Изобретение относится к порошковой металлургии, а именно к способам изготовления пористых изделий с ячеистой структурой и регулируемой пористостью из бериллия, используемых, например, в качестве составляющей бланкета термоядерного реактора.
Известен способ изготовления пористых металлических изделий путем введения наполнителя в тугоплавкий материал основы в качестве порообразователя и последующего его прессования и спекания (см. авт. св. СССР N 424658, кл. B 22 F 3/10, 1974)/
В качестве наполнителя используют бромистый калий, обладающий хорошей прессуемостью, что позволяет достигать почти теоретической аддитивной плотности смеси, причем соотношение размеров частиц тугоплавкого материала и наполнителя от 1/10 до 1/300. При смешении и прессовании компонентов шихты мелкие частицы материала основы располагаются вокруг крупных частиц наполнителя, образуя каркас будущего пористого тела, а при спекании применение мелкодисперсного активного порошка способствует образованию прочного каркаса (бромистый калий испаряется). Способ позволяет получать изделия различной конфигурации из тугоплавких материалов с пористостью до 80%, стабильной при высоких температурах.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе при спекании материала происходит его усадка, что не позволяет (в случае необходимости изготовления изделия, заключенного в оболочку) получить хороший контакт пористого материала с материалом оболочки, вследствие чего необходима механическая обработка и пайка, технология которой пока не разработана. Кроме того, при использовании известного способа сложно регулировать пористость с высокой точностью, так как усадка материала при спекании зависит от многих факторов, например от свойств порошка, его гранулометрического состава, способа его получения и т.д. Изделия из порошка бериллия имеют низкую прочность даже при низкой пористости (15-20%).
Наиболее близким способом к предлагаемому изобретению по совокупности признаков является способ изготовления пористого изделия из гидридообразующих металлов IIA, IIIB, IVB, VB групп путем загрузки, уплотнения и термического разложения гидридов этих металлов [1] (прототип).
Способ позволяет получать продукт с довольно однородной открытой пористостью, плотностью менее 25% и размером пор менее 200 мкм. К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в качестве исходного материала берут гидрид металла, уплотняют его в контейнере до 15-60% теоретической плотности. Термическое разложение гидрида осуществляют в вакууме, удаляя выделяющийся водород со скоростью, достаточной для поддержания вакуума порядка 10-2 Topp (в начале процесса разложения гидрида и по окончании удаления водорода вакуум составляет от 10-8 до 1-10 Topp). Температура нагрева на этой стадии превышает температуру разложения гидрида. Оставшийся в контейнере металл нагревают до температуры, составляющей 0,5-0,7 температуры его плавления, с целью спекания образующихся гранул металла.
Недостатками известного способа являются усадка материала при спекании, плохой контакт пористого материала с материалом контейнера, ограниченные возможности способа при получении пористости ниже 70% зависимость конечной структуры от многих технологических параметров (распределения размера частиц исходного гидрида, скорости ослабления давления водорода, максимальных значений, ограничивающих температуру и время, в пределах которых образуется конечный продукт).
Изобретение направлено на изготовление изделий из пористого бериллия с регулируемой пористостью, а также на повышение технологических возможностей способа для изготовления изделий с широким диапазоном пористости.
Технический результат - получение изделий с заданной геометрией без дополнительной обработки, а также регулируемой однородной пористостью от 10-70%, высоким процентом связанных друг с другом мелких пор, ячеистой структурой с большой площадью внутренней поверхности, достаточной газопроницаемостью изделий, а при изготовлении изделий в оболочке - тесным контактом, обладающим хорошей теплопроводностью, меджу пористым металлом и материалом оболочки.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе получения пористых металлических изделий (в том числе из бериллия) осуществляют загрузку исходного порошка, содержащего гидрид бериллия, уплотнение его и термическое разложение гидрида.
