Изобретение относится к способу разрезания профилированных пленок, а также к установке для осуществления этого способа.
Из US 5327805 известен способ разрезания профилированных пленок с помощью вращающейся режущей пленки, которая образует плоскую поверхность с кругообразной периферией, вращается вокруг центра круга и в натянутой по поверхности плоскости - плоскости пленки, причем, совершая относительное движение, периферия приводится в соприкосновение с профилированной пленкой таким образом, что в результате истирания удаляется материал, и в профилированной пленке образуется разделительная щель, и материал удаляется только с профилированной части пленки, причем толщина режущей пленки больше толщины профилированной пленки.
Пленки с зигзагообразным профилем применяют, например, в качестве элементарных конструктивных элементов для упорядоченных набивок разделительных колонн, в которых данные пленки уложены вертикальными слоями параллельно друг другу. Такие профилированные пленки изготовляют, например, методом плиссировки из плоской металлической полосы, причем образуются прямолинейные кромки сгиба. Металлическая полоса представляет собой тонкую пленку, толщина которой составляет, например 0,1 мм. Как правило, эта пленка уже до плиссировки имеет микроструктуру в виде бороздок. Плиссированную металлическую полосу разрезают на части, длина которых зависит от условий монтажа в разделительной колонне. Так как кромки сгиба выполнены прямолинейными, при разрезании образуется кромка разреза, имеющая периодический профиль. Благодаря этому обстоятельству металлические полосы можно разрезать фасонными ножницами на любую длину.
В то время как в случае упорядоченных набивок, состоящих из таких плиссированных пленок, имеют место прямолинейные проточные каналы, как правило, в виде перекрестной канальной структуры, в измененной форме этого типа набивки каналы выполнены уже не прямолинейными. При этом пленки в слоях профилированы таким образом, что кромки каналов в краевых зонах изогнуты. Металлические полосы, снабженные таким профилем, уже невозможно разрезать фасонными ножницами на части любой длины. Это является следствием того, что профиль кромки разреза уже не является периодическим.
Задачей изобретения является создание способа, который позволяет разрезание профильных металлических полос, в которых кромки разреза не имеют периодических профилей.
Данная задача в способе разрезания профилированных пленок с помощью вращающейся режущей пленки, которая образует плоскую поверхность с кругообразной периферией, вращается вокруг центра круга и в натянутой по поверхности плоскости - плоскости пленки, причем, совершая относительное движение, периферия приводится в соприкосновение с профилированной пленкой таким образом, что в результате истирания удаляется материал, и в профилированной пленке образуется разделительная щель, и материал удаляется только с профилированной части пленки, причем толщина режущей пленки больше толщины профилированной пленки согласно изобретению решается тем, что для радиуса кругообразной режущей пленки выбирают значение 100-500 мм, и вращение режущей пленки опытным путем согласуется с выбором материалов так, что точки поверхности периферии движутся с достаточно высокой скоростью, с одной стороны, в профилированной пленке образуется разделительная щель с острыми кромками и, с другой стороны, на режущей кромке имеет место минимальный съем материала, причем в режущей пленке и в профилированной пленке, которые являются металлическими, и толщина которых составляет 0,3 мм и соответственно 0,1 мм, окружная скорость составляет больше приблизительно 50 м/сек.
Режущая и профилированная пленки состоят из металлических сплавов.
Профилированная пленка при разрезании фиксируется в зажимном устройстве, и вращающаяся режущая пленка совершает поступательное движение в плоскости пленки.
Режущая пленка на периферии проходит в направляющей щели без соприкосновения на слоях воздуха, причем выбрана ширина щели, которая приблизительно на 0,1-0,5 мм, предпочтительно на 0,15-0,25 мм больше толщины режущей пленки.
Профилированную пленку изготовляют формованием из плоской металлической полосы, и линии гребней профиля находятся в двух параллельных друг другу плоскостях.
Из патента US 5327805 известна также установка для разрезания профилированных пленок, содержащая устройство для перемещения профилированной пленки и соединенную с приводом режущую пленку, установленную с возможностью перемещения относительно профилированной пленки.
