Изобретение относится к области металлургии, к прокатному производству и предназначено, в частности, для изготовления изделий из циркониевых и титановых сплавов.
Известен способ обработки циркония и его сплавов, включающий отжиг заготовки при 700-800oC с изотермической выдержкой 1-3 ч, холодную прокатку с суммарной степенью деформации 70-90%, с частными обжатиями 25-45% в первых двух-трех проходах и 10-20% в последующих проходах, а окончательный отжиг проводят при 500-700oC с изотермической выдержкой 0,5-2 ч [1].
Недостатком известного способа является то, что такой способ обработки неприемлем при изготовлении труб и прутков из циркониевых сплавов. Деформации в 10-20%, 25-45% при холодной прокатке труб или прутков малы, что приводит к потере производительности и высокой себестоимости процесса.
Известны способы получения труб из циркониевых сплавов [2], в которых суммарная степень деформации при конечной холодной деформации труб составляет 20-45% при условии, что значение отношения между деформациями по толщине стенки и среднему диаметру Q>2.
Недостатком известных способов является то, что малые деформации при прокатке труб на готовый размер приводят к повышению температуры начала рекристаллизации структуры при последующей окончательной термообработке. Увеличение температуры окончательной термообработки приводит к росту (коагуляции) частиц второй фазы, что оказывает негативное влияние на эксплуатационные характеристики труб.
Известен способ получения труб из титановых сплавов, в котором маршруты холодной прокатки независимо от марки сплава рассчитывают при одинаковых деформациях за переход [3]. Общая величина деформаций за переход составляет 40-50%, деформация редуцирования при этом не превышает 3-6%.
Недостатком данного способа является то, что редуцирование с малой деформацией приводит к резкому падению производительности процессов прокатки, а узкий диапазон деформации за переход не позволяет рационально использовать ресурс пластичности титановых сплавов. Кроме того, для реализации данного способа рекомендуется вместо холодной прокатки использовать теплую прокатку, что значительно усложняет технологию изготовления труб из титановых сплавов, а использование процесса теплой прокатки для сплавов циркония невозможно вследствие окисления металла.
Известен способ получения изделий из циркониевых сплавов [4], включающий изготовление слитка, предварительную его бэта-деформационную обработку, получение заготовки путем горячего формования при температуре существования альфа-циркония, отжиг заготовки при температуре от 380 до 650oC, холодное деформирование заготовки с промежуточными отжигами при температуре существования альфа-циркония и доводку заготовки до получения готового изделия.
Согласно данным из описания изобретения регламентируется суммарная холодная деформация не более 90%, общая степень деформации на первой стадии холодной прокатки 30-60%. При этом авторы утверждают, что увеличение степени деформации циркониевых сплавов на первых стадиях холодного деформирования заготовки (гильзы) повышает технологичность способа и делает процесс изготовления изделий более экономичным, что позволяет распространить его на большую номенклатуру сплавов и изделий из них. В примерах осуществления способа отожженные заготовки подвергали холодной обработке по пятипрокатной деформационной схеме с частной деформацией на первой и последующих прокатках приблизительно в 50% (не более) и промежуточными отжигами при температуре 620oC.
Однако, как показала производственная практика, увеличение общей степени деформации на первых стадиях холодной прокатки циркониевых или титановых сплавов, в особенности многокомпонентных, приводит к возникновению локальных, превышающих предел прочности металла напряжений из-за неравномерной деформации, изначально неоднородной по длине и сечению структуры горячедеформированной заготовки, что влечет за собой образование микро- и даже макронесплошностей на охрупченных интерметаллидными выделениями границах зерен. Образующиеся несплошности на последующих стадиях холодной деформации развиваются и приводят к образованию недопустимых дефектов, вплоть до сквозных трещин.
Кроме того, относительно небольшая суммарная степень деформации (не более 90%), характер распределения частной деформации по стадиям прокатки (не более 50%) и по сечению трубы не позволяют получать устойчивый уровень механических свойств, структурную и текстурную однородность изделий.
