Изобретение относится к деревообрабатывающей промышленности и может быть использовано при обработке древесных материалов нагретыми инструментами.
Известно технического решение (Патент RU N 2034698, B 27 M 1/06, 1995), в котором осуществляют взаимодействие древесины с нагреваемым инструментом, при этом происходит разогрев древесины в зоне контакта ее с нагреваемым инструментом до температуры, обеспечивающей образование в указанной зоне слоя, в котором происходит разрушение высокомолекулярных составляющих, т.е. лигнина, целлюлозы и гемицеллюлозы, которые составляют каркас клеточной структуры. Происходит процесс разрушения молекулярных цепей - термодеструкция, что обеспечивает эффективность процесса резания за счет его безотходности. В результате неоднородности структуры древесины сложно обеспечить стабильность деструкции древесного материала и надежность используемого инструмента.
Недостатками известного технического решения являются низкая стабильность процесса деструкции обрабатываемого материала, плохое качество реза с наличием обугливания, требующее дополнительной обработки поверхностей реза, быстрый износ инструмента, а также ограниченное применение способа, т.е. только для (разделения) разрезания древесных материалов.
Известно также техническое решение (Патент RU N 2045394, B 27 M 1/06, 1995 - прототип), в котором с помощью нагретого инструмента при взаимодействии его с древесным материалом осуществляют образование разрушающего слоя в зоне контакта древесного материала с нагретым инструментом, обеспечивающего состояние термодеструкции.
Недостатками известного технического решения также являются низкая стабильность процесса деструкции обрабатываемого материала, плохое качество реза с наличием обугливания, требующее дополнительной обработки поверхностей реза, быстрый износ инструмента, а также ограниченное применение способа, т. е. только для (разделения по образовавшемуся разрушающему слою) разрезания древесных материалов.
Цель изобретения - повышение качества обработки древесного материала нагретым инструментом, интенсификация процесса, повышение срока службы инструмента и расширение технологической возможности использования обработанной поверхности.
Поставленная цель достигается тем, что в способе обработки древесного материала нагретым инструментом, включающем обеспечение контакта древесного материала с нагретым инструментом, разрушающий слой в зоне обработки древесного материала нагретым инструментом создают в виде расплава древесного вещества путем механотермоплавления; нагретый инструмент подвергают механическим колебаниям вдоль его оси, а в поперечном направлении на него воздействуют акустическим полем: расплавленный древесный слой образуют внутри древесной заготовки или между двумя древесными заготовками.
Изобретение имеет следующие отличия от прототипа:
- разрушающий слой в зоне обработки древесного материала нагретым инструментом создают в виде расплава древесного вещества путем механотермоплавления;
- нагретый инструмент подвергают механическим колебаниям вдоль его оси, а в поперечном направлении на него воздействуют акустическим полем;
- расплавленный древесный слой образуют внутри древесной заготовки или между двумя древесными заготовками.
Это позволит повысить качество обработки древесного материала нагретым инструментом, интенсифицировать процесс, повысить срок службы инструмента и расширить технологическую возможность использования обработанной поверхности.
В просмотренном нами патентно-информационном фонде не обнаружено аналогичных технических решений, а также технических решений с указанными отличиями.
Заявленное техническое решение применимо и будет внедрено на предприятиях отрасли в 1999-2000 г.г.
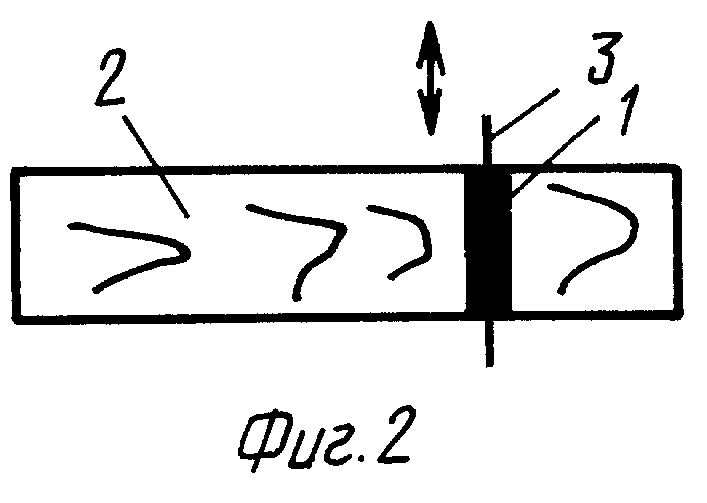
На фиг. 1 изображена схема устройства для выполнения способа;
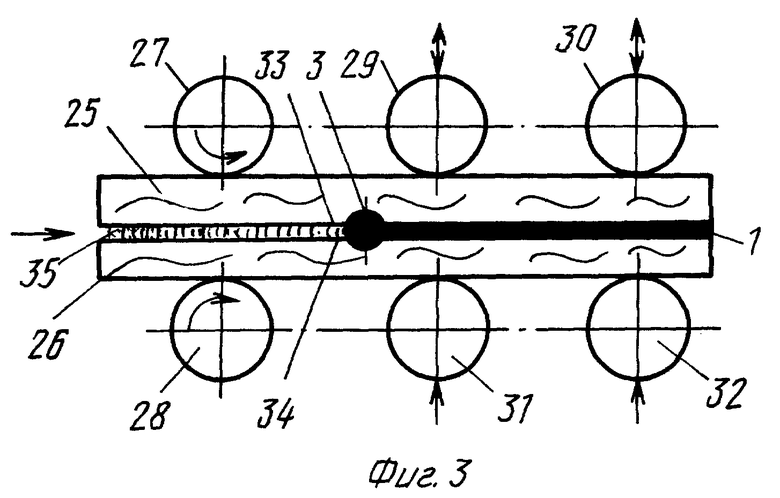
на фиг. 2 - схема выполнения способа в случае, когда расплавленный древесный слой создают внутри древесного материала (заготовки), вид со стороны подачи материала;
на фиг. 3 - схема выполнения способа в случае, когда расплавленный древесный слой создают между двумя древесными заготовками, вид сверху.