Особенность заключается в том, что исходный продукт готовят тщательно смешивая порошки металлического бериллия и гидрида бериллия, и полученную смесь прессуют в пресс-форме до предельной аддитивной плотности и формирования заданной геометрии изделия, а термическое разложение гидрида осуществляют при сохранении неизменной геометрии изделия путем жесткой фиксации пуансона после прессования.
Кроме того, особенность способа заключается в том, что массовый процент гидрида бериллия в исходной смеси подбирают в зависимости от заданной плотности по следующему выражению: 64•(184-100 ρи ) (22,8+120 ρи ) (1), где ρи - заданная плотность изделия, теоретическую аддитивную плотность смеси для изготовления изделий заданной плотности рассчитывают по выражению: (22,1+120 ρи )/132, а количество смеси для изготовления изделия заданного объема рассчитывают по выражению : (22,1+120 ρи •Vи/132, где Vи - заданный объем изделия.
В пресс-форму (или в пресс-форму с помещенной в ней металлической оболочкой, ограничивающей изделие снизу и с боков) загружают смесь в количестве, необходимом для получения теоретической аддитивной плотности в заданном объеме.
Прессование смеси осуществляют при температуре вязко-текучего состояния гидрида бериллия, составлению 140 - 190oC, под давлением 200 - 400 мПа, которое поднимают со скоростью 2-3-мПа/мин. Разложение гидрида проводят при температуре 190 - 300oC, причем сборку нагревают до этой температуры со скоростью до 10oC/мин.
После прессования материал выдерживают в пресс-форме с жестко фиксированным пуансоном при 250 - 300oC в течение 30-60- мин, затем сборку охлаждают и выпрессовывают изделие.
Использование в качестве исходного материала смеси порошков металлического Be и BeH2, подбор массового соотношения компонентов смеси (мас.%), ее необходимого количества для изготовления изделия заданного объема изделия, а также жесткую фиксацию пуансона после достижения предельной аддитивной плотности смеси и геометрии изделий обеспечивают четкое регулирования пористости, а также образование конечной формы изделия без дополнительной обработки.
Применение смеси порошков металлического бериллия и гидрида бериллия значительно повышает технологические возможности известного способа, так как позволяет получать изделия с регулируемой пористостью в интервале 10 - 70%.
Прессование смеси при температуре вязко-текучего состояния гидрида 140-190oC и давлении от 200-400 мПа до предельной аддитивной плотности смеси дает в итоге однородную пористость при любом соотношении компонентов смеси. Повышение давления со скоростью 20-30 мПа/мин и нагрев до температуры разложения гидрида со скоростью до 10oC/мин, обеспечивающей равномерный прогрев сборки со смесью, также способствуют получению однородной пористости и формированию ячеистой структуры.
Возможность получения изделий с оболочкой обеспечивается тем, что перед загрузкой исходной смеси в пресс-форму помещают оболочку или ее часть и в результате технологических операций, описанных выше, создается тесный контакт пористого металла и материала оболочки, обладающий хорошей теплопроводностью.
Таким образом, предлагаемая совокупность признаков обеспечивает достижение технического результата, который не известен из уровня техники и не может быть достигнут без использования предлагаемой совокупности.
Изобретение представляет собой способ получения пористых изделий из бериллия, в соответствии с которым в качестве исходного материала используют смесь порошков металлического бериллия и гидрида бериллия. Массовый процент гидрида бериллия в смеси рассчитывают, в зависимости от заданной плотности по выражению: 64•(184-100 ρи )/(22,8+120 ρи ), где ρи - заданная плотность изделия (1), аддитивную теоретическую плотность смеси для изготовления изделий заданной плотности согласно выражению: (22,1+120 ρи )/132 (1), а количество смеси для изготовления изделий заданного объема в соответствии с выражением: (22,1+120 ρи )•Vи/132, где Vи - заданный объем изделия.
Порошки тщательно перемешивают во вращающемся асимметричном смесителе. Полученную смесь загружают в пресс-форму в количестве, достаточном для получения изделия заданной плотности и объема. В случае изготовления изделия, в котором пористый металл заключен в оболочку, смесь загружают в пресс-форму, с предварительно помещенной в нее металлической оболочкой, геометрия которой соответствует геометрии изделия (см. фиг. 2).