Вследствие вышеизложенного, данный способ получения изделий из циркониевых сплавов отличается нестабильностью качества и относительно низкими технико-экономическими показателями производства, что делает его мало пригодным в массовом производстве изделий из циркониевых сплавов.
Известна рекомендация фирмы "Mannesmann-MEER" [5] использовать при холодной обработке труб значение отношения между деформациями по толщине стенки и наружному диаметру не более 1,0. Однако этот критерий оценки распределения деформаций приемлем только для расчетов при конструировании прокатного инструмента и недостаточен при построении деформационных схем изготовления изделий, так как не характеризует степень неравномерности напряженно-деформированного состояния материала.
Из производственной практики выяснилось, что критерию, наиболее полно характеризующему степень неравномерности схемы напряженно-деформированного состояния при прокатке труб, соответствует отношение между деформациями по толщине стенки и внутреннему диаметру. Определяющую роль в достижении предельных значений пластичности играет величина деформации по внутреннему диаметру, в силу того, что с точки зрения напряженного состояния в худших условиях деформирования находится именно внутренняя поверхность труб [6].
Наиболее близким техническим решением к предложенному является способ производства проката из цветного металла, включающий холодную планетарную поперечно-винтовую прокатку заготовки, полученной в результате непрерывного литья или методом выдавливания, причем деформацию осуществляют с обжатием по меньшей мере 70%, при температуре разогрева металла в очаге деформации 250-750oC. А также способ, в котором обжатие преимущественно равно 90% [7].
Однако данный способ не позволяет получить трубы из циркониевых и титановых сплавов, прокатка при температурах 250-750oC на воздухе приводит к интенсивному окислению сплавов, при изготовлении изделий, например, из циркониевых сплавов даже термообработку при температурах 400-600oC проводят в вакууме [2].
В зарубежной практике холодную прокатку труб из циркониевых сплавов осуществляют только на станах валкового типа. Известно [8] применение комбинированной холодной прокатки изделий из циркониевых сплавов с использованием станов валкового и роликового типа.
Цель изобретения - повышение качества изделий из циркониевых и титановых сплавов путем создания условий деформации без нарушения сплошности материала изделий, получения однородной структуры, благоприятной ориентации гидридов по длине и сечению изделий, улучшение технико-экономических показателей их производства за счет повышения выхода годной продукции.
Поставленная цель достигается тем, что холодную прокатку заготовки производят многостадийно на станах валкового типа или первоначально на станах валкового, а затем роликового типа с промежуточными и окончательным отжигами, при этом прокатку на станах валкового типа проводят с возрастанием частных степеней деформации относительно начальной стадии прокатки с суммарной деформацией, превышающей 90% для циркониевых сплавов и 70% для сплавов титана.
Кроме того, на каждой стадии прокатки труб отношение деформации по стенку к деформации по внутреннему диаметру определяется величиной
20,0>Q>1,0,
где
Q = Es/Ed, Es = (Sзаг - Sтруб)/Sзаг, Ed = (dзаг - dтруб)/dзаг;
Sзаг - толщина стенки заготовки;
Sтруб - толщина стенки трубы;
dзаг - внутренний диаметр заготовки;
dтруб - внутренний диаметр трубы.
При этом на всех стадиях холодной обработки труб степень деформации по внутреннему диаметру не превышает 50%.
А при прокатке изделий на станах роликового типа значение частной деформации ниже, чем на начальной стадии прокатки на стане валкового типа, что обусловлено конструкцией роликовых станов.
Предлагаемое распределение деформаций по стадиям холодной прокатки, а именно прокатка изделий на станах валкового типа с возрастанием частных степеней деформации относительно начальной стадии прокатки, в сочетании с деформацией по внутреннему диаметру не более 50% и значение 20>Q>1,0 позволяют деформировать заготовку, имеющую исходную структурную неоднородность, полученную предшествующими способами обработки, без нарушений сплошности.
