его приложения относительно вершины угла сходения А обеспечивают течение процесса сварки с монотонной закономерностью нагрева кромок первичного выбро са оплавленного металла вместе с окислами на определенном стабильном расстфянии от вершины угла схождени и с сокращением зоны повторного оплавления кромок до размера, исключаю щего образование повторного окисления жидкой фазы металла шва с образованием трудно разрушаемой окисной пленки в процессе осадки. Уменьшением угла схождения d против предварительно заданного угла /з достигается температурный скачок в нагреве кромо за счет резкого их сближения, что приводит при большой плотности тока к стремительному перегреву кромок в этой зоне с образованием паров металла, давление которых мгновенно нарастает и ведет к выбросу расплавленного металла вместе с окислами в точке 10, расположенной в непосредствен ной близости от точки приложения усилия осадки Q.
Далее с помощью УВМ (управляющей вычислительной машины) рассчитывают
величину повторной осадки Qj из ус- ловия снятия металла шва от передаваемой ребром нагрузки с учетом предела текучести металла при заданной температуре и пластического изгиба ребра на длине и прикладывают усилия осадки Q, механизмом 11 по оси опорного механизма 12. Этой опирацией достигается частичная перекристаллизация металла шва с повышением его
ых участков,
физико-механи геских свойств и под- калибровка размера оребренной трубы Смещение точки приложения усилия осадки Q относительно силы реакции Q. исключает возможность шунтирования сварочного тока непосредственно через зажимные элементы, а шунтирование через изделие на участке L совпадает с направлением рабочего тока, а поэтому на стабильность процесса влияния не оказывает.
В процессе изготовления оребрен- ных труб или.плетей согласуют расположение на изделии точек начала на- растЗния сварочного тока до выхода на режим сварки и окончания уменьшения сварочного тока при выходе из режима с положением на изделии точек начала приложения усилия осадки Q на привариваемый элемент и прекращения действия этого усилия, измеряют в непрерывном процессе изготовления изделий линейные размеры между указанными точками с преобразов анием результатов измерения в сигналЫэ которые вводят в УВМ для координации ведения операций последующего технологического процесса (правки, механической обработки и вырубки ребер) на заданных участках труб. Это позволяет повысить точность обработки изделий на указанных операциях и автоматизировать процесс их изготовления с
участков,
рмула изобретения
ных участков,
1. Способ высокочастотной сварки трубных плетей с ребрами, при которо в зоне сварки используют активное концентрирование тока, образование сварного соединения ведут с двухкра тньпу последовательным приложением усилия осадки, программируя протяженность сварных швов и непроварен- отличающий- с я тем, что, с целью повьшгения качества сварки и точности геометрических размеров, процесс образования сварного соединения трубы с ребром начинают на запрограммированном участке непровара, выбирая величину этого опережения, соответствующей продолжительности нарастания тока в сварочном контуре от минимального до максимального установившагося значения и времени его прохождения, обеспечивающего разогрев свариваемых деталей до температуры сварки, заканчивают процесс сварки раньше от)осительно протяженности ребра с опережением, величину которого устанавливают не более половины цикла спада тока в контуре от максимального значения, первое усилие осадки прикла- / дывают с уменьшением угла схождения Ътносительно первоначального на расстоянии от вершины угла схождения ребра с трубой, равном
L W,
где W - момент сопротивления сечения ребра в плоскости приварки, {ь - предварительно выбранный угол схождения полосы с трубой, величину повторной осадки рассчитывают из условия проковки металла шва и прикладывают за вершиной угла схождения ребра с трубой в интервале температуры от твер- дожидкого состояния до температуры не ниже на 100.. .200 С температуры затвердевания жидкой фазы.
2. Способ ПОП.1, отлича ю щ и и с я тем,что положение точек приложения первого усилия осадки и прекращения действия этого усилия согласуют с
О расположением точек начала нарастания сварочног о тока при выходе на режим сварки и окончания уменьшения сварочного тока при выходе из режима, измеряют в непрерывном процессе из5 готовления линейные размеры между указанными точками с преобразованием результатов измерения в сигналы, которые вводят в систему управления последующим процессом.