Устройство для образования разрушающего слоя 1 в зоне обработки древесного материала 2 нагретым инструментом 3 включает нагреваемый инструмент 3, который выполнен, например, в виде замкнутой проволоки 4 (или полосы), надетой на обечайки двух шкивов 5 и 6, выполненных из электроизоляционного материала. Обечайки (не показаны) выполнены из материала, обладающего малым электрическим сопротивлением. К ободам двух шкивов 5 и 6 подведено безопасное напряжение от электрического источника (не показано), в котором предусмотрена регулировка величины тока. Регулирование температуры нагрева инструмента 3 осуществляется путем изменения сопротивления, введенного в электрическую схему, реостата. Шкивы 5 и 6 установлены соответственно на валах 7 и 8. В устройстве предусмотрено приспособление 9 для натяжения инструмента 3 в продольном направлении.
Для повышения стойкости инструмента 3 на свободные от резания древесины части инструмента 3 подают сжатый воздух. Подача воздуха регулируется заслонками на соплах 10 и 11. Узел подачи древесного материала 2 выполнен в виде подвижного стола 12 с регулируемой скоростью, величина которой определяется температурой инструмента 3, давлением, определяемым сопротивлением резанию и влажностью древесного материала 2.
Устройство снабжено механизмами 13 и 14 колебания нагреваемого инструмента 3. Механизм 13 колебания нагреваемого инструмента 3 вдоль его оси выполнен в виде размещенного на валу 15 привода 16 кривошипно-шатунного механизма 17, кинематически связанного посредством контура 18 с нагреваемым инструментом 3. Контур 18 выполнен в виде охваченных тросиком 19 ведущего 20 и двух ведомых колес 21 и 22, имеющих диаметр одинаковой с диаметром ведущего колеса 20. Имеется натяжитель 23 для натяжения тросика 19, а механизм 14 колебания нагреваемого инструмента 3 в поперечном направлении выполнен в виде источника акустических колебаний 24, создающего поперечные ультразвуковые вибрации.
Для реализации способа создания древесного расплавленного слоя между двумя заготовками 25 и 26 используют устройство с этим же приводом, но узел подачи заготовки выполнен в виде подающих вальцов 27 и 28. Кроме того, использование прижимных вальцов 29, 30, 31 и 32 позволит одновременно соединять обрабатываемые заготовки.
Способ выполняли следующим образом.
Пример 1. Древесный материал 2 укладывали на подвижный стол 12. Подавали напряжение на инструмент 3 и обеспечивали температуру более 850oC. Включали привод 15 и приводили в контакт древесный материал 2 с нагреваемым инструментом 3 путем перемещения стола 12 с древесным материалом 2 на двигающийся инструмент 3. Контакт инструмента 3 с древесным материалом 2 осуществляли в течение времени менее 0,02 с. При этом инструмент 3 от механизма 13 совершал колебания вдоль своей оси с частотой не менее 50 Гц при амплитуде не менее 0,01 м. Кроме того, инструмент 3 совершал колебания в поперечном направлении от источника 24 акустических колебаний механизма 14 с частотой не менее 10 кГц и амплитудой до 5...10 мкм. Путем механотермоплавления получали разрушающий слой 1 внутри древесной заготовки в зоне обработки древесного материала 2 нагретым инструментом 3 в виде расплава древесного вещества, что позволило разделить (разрезать) древесный материал 2, получив при этом поверхности реза высокого качества без изменения их цвета и малой шероховатости (см. фиг. 2).