Пресс-форму с материалом нагревают на прессе до температуры 140-190oC, при которой гидрид бериллия находится в вязко-текучем состоянии и действует в качестве смазки частиц металлического бериллия, что повышает однородность смеси и облегчает прессование ее. По достижении указанной температуры производят увеличения давления до 400 мПа со скоростью 20-30 мПа/мин. На этой стадии смесь уплотняют до предельной аддитивной плотности, а заданный объем изделия обеспечивают ограничением хода пуансона и фиксацией его положения после прессования. Приведенный режим операции прессования унифицирован для любого соотношения компонентов в исходной смеси.
Затем при фиксированном положении пуансонов температуру сборки со спрессованной заготовкой поднимают до 300oC со скоростью до 10oC/мин и выдерживают при этой температуре в течение 30-60 мин., после чего давление сбрасывают, сборку охлаждают и производят выпрессовку изделия.
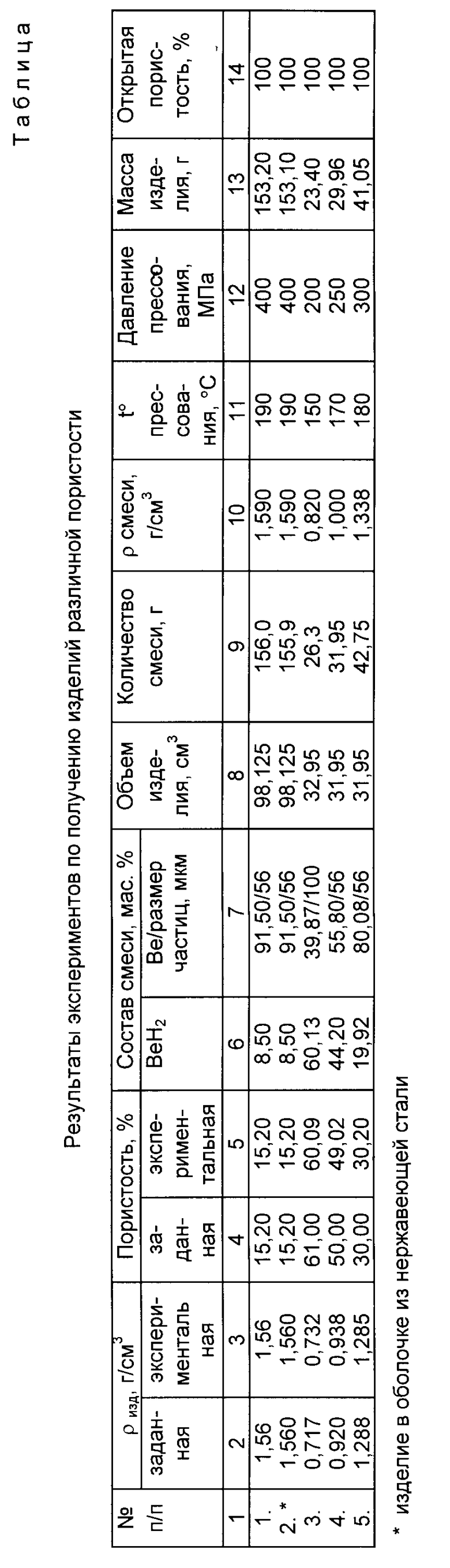
В соответствии с изобретением на начальной стадии разложения гидрида бериллия выделяющийся водород очищает поверхность частиц порошка металлического бериллия, и бериллий, образующийся в результате разложения гидрида, имеет с ними хорошее сцепление, что и определяет формирование структуры изделия. Пористость достигается не за счет спекания порошкообразного материала, а в результате образования при разложении гидрида ячеек, связанных друг с другом. Изделие, полученное в соответствии с изобретением, состоит из бериллия с беспорядочной ячеистой структурой, расположенного между частицами исходного порошка бериллия. Конечная структура регулируется лишь составом исходной смеси и эффективностью стадии прессования. Экспериментальное подтверждение такой структуры изделий и особенностей технологического процесса ее формирования приведено ниже в примерах конкретного осуществления способа и в свободной таблице результатов экспериментов по получению изделий различной пористости.