12
Редактор Н.Бобкова
Составитель Э.Ветрова Техред В.Кадар
Заказ 2458/10 Тираж 975.Подписное
ВНИШ1И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.2
Корректор В.Бутяга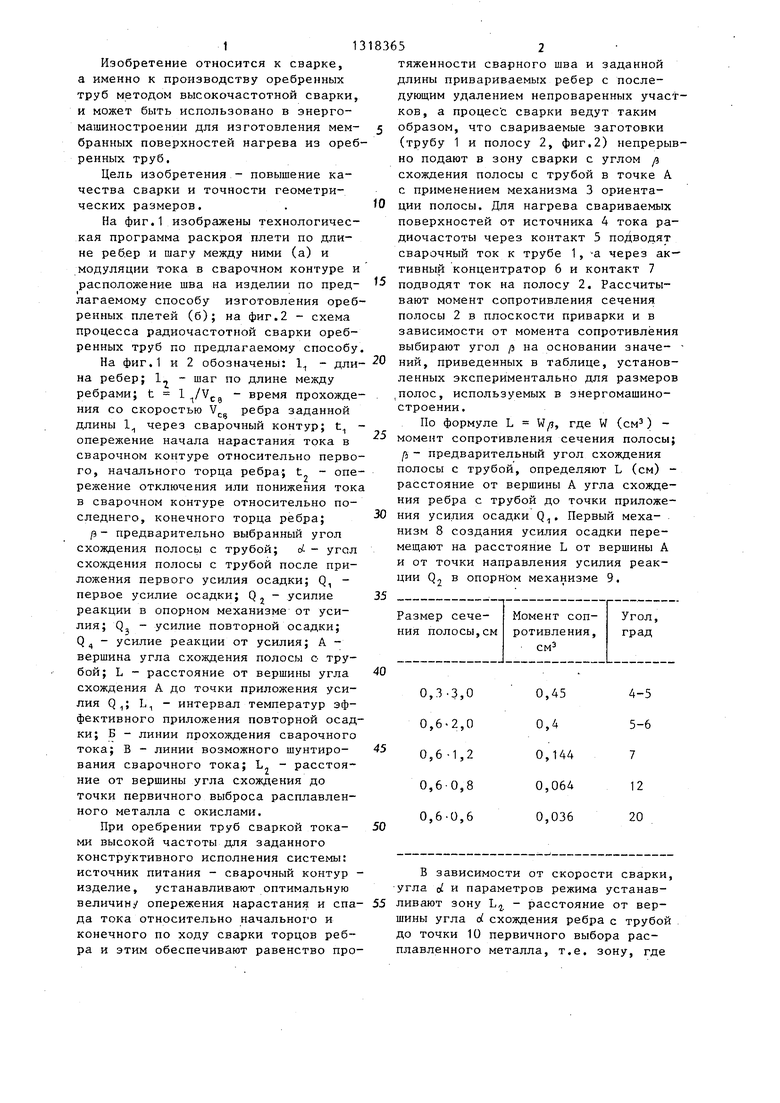

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| ТЕПЛООБМЕННАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1989 |
|
RU2028571C1 |
| Устройство для высокочастотной сварки оребренных труб | 1984 |
|
SU1247215A1 |
| Способ спирального оребрения труб | 1985 |
|
SU1296341A1 |
| Способ стыковой сварки оплавлением | 1989 |
|
SU1660898A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1215786A1 |
| СПОСОБ И ЛИНИЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОРЕБРЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2014 |
|
RU2574151C2 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПРОФИЛЕЙ ТИПА ПОВЕРХНОСТЬ - РЕБРО | 1996 |
|
RU2105647C1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2009 |
|
RU2393036C1 |

Изобретение относится к области сварки, а именно к производству ореб- ренных труб методом высокочастотной сварки, и может быть использовано в энергомашиностроении для изготовления мембранных поверхностей нагрева из оребренных труб. Целью изобретения является повышение качества сварки и точности геометрических размеров. Для этого процесс образования каждого сварного соединения трубы с ребром начинают на запрограммированном участке непровара. Величину опережения выбирают соответствующей продолжительности нарастания тока в сварочном контуре и заканчивают процесс сварки раньше относительно протяженности ребра с опережением. Процесс образования сварного соединения ведут с двухкратным последовательным приложением усилия осадки. Первое усилие прикладывают перед вершиной угла схождения полосы с трубой с уменьшением угла схождения против предварительно выбранного. Величину повторной осадки рассчитывают из условия проковки металла шва. 1 з.п. ф-лы, 2 ил., 1 табл. § (Л с 00 00 00 Од ел
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для высокочастотной сварки оребренных труб | 1984 |
|
SU1247215A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