Задачей изобретения является также создание установки для осуществления рассмотренного выше способа согласно изобретению.
Поставленная задача в установке для разрезания профилированных пленок, содержащей устройство для перемещения профилированной пленки и соединенную с приводом режущую пленку, установленную с возможностью перемещения относительно профилированной пленки, согласно изобретению решается тем, что она снабжена устройством для ее автоматического управления, линейным электродвигателем, связанным с приводом режущей пленки для ее перемещения относительно профилированной пленки для ее фиксации во время разрезания, выполненным с направляющей щелью для режущей пленки и с возможностью возвратно-поступательного перемещения посредством линейного электродвигателя для смены открытого и закрытого состояний зажимного устройства, при этом привод режущей пленки выполнен в виде асинхронного электродвигателя.
За пределами зажимного устройства предусмотрено положение ожидания для режущей пленки, а, по меньшей мере, один конец направляющей щели выполнен с постоянно увеличивающейся шириной для обеспечения вхождения в нее режущей пленки без касания.
Установка снабжена двумя зажимными тарелками, между которыми с возможностью съема установлена режущая пленка, при этом одна тарелка жестко связана с приводом режущей пленки, а вторая - расположена с возможностью съема для замены режущей пленки.
Установка снабжена обшивкой с уплотнением, выполненным, в частности, из щеток и соединенным с обшивкой вытяжным устройством, а режущая пленка с приводом размещены в указанной обшивке.
Режущая пленка по сравнению с металлическими полосами, из которых выполнены профилированные пленки, может иметь относительно большую толщину. Она может быть тонким листом, имеющим толщину в несколько десятых миллиметра. В то время как профилированная пленка может изготовлена из искусственного материала, выбор материала режущей пленки ограничен по практическим причинам. Для плиссированных синтетических пленок предпочтительна режущая пленка тоньше разрезаемой пленки.