Материал оболочки и пресс-формы может быть выполнен из любого материала, совместимого с бериллием и его гидридом. Все операции при изготовлении изделий проводят на воздухе. В случае получения изделий с высокой пористостью прессование осуществляют на прессе с защитной камерой с обдувом азотом в момент разложения гидрида.
Нагрев может осуществляться любым общепринятым известным методом, например печью сопротивления, индуктором, лазером и т.д. В одном из примеров использовался нагрев печью сопротивления. Пористость конечного продукта измеряется обычными способами. В некоторых вариантах осуществления изобретения пористость измеряли гидростатическим взвешиванием в декане. Общую пористость изделий определяли по плотности расчетным путем.
Пример 1. Для изготовления изделия из пористого бериллия с диаметром 50 мм и высотой 50 мм, плотность которого составляет 1,56 г/см3 (пористость 15,2%), готовят смесь порошков металлического бериллия и гидрида бериллия.
Массовый процент гидрида бериллия в смеси рассчитывают по выражению (1), т.е. 64(184-100•1,56)/22,8+120•1,56 = 8,5%. Соответственно, массовый процент порошка металлического бериллия в этой смеси составляет 91,5. Компоненты смеси в количестве необходимом для приготовления 400 г смеси, а именно 386 г порошка бериллия с размером частиц 56 мкм и 34 г порошка гидрида бериллия, загружают во вращающийся асимметричный смеситель со стальными шариками диаметром 2,4 и 5 мм (по 10 шариков каждого диаметра) и перемешивают в течение 6 ч, после чего из смеси удаляют шарики.
Теоретическую аддитивную плотность смеси для изготовления изделия, плотность которого составляет 1,56 г/см3 рассчитывают по выражению (2), т.е. 2,21+120•1,56/132= 1,59 г/см3, а количество смеси, необходимое для изготовления изделия, объем которого 31,95 см3, рассчитывают по выражению (3), т.е. (222,1+120•1,56/132)•98,125=156 г.
Смесь (1) загружают в пресс-форму (см. фиг. 1), состоящую их матрицы 2 и пуансонов 3, нагревают печь сопротивления 4 до 190oC со скоростью 8oC/мин и спрессовывают под давлением 400 мПа (со скоростью повышения давления, составляющей 20 мПа/мин) до предельной аддитивной плотности. При этом разность высоты матрицы 2 и суммарной высоты пуансонов равна заданной высоте изделия и составляет 50 мм.
Затем при фиксированном положении пуансонов пресс-форму со спрессованным материалом нагревают до 300oC со скоростью 8-10oC/мин и выдерживают при этой температуре и фиксированных пуансонах в течение 30 мин, после чего сбрасывают давление, охлаждают пресс-форму до 20oC и выпрессовывают пористое изделие.
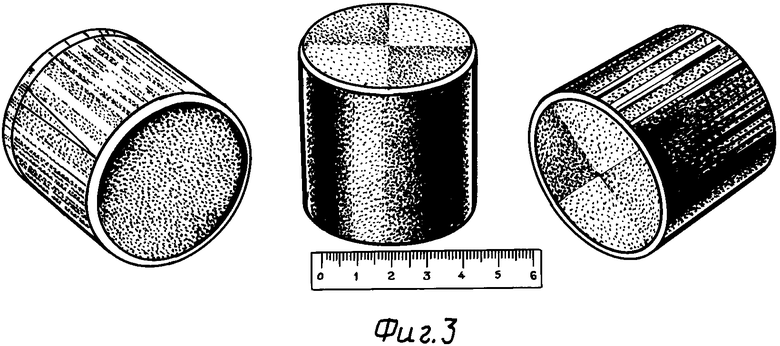
Изделие имеет диаметр 50 мм, высоту 50 см, вес 153,2 г. При хранении в атмосфере помещения в течение двух суток наблюдался привес изделия на 0,1 г (0,06%) за счет окисления бериллия, образовавшегося при разложении гидрида, далее вес стабилизируется. Расчетная плотность 1,56 г/см3 (пористость соответственно - 15,2%). Открытую пористость определяли методом гидростатического взвешивания. Она составила 100% общей пористости. Пористый материал имеет беспорядочную ячеистую структуру с размером пор менее 30 мкм.