При этом уровень внутренних и поверхностных напряжений, возникающих при предлагаемых деформациях, не превышает предела текучести сплавов циркония и титана, и прочности межзеренных границ с примесными и интерметаллидными фазами, расположенными по границам зерен.
Таким образом, после первой стадии холодной прокатки улучшаются геометрические параметры исходной заготовки, формируется более совершенное по текстуре и структуре состояние металла, что способствует созданию необходимого ресурса пластичности перед следующей стадией прокатки.
Такая предварительная обработка на первой стадии позволяет проводить последующие стадии прокатки с большей степенью общей деформации и соответственно с большим значением Q.
При металлографических исследованиях выявлено, что изготовление изделий известными способами приводит к образованию строчечного расположения интерметаллидных выделений, что способствует нарушению сплошности материала при прокатке и приводит к высокой отбраковке изделий (фиг. 1).
В заявляемом способе предлагаемое распределение деформаций по внутреннему диаметру и оптимальное значение частной деформации на первой стадии холодной прокатки приводит к снижению вероятности образования микро- и макроразрушений и способствует улучшению качества продукции по сплошности.
Вместе с этим опровергается утверждение [4] о том, что осуществление первой прокатки с низкими степенями обжатия вызывает необходимость большого числа операций холодной деформации и что при этом ухудшаются коррозионно-механические свойства материала из-за формирования менее мелкозернистой и однородной структуры с более крупными выделениями частиц второй фазы, связанной с необходимостью проведения промежуточных отжигов с более высокой температурой (T>620oC) за продолжительное время. Напротив, за счет использования заявляемого способа удалось увеличить размеры исходной заготовки под прокатку (например с ⊘ 33 до ⊘ 108 мм при изготовлении труб из сплава Zr-1,0Nb-1,5Sn-0,4Fe) и при этом получить более однородные механические свойства и структурное состояние труб.
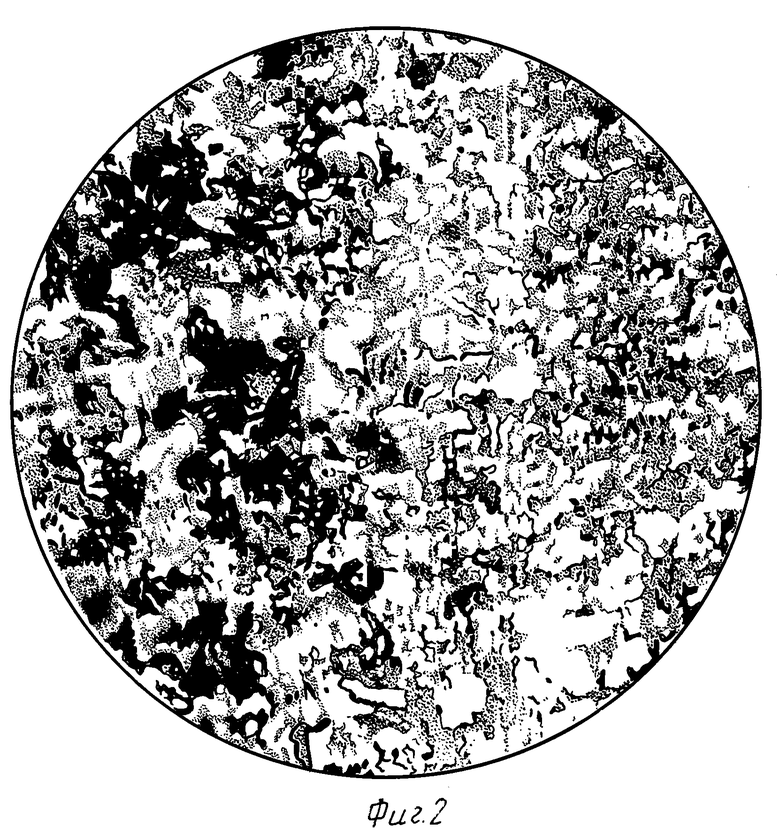
Кроме того, снижение температуры отжига до T<620oC не приводит к росту зерна и росту (коагуляции) частиц второй фазы (фиг. 2).