Зависимые пункты 2-5 и 8-10 формулы изобретения относятся к предпочтительным вариантам осуществления способа согласно изобретению и соответственно установки согласно изобретению. Пункт 6 относится к использованию способа.
Изобретение поясняется ниже со ссылкой на чертежи, на которых:
фиг. 1 - упрощенное изображение режущей пленки, вид снизу, с помощью которой согласно изобретению разрезается профилированная пленка,
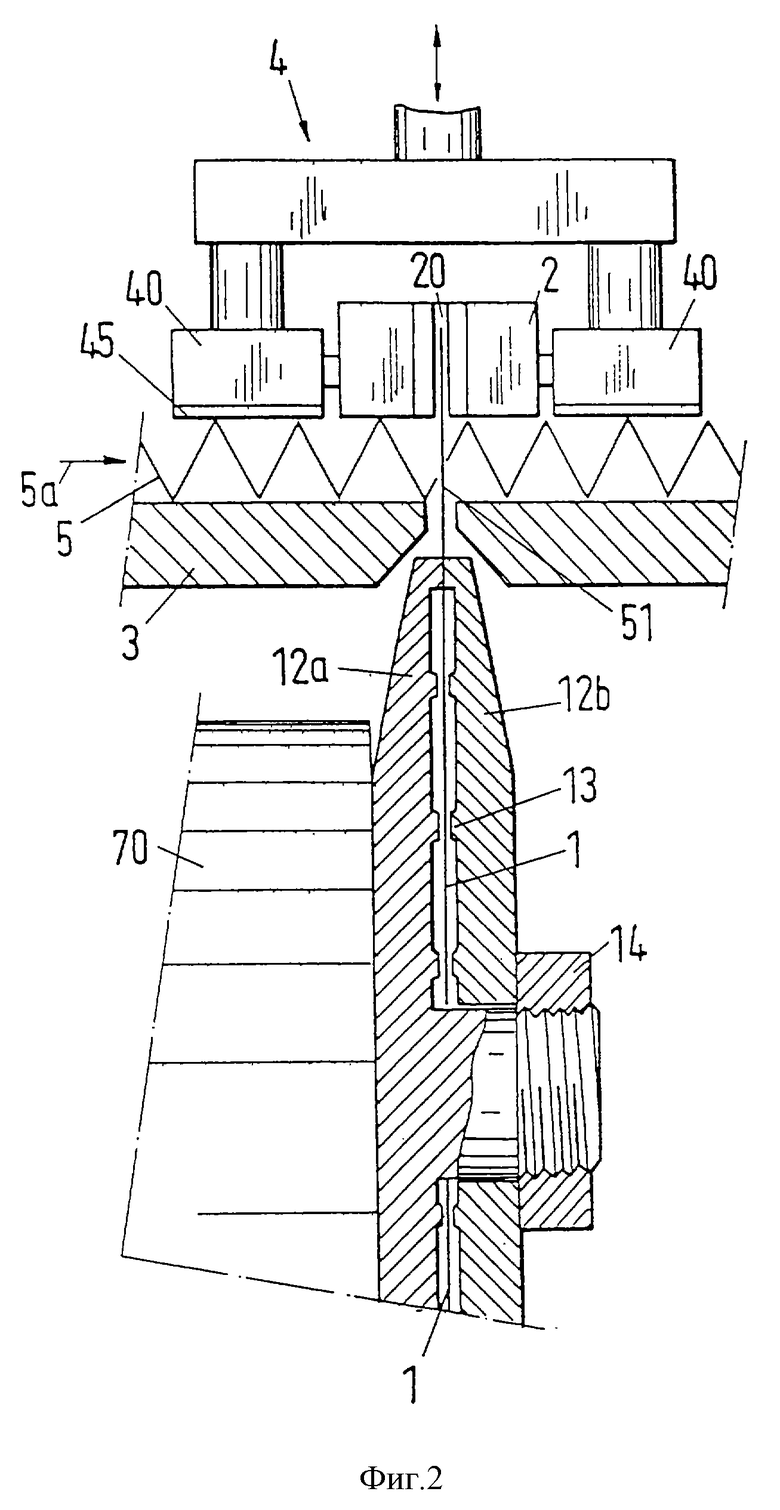
фиг.2 - деталь установки согласно изобретению,
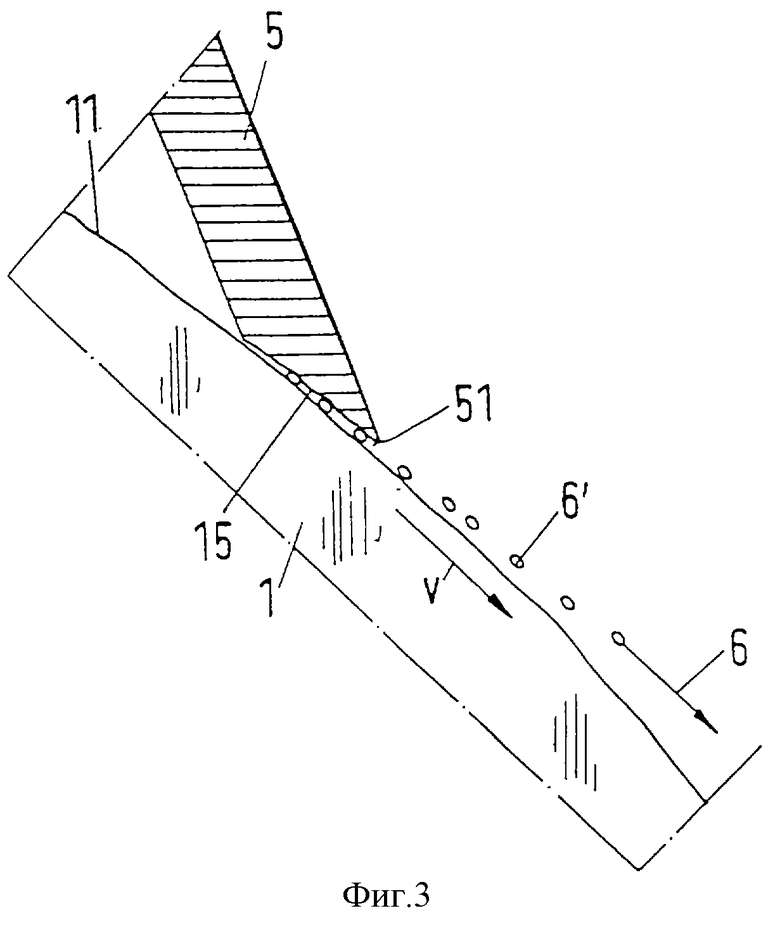
фиг. 3 - иллюстрация рабочего процесса при разрезании профилированной пленки,
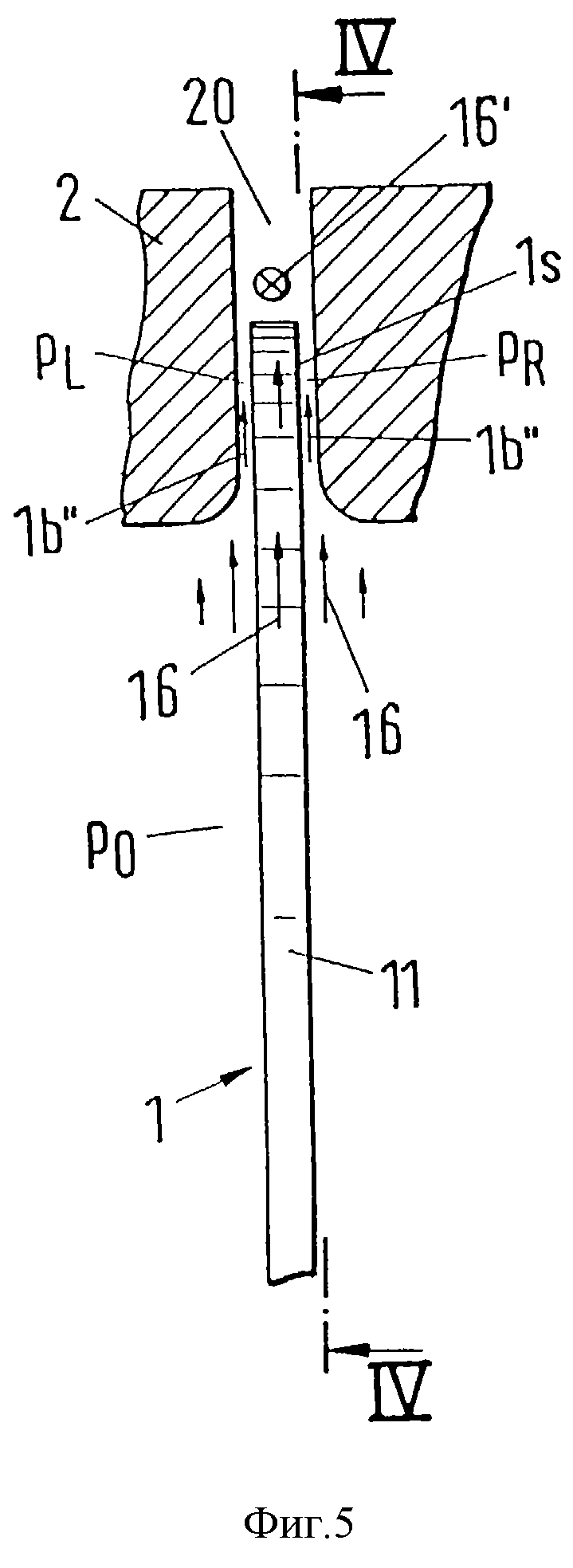
фиг. 4 - вид сбоку в разрезе вращающейся режущей пленки с изображением увлекаемого воздуха,
фиг. 5 - соответствующий фиг. 4 вид в направлении плоскости вращения, причем фиг.4 представляет собой вид сбоку по линии IV-IV,
фиг.6 - схематическое изображение установки согласно изобретению.