Пример 2. Смесь, приготовленную для опыта, описанного в примере 1, в количестве 155,9 г засыпают в пресс-форму (см. фиг. 2), в которую предварительно помещена оболочка в виде стакана 6 из нержавеющей стали с толщиной стенок и дна, составляющей 2 мм, и сформировали пористое изделие по режиму примера 1. Вес пористого материала в контейнере 153,1 г. Расчетная плотность изделия 1,56 г/см3, пористость 15,2%. Пористый металл полностью заполняет оболочку (см. фиг. 3) и имеет беспорядочную ячеистую структуру, размер пор менее 30 мкм. Открытая пористость, определенная методом гидростатического взвешивания, составила 100%. При хранении на воздухе в течение двух суток привес детали составил 0,07 г.
Пример 3. Для изготовления изделия диаметром 450 мм и высотой 20,1 мм (31,95 см3) и пористостью 61% (0,719 г/см3) готовят смесь, массовое содержание порошка гидрида бериллия в которой составляет 60,13 мас.%, а порошка металлического бериллия с размером частиц - 100 мкм соответственно 39,87 мас.%.
Методика расчета массового процента гидрида бериллия в исходной смеси и ее количества, необходимого для получения изделия, пористость которого составляет 61%, а объем 31,95 см3, не отличается от методики расчета, описанной в примере 1. Навеску полученной смеси, составляющую 26,3 г, загружают в пресс-форму (см. фиг. 1) нагревают до 150oC, а затем поднимают давление со скоростью 20 мПа/мин до 200 мПа. По достижении заданной высоты изделия и жесткой фиксации пуансонов пресс-форму со спрессованным материалом нагревают до 300oC со скоростью 8-9oC/мин, осуществляя при этом обдув пресс-формы азотом. При этой температуре и зафиксированных пуансонах пресс-форму с материалом выдерживают в течение 60 мин, затем сбрасывают давление и выпрессовывают изделие. Вес брикета 23,4 г, расчетная плотность 0,732 г/см3 (пористость 60,9%), открытая пористость 100%, размер пор менее 30 мкм.
Результаты экспериментов, приведенных в примерах 1,2 и 3, а также дополнительных примерах 4 и 5, представлены в таблице.