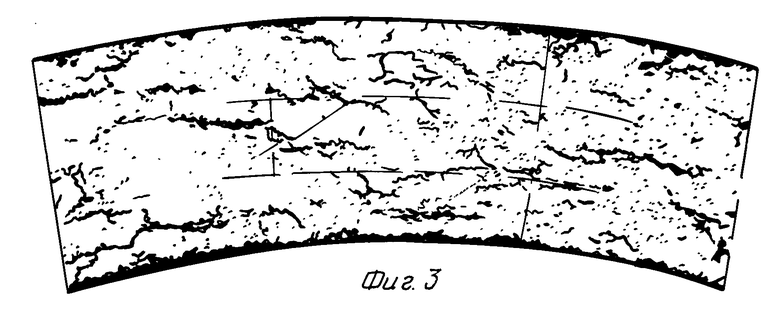
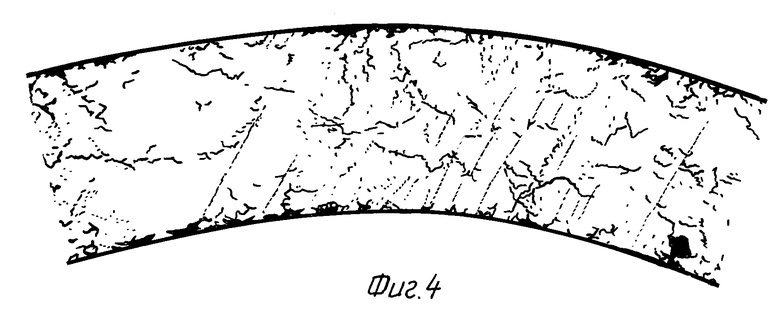
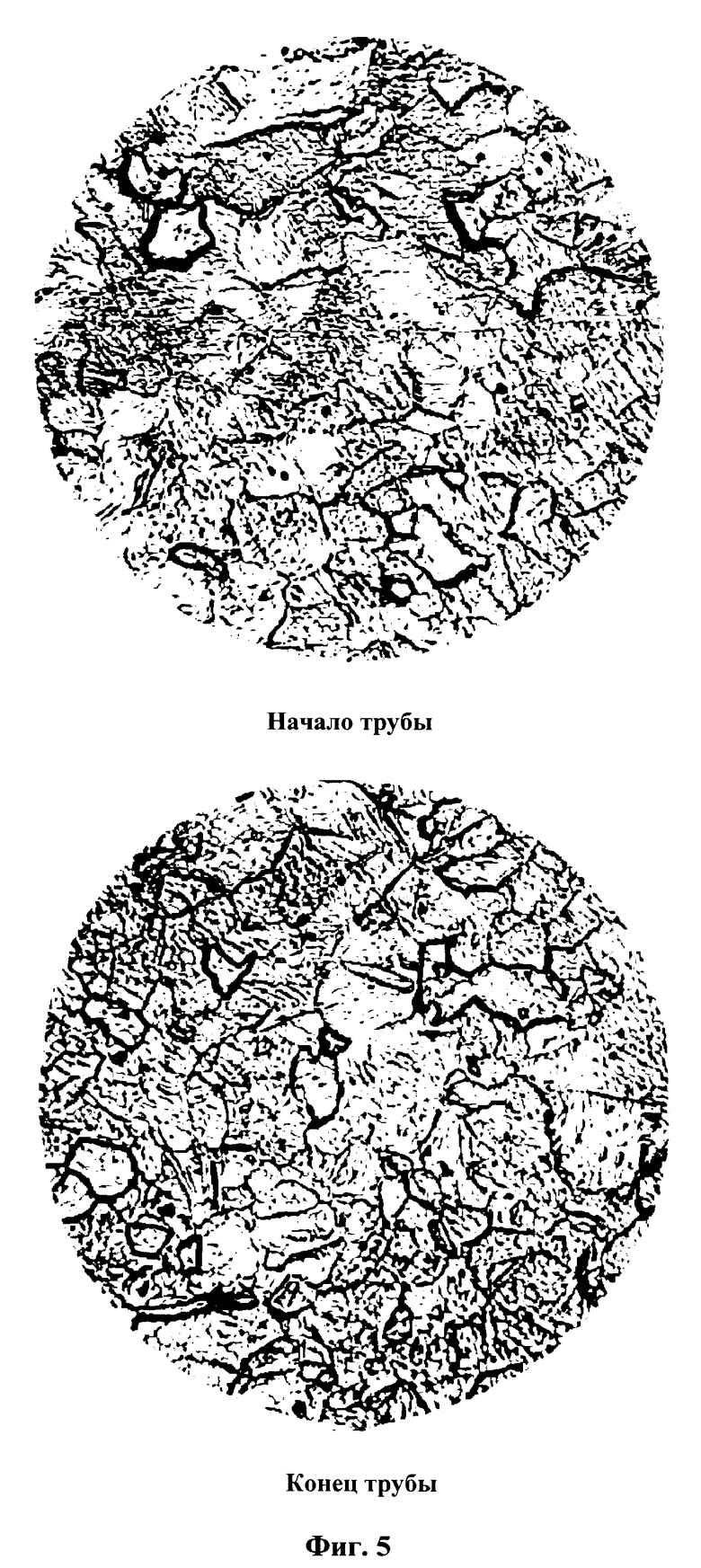
Применение предлагаемых деформационных схем, в которых 20>Q>1,0, привело к получению требуемой ориентации гидридов в трубах, например при изготовлении труб ⊘ 4,5 мм из циркониевого сплава Zr-1,0Nb (фиг.3), в которых до этого наблюдалась неблагоприятная ориентация гидридов (фиг.4). На фиг. 5 приведена микроструктура труб ⊘ 25,4 мм из титанового сплава ВТ 1-О, полученных с применением заявляемого способа. Структура однородна по длине и сечению труб, что подтверждается и стабильными значениями механических свойств, представленных в таблице.
При анализе патентной и научно-технической информации способов получения изделий из циркониевых и титановых сплавов, обладающих совокупностью всех существенных признаков заявляемого технического решения, не выявлено.
В настоящее время на ОАО "Чепецкий механический завод" проходят опытно-промышленные испытания по изготовлению изделий из циркониевых и титановых сплавов с использованием заявляемого способа.
Способ осуществляли следующим образом.
Пример 1. Получение труб ⊘ 12 мм из циркониевого сплава Zr-2,5Nb.