На фиг.1 показана упрощенно режущая пленка 1 в виде диска с центром 10 и периферией 11. Для лучшей ориентации указаны оси x, y и z ортогональной системы координат. Стрелки 1а и 1b указывают направление вращения ревущей пленки 1 вокруг центра 10 и соответственно поступательное движение центра 10 в направлении оси y. Плоскость пленки, а именно, натянутая режущей пленкой 1 плоскость, параллельна оси y и z. Верхний сегмент круга 1s режущей пленки 1 проходит внутри щели 20 устройства 2. Между верхней стороной 35 опорной плиты 3, которая изображена только частично, и направляющим устройством 1, а также фиксирующей траверсой 40 вставлена профилированная пленка 5. Процесс разрезания согласно изобретению представлен на фиг.1 в момент времени, в который осуществляется удаление материала в точке 15. Уже выполненная разделительная щель 51 в данный момент заканчивается в этой точке 15 на периферии 11 режущей пленки 1. Полученные в этом месте отходы, то есть удаленный материал, обозначены стрелками 6.
Профилированная пленка 5 предназначена для содержащего каналы 50 слоя набивки колонны. Линии 52 кромок расположены на двух параллельных поверхностях 53а и 53b. Образованный пленкой 5 слой имеет боковую кромку 54, проходящую в направлении оси x. В краевой зоне на боковой кромке 54 каналы 50 имеют изогнутые участки 50'. По причине этой формы краевой зоны невозможно применить фасонные ножницы для того, чтобы разрезать пленку 5 в любом месте.
После разрезания пленки 5 вращающаяся режущая пленка 1 отходит назад в положение ожидания за пределами направляющего устройства 2. Устройство 2 и фиксирующая траверса 40 несколько приподнимаются так, что отрезанная часть пленки удаляется и можно подавать новую часть пленки в направлении оси x (стрелка 5а). Затем пленка 5 снова фиксируется траверсой 40, которая имеет на своей нижней стороне обладающий резиноподобной эластичностью слой 45. Видимый конец 21 направляющей щели 20 выполнен с постоянно увеличивающейся шириной щели так, что благодаря такой форме режущая пленка при следующем образовании разделительной щели 51 может, не прикасаясь, входить в направляющую щель 20.
На фиг.2 показана часть установки, с помощью которой осуществляется способ согласно изобретению. Режущая пленка 1 закреплена съемно между двумя зажимными тарелками 12а и 12b. Одна зажимная тарелка 12а жестко соединена с неизображенным приводным валом электродвигателя 70; вторую зажимную тарелку 12b можно снимать для замены режущей пленки 1 путем отвинчивания гайки 14. Зажимные тарелки 12 и 12b обладают упругой деформацией и имеют на зажимных поверхностях кольцеобразные выступы 13, с помощью которых можно создать особенно высокие локальные зажимные усилия. Зажимное усилие между обеими зажимными тарелками 12а и 12b можно увеличить дополнительными неизображенными соединительными болтами.
Между опорной плитой 3 и зажимным устройством 4 в направлении стрелки 5а зафиксирована вдвинутая профилированная пленка 5; вращающаяся режущая пленка 1 образует в пленке 5 разделительную щель 51. Совершающими движение вверх и вниз частями зажимного устройства 4 являются две фиксирующие траверсы 40 с прижимными слоями 45 и устройство 2 с направляющей щелью 20. Электродвигатель 70 представляем собой предпочтительно асинхронный двигатель, который может вращать вал с числом оборотов примерно 9000 об/мин.
Для радиуса кругообразной режущей пленки выбрано значение 100-500 мм. Вращение режущей пленки 1 опытным путем согласуется с материалами так, что см. фиг. 3 - точки поверхности периферии 11 движутся с достаточно высокой скоростью v. Температура профилированной пленки 5 увеличивается на рабочем участке 15 до высоких значений, которые могут быть близки точке плавления материала пленки 5. В таких условиях образующиеся в разделительной щели 51 частицы 6' вырезаются из поверхности соприкосновения и удаляются с нее (стрелка 6). При достаточно высокой скорости v создается разделительная щель 51 с острыми кромками, на боковых сторонах которой практически не возникает никаких изменений, например цветов побежалости. Скорость v устанавливается по возможности минимальной так, чтобы съем материала с режущей пленки 1 был минимальным. На основании опыта в случае режущей пленки 1 и профилированной пленки 5, которые выполнены из металла и толщина которых составляет соответственно 0,3 мм и 0,1 мм, окружная скорость составляет приблизительно более 50 м/с.