Полученные данные показывают, что предлагаемый способ позволяет получать изделия требуемой геометрией без дополнительной обработки с регулируемой пористостью в диапазоне от 10 до 70%. Технологические режимы способа обеспечивают ячеистую структуру изделий с мелкой однородной пористостью, которая не зависит от соотношения компонентов исходной смеси и их гранулометрического состава, а при изготовлении изделий в металлической оболочке - тесный хорошо проводящий тепло контакт пористого материала и материала оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ ПРОВОДНИКОВ | 1997 |
|
RU2122759C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОМОГЕННОГО ЯДЕРНОГО ТОПЛИВА ИЗ СМЕСИ ДИОКСИДОВ УРАНА И ПЛУТОНИЯ | 1997 |
|
RU2122247C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА СВЕРХПРОВОДЯЩЕЙ КЕРАМИКИ | 1993 |
|
RU2050604C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ПРОВОДНИКОВ НА ОСНОВЕ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ СОЕДИНЕНИЙ | 1995 |
|
RU2097859C1 |
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2125305C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 1995 |
|
RU2091880C1 |
| СТЕКЛОКЕРАМИЧЕСКОЕ ПОКРЫТИЕ ДЛЯ ВАНАДИЯ И ЕГО СПЛАВОВ | 1996 |
|
RU2096358C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРОЗАКАЛЕННЫХ ПОРОШКОВ МАГНИТНЫХ СПЛАВОВ СИСТЕМЫ НЕОДИМ - ЖЕЛЕЗО - БОР | 1997 |
|
RU2111088C1 |
| ТВЭЛ ДЛЯ ВОДО-ВОДЯНЫХ ЭНЕРГЕТИЧЕСКИХ РЕАКТОРОВ | 1996 |
|
RU2112287C1 |
| СПОСОБ ПЕРЕМЕЩЕНИЯ КУСКОВЫХ МАТЕРИАЛОВ В ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2136357C1 |

Изобретение относится к порошковой металлургии и предназначено для изготовления, в частности, составляющих бланкета термоядерного реактора. Технический результат - получение пористых изделий из бериллия заданной геометрии без дополнительной обработки с регулируемой однородной пористостью, составляющей от 10 до 70%, и стопроцентной открытой пористостью, - лостигается за счет того, что смесь порошков металлического бериллия и гидрида бериллия помещают в пресс-форму, нагревают до 140 - 190oС и прессуют под давлением 200 - 400 мПа. По достижении предельной аддитивной плотности смеси и заданной геометрии изделия производят жесткую фиксацию пуансонов, после чего осуществляют термическое разложение гидрида бириллия путем нагрева пресс-формы со спрессованным материалом до 300oС и выдерживания ее при этой температуре и фиксированных пуансонах в течение 30 - 60 мин, затем охлаждают пресс-форму и выпрессовывают изделие. При получении изделия, в котором пористый металл заключен в тесно прилегающую металлическую оболочку, в пресс-форму перед загрузкой смеси помещают оболочку требуемой геометрии. Массовый процент гидрида бериллия в исходной смеси определяют в зависимости от заданной плотности изделия по выражению 64 (184-100) ρu ) (22,8 + 120 ρu ), где ρu - заданная плотность изделия, а количество смеси, необходимое для получения изделия заданных плотности и объема, определяют по выражению: (22,1 + 120 ρu ) • Vu/132, где V4 - заданный объем изделия. 12 з.п. ф-лы, 1 табл., 3 ил.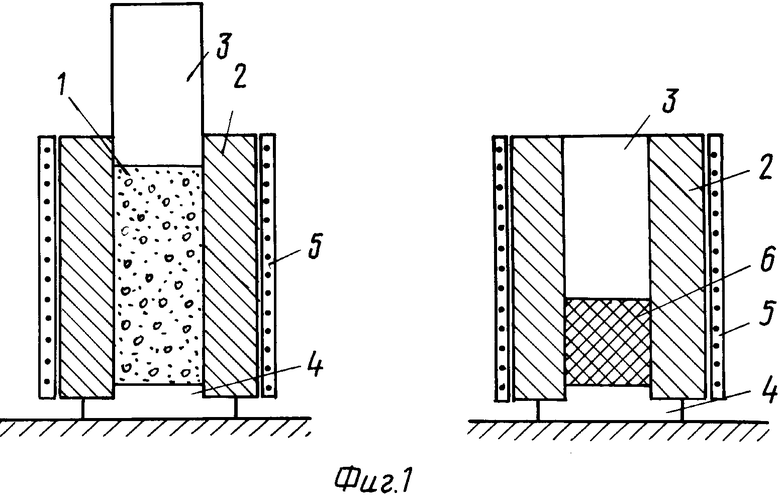
64(184-100ρи)/(22,8+120ρи),
где ρи - заданная плотность изделия.
(22,1+120ρи)/132.
4. Способ по любому из пп.1 и 2, отличающийся тем, что количество смеси для изготовления изделия заданного объема рассчитывают в соответствии со следующим выражением:
(22,1+120ρи)•Vи/132,
где Vи - заданный объем изделия.
| US, патент, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