Заготовку для прокатки подвергали однократной холодной прокатке на валковом стане (ХПТ-55) с частной деформацией 66,1%. При этом величина деформации по внутреннему диаметру Ed=41,1%, а отношение Q=1,05. Прокатанную заготовку подвергали промежуточному отжигу и осуществляли прокатку на валковом стане (ХПТ- 32) в готовый размер. Прокатку вели с частной деформацией 75,7%. Деформация по внутреннему диаметру достигала Ed=49,3%, а отношение Q=1,1. Суммарная деформация при холодной прокатке труб достигала 92%.
Пример 2. Получение труб ⊘ 5,85 мм из циркониевого сплава Zr-1,0Nb.
Заготовку для прокатки подвергали холодной деформации за пять стадий с промежуточными термообработками до получения труб готового размера, три стадии прокатки вели на валковых станах, а две, окончательных, на станах роликового типа. При этом распределение частных деформаций по стадиям 47,6%, 51,6%, 77,4%, 53,7%, 62,9%, отношение деформаций по стенке к деформации по внутреннему диаметру соответственно 1,04; 1,07; 1,25; 3,87; 15,9, деформации по внутреннему диаметру 29,2%, 31,7%, 47,4%, 20,0%, 15,2%. Суммарная деформация составляла 95%.
Пример 3. Получение труб ⊘ 13 мм из циркониевого сплава Zr-1,0Nb-1,5Sn-0,4Fe.