Пример 2. Древесный материал в виде заготовки 25 и 26 с предварительно нанесенным на их внутренние поверхности 33 и 34 слоя древесной пыли (муки) 35 размещают между подающими вальцами 27 и 28 и осуществляют их подачу со скоростью 0,2-0,4 м/с на нагретый двигающийся инструмент 3 (плоского или круглого сечения). Инструмент совершает продольные и поперечные колебания (как и в примере). В результате в зоне обработки нагретым инструментом 3 между древесными заготовками 25 и 26 образуется расплавленный слой 1 древесного вещества (толщиной не более 50 мкм), который при дальнейшем продвижении заготовок 25 и 26 при попадании в зону прижимных валков 29, 30, 31 и 32 позволяет прочно соединить обработанные таким образом заготовки. Величина прижимного усилия должна быть таковой, чтобы обеспечить давление контактирующих поверхностей около 5,8 МПа. Время нахождения в контакте деталей после их соединения должно быть таким, чтобы обеспечивалось понижение температуры в расплавленном слое до 100oC.
Таким образом, изобретение позволяет повысить качество обработки древесного материала нагретым инструментом за счет создания в зоне контакта инструмента и древесного материала разрушающего слоя в виде расплавленного древесного вещества, что позволяет расширить технологические возможности путем использования этого способа не только для разделения древесного материала, но и качественного соединения обработанных таким образом древесных заготовок.
Использование необходимой для проведения процесса высокой температуры нагрева более 850oC возможно лишь при резком сокращении времени контакта древесного материала с нагретым инструментом, что обеспечивает интенсификацию процесса. При этом необходимое для обеспечения процесса и качества разрушающего слоя давление инструмента создают частично за счет того, что осуществляют дополнительно его колебания (продольные и поперечные), что исключает высокие нагрузки на инструмент, обеспечивает стабильность условий его работы и способствует повышению срока его службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗАНИЯ ДРЕВЕСНОГО МАТЕРИАЛА НАГРЕТЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2162406C1 |
| СПОСОБ СОЕДИНЕНИЯ ДРЕВЕСНЫХ ЗАГОТОВОК | 1999 |
|
RU2162405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНО ДЕФОРМИРУЕМОГО ИЗГИБОМ ПЛОСКОСТНОГО ЭЛЕМЕНТА | 2002 |
|
RU2259271C2 |
| СПОСОБ ОБРАБОТКИ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2497663C1 |
| ТЕРМОПЛАСТИЧНОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2138526C1 |
| СПОСОБ ПРОПИТКИ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2002 |
|
RU2218273C1 |
| СПОСОБ СНИЖЕНИЯ ШЕРОХОВАТОСТИ И РАЗНОТОЛЩИННОСТИ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2313450C1 |
| Устройство для увлажнения и термопрессования декоративных мебельных деталей | 1984 |
|
SU1191289A1 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122944C1 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2089385C1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при обработке древесных материалов нагретыми инструментами. При обработке древесного материала нагретым инструментом разрушающий слой в зоне обработки древесного материала нагретым инструментом создают в виде расплава древесного вещества путем механотермоплавления. Нагретый инструмент подвергают механическим колебаниям вдоль его оси, а в поперечном направлении на него воздействуют акустическим полем, причем расплавленный древесный слой образуют внутри древесной заготовки или между двумя древесными заготовками. Изобретение повышает качество обработки древесного материала нагретым инструментом, интенсифицирует процесс, повышает срок службы инструмента и расширяет технологические возможности использования обработанной поверхности. 2 з.п.ф-лы, 3 ил.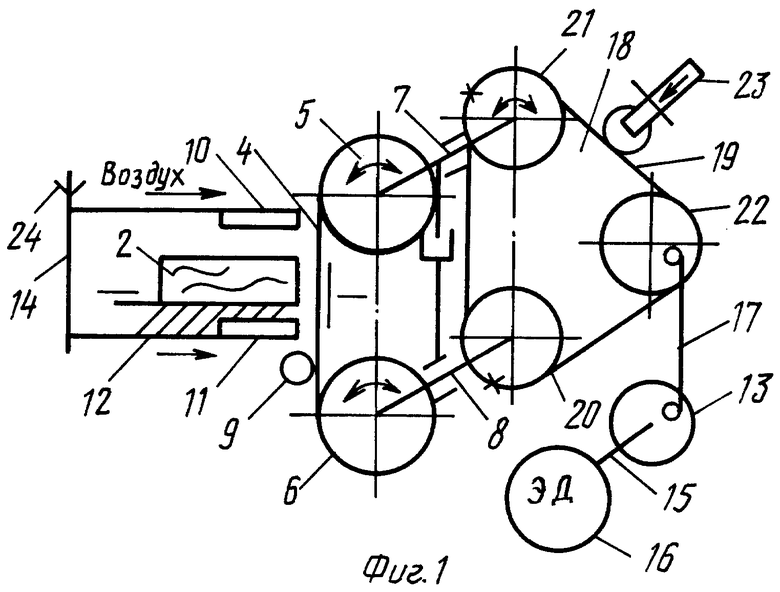
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