Заготовку для прокатки подвергали холодной деформации за четыре стадии до получения труб готового размера, три прокатки вели на валковых станах, а одну, окончательную, на стане роликового типа. При этом распределение частных деформаций по стадиям 36,7%, 56,7%, 66,5%, 52%, отношение деформаций по стенке к деформации по внутреннему диаметру соответственно 1,21; 1,64; 2,3; 19,5, деформации по внутреннему диаметру 18,9%, 28,0%, 28,3%, 8,2%. Суммарная деформация составляла 95%.
Пример 4. Получение труб ⊘ 9 мм из циркониевого сплава Zr-1,0Nb-1,5Sn-0,4Fe.
Заготовку для прокатки подвергали холодной деформации за четыре стадии до получения труб готового размера, три прокатки вели на валковых станах, а одну, окончательную, на стане роликового типа и на тех же типах станов. При этом распределение частных деформаций по стадиям 54,5%, 63,8%, 71,0%, 50%, отношение деформаций по стенке к деформации по внутреннему диаметру соответственно 1,25; 1,33; 1,64; 19,0, деформации по внутреннему диаметру 30,0%, 31,40%, 34,1%, 8,2%. Суммарная деформация составляла 98%.
Пример 5. Получение прутков ⊘ 13 мм из циркониевого сплава Zr-1,0Nb.
Холодную прокатку заготовки проводили за две стадии, первую вели на валковых станах (ХПТ-32), а одну, окончательную, на стане роликового типа ( ХПТР-15-30 ). При этом распределение частных деформаций по стадиям 54,5%, 63,8%. Суммарная деформация составляла 98%.
Пример 6. Получение труб ⊘ 9,13 мм из циркониевого сплава Zr-1,0Nb.
Заготовку для прокатки подвергали холодной деформации за семь стадий до получения труб готового размера, пять прокаток вели на валковых станах, а две, окончательные, на станах роликового типа. При этом распределение частных деформаций по стадиям 39,2%, 47,4%, 58,5 %, 71,8%, 72,9%, 32,6%, 50,9%, отношение деформаций по стенке к деформации по внутреннему диаметру соответственно 1,25; 1,64; 1,07; 1,15; 1,22; 4,5; 17,1, деформации по внутреннему диаметру 20,8%, 21,1%, 35,3%, 46,0%, 44,3%, 9,3%, 8,7%. Суммарная деформация составляла 99%.
Пример 7. Получение труб ⊘ 25,4 мм из титанового сплава ВТ1-0.
Заготовку для прокатки подвергали холодной деформации за две стадии до получения труб готового размера, обе прокатки вели на валковых станах. При этом распределение частных деформаций по стадиям 38,9%, 52,0%, отношение деформаций по стенке к деформации по внутреннему диаметру соответственно 1,28; 1,74, деформации по внутреннему диаметру 19,5%, 23,0%. Суммарная деформация составляла 70%.
Пример 8. Получение труб ⊘ 50,0 мм из титанового сплава Gr2 по АSТМ В 338.
Заготовку для прокатки подвергали холодной деформации за две стадии до получения труб готового размера, обе прокатки вели на валковых станах. При этом распределение частных деформаций по стадиям 54,0%, 61,0%, отношение деформаций по стенке к деформации по внутреннему диаметру соответственно 1,24; 1,57, деформации по внутреннему диаметру 27,0%, 27,0%. Суммарная деформация составляла 82%.
Все приведенные примеры апробированы в промышленных условиях при изготовлении труб и прутков из циркониевых и титановых сплавов.
Источники информации
1. А.С.СССР N 817089, МКИ C 22 F 1/18, С 21 В 1/40, публ. 31.03.81. Б.И. N 12.
2. А.С. Займовский, А.В. Никулина, Н.Г. Решетников. Циркониевые сплавы в ядерной энергетике. М.: Энергоатомиздат, 1994.
3. Полуфабрикаты из титановых сплавов. М.: Металлургия, 1979.
4. Патент N 2032760 на изобретение: "Способ получения изделий из циркониевых сплавов". МКИ C 22 F 1/18, публ. 10.04.95. Б.И. N 10.
5. Glen Stapleton. "COLD PILGER TECHNOLOGY". 1683 W.216th Street Sheridan, USA, 1996.
6. В.Л. Колмогоров. Напряжения. Деформации. Разрушение. М.: Металлургия, 1970.
7. Патент N 2025155 на изобретение: "Способ производства проката из цветного металла". МКИ B 21 B 19/02, 23/00, 3/00, публ. 30.12.94. Б.И. N 24.
8. Г. Ф. Филимонов, О.А. Никишов. Прокатка циркониевых труб. М.: Металлургия, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ (ВАРИАНТЫ) | 1997 |
|
RU2123065C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2156174C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ ПОДГРУППЫ ТИТАНА И СПЛАВОВ НА ИХ ОСНОВЕ | 2013 |
|
RU2529257C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2092259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ ВЫСОКОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2018 |
|
RU2697309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМПУЛЬНО-ПОРОШКОВОЙ СИСТЕМЫ | 1995 |
|
RU2128566C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБОТОНКОСТЕННЫХ ТРУБ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ИХ ОТЖИГА | 2004 |
|
RU2282676C2 |

Способ получения изделий из циркониевых и титановых сплавов путем холодной прокатки заготовок, либо на валковых станах, либо первоначально на станах валкового, а затем роликового типа, с промежуточным и окончательным отжигом. При этом многостадийную холодную прокатку изделий на станах валкового типа ведут с возрастанием частных степеней деформации относительно начальной стадии прокатки с суммарной деформацией, превышающей 90% для циркониевых сплавов и 70% для сплавов из титана. При изготовлении труб отношение деформации по стенке к деформации по внутреннему диаметру определяется величиной 20>Q<1,0, а степень деформации по внутреннему диаметру на всех стадиях холодной прокатки не превышает 50%, где Q = Es/Ed, Es = (Sзаг - Sтруб)/Sзаг, Ed = (dзаг - dтруб)/dзаг, Sзаг -толщина стенки заготовки, Sтруб - толщина стенки трубы, dзаг - внутренний диаметр заготовки, dтруб - внутренний диаметр трубы. На заключительных стадиях прокатки на роликовых станах значение частной деформации может быть ниже, чем на начальных стадиях на стане валкового типа. Изобретение обеспечивает условия деформации без нарушения сплошности материала изделий, получение однородной структуры, благоприятной ориентации гидридов по длине и сечению изделий. 2 з.п. ф-лы, 5 ил., 1 табл.
Q = Es/Ed, Es = (Sзаг - Sтруб)/Sзаг;
Ed = (dзаг - dтруб)/dзаг;
Sзаг - толщина стенки заготовки;
Sтруб - толщина стенки трубы;
dзаг - внутренний диаметр заготовки; dтруб - внутренний диаметр трубы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки циркония и егоСплАВОВ | 1979 |
|
SU817089A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Займовский А.С | |||
| и др | |||
| Циркониевые сплавы в ядерной энергетике | |||
| - М.: Энергоатомиздат, 1994 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Полуфабрикаты из титановых сплавов | |||
| - М.: Металлургия, 1979 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2032760C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Воздушная турбина | 1925 |
|
SU1683A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Колмогоров В.Л | |||
| Напряжения | |||
| Деформации | |||
| Разрушение | |||
| - М.: Металлургия, 1970 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА ИЗ ЦВЕТНОГО МЕТАЛЛА | 1988 |
|
RU2025155C1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Филимонов Г.Ф | |||
| и др | |||
| Прокатка циркониевых труб | |||
| - М.: Металлургия, 1988 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ЦИРКОНИЯ | 1971 |
|
SU424912A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| SU, 494435, 11.12.75 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| SU, 501114, 18.10.76 | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| SU, 1019007, A, 23.05.83 | |||
| Насос | 1917 |
|
SU13A1 |
| SU, 1225662 A1, 23.04.86 | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| SU, 435875 A, 23.12.74. | |||