В направляющей щели 20 - см. фиг.4 и 5 - режущая кромка 1 проходит по периферии 11 на участке сегментной части 1s без касания по слоям воздуха между сторонами щели 20 и поверхностями части 1s. Выбирается такая ширина щели 20, которая приблизительно на 0,1-0,5 мм, предпочтительно на 0,15-3,25 мм больше толщины режущей пленки 1. Стрелками 16, 16' и 16'' изображен воздух, увлекаемый поверхностью вращающейся пленки 1. Поток воздуха сильно тормозится в щели 2. Возникают давления рL и pR на участке сегментной части 1s, которые больше давления окружающего воздуха рo. На стороне сегментной части 1s, на которой слой воздуха уже, создается большее торможение увлеченным потоком воздуха, которое связано с большим увеличением давления (фиг. 5: рL>рR). Благодаря образованной таким образом разности давлений между боковыми слоями воздуха сегментной части 1s происходит центрирование пленки 1 в щели 20 и тем самым прохождение через эту щель 20 без соприкосновения.
Изображенная на фиг. 6 установка 7 содержит следующие составные части: приводной двигатель 70 для режущей пленки 5; соединенный с приводом 70 линейный электродвигатель 71, с которым возможно выполнение относительного движения 1b см. фиг.1; зажимное устройство 4 для профилированной пленки 5, которое фиксирует пленку во время разрезания; устройство 72 для перемещения профилированной пленки (перемещение в направлении стрелки 5а); устройство управления 9 для автоматической работы установки 7.
Зажимное устройство 4 содержит неизображенный линейный электродвигатель для возвратно-поступательного движения, с помощью которого можно осуществить смену состояния зажимного устройства между открытым и закрытым состояниями. Оно содержит также направляющее устройство 2 (см. фиг.2). Устройство управления 9 по линиям управления 91, 92 и 94 соединено с составными частями 71, 72 и 4.
Режущая пленка 1 установлена со своим приводом 70 в обшивке 8. Предпочтительно к обшивке 8 присоединено вытяжное устройство 80 для удаления материала шлангом 82. Предусмотрено уплотнение обшивки 8 в виде щеток 81.
Способ согласно изобретению особенно пригоден для разрезания профилированной пленки 5, изготовленной формованием из плоской металлической пленки, причем линии гребней 52 профиля расположены на двух параллельных друг другу плоскостях 53а и 53b - см. фиг.1. Данный способ, разумеется, можно применять и в тех случаях, в которых возможно применение фасонных ножниц.


Изобретение относится к области резки и могут быть использованы при разрезании профилированных пленок. Резку металлической профилированной пленки толщиной 0,1 мм производят вращающейся металлической режущей пленкой толщиной 0,3 мм, которая образует плоскую поверхность с кругообразной периферией. Упомянутая периферия режущей пленки при относительном движении последней вводится в соприкосновение с профилированной пленкой таким образом, что в результате истирания в последней образуется разделительная щель. Радиус кругообразной периферии режущей пленки составляет 100-500 мм. Вращение режущей пленки опытным путем согласуют с выбором материала из условия обеспечения перемещения точек поверхности ее периферии с высокой скоростью для образования разделительной щели с острыми кромками. При этом на режущей кромке имеет место минимальный съем материала. Окружная скорость вращения режущей пленки составляет 50 м/с. Установка для разрезания снабжена устройством для ее автоматического управления, линейным электродвигателем, связанным с приводом режущей пленки для ее перемещения относительно профилированной пленки, а также зажимным устройством профилированной пленки для ее фиксации во время разрезания. Зажимное устройство имеет направляющую щель для режущей пленки и перемещается посредством линейного электродвигателя для смены открытого и закрытого состояний зажимного устройства. Привод режущей пленки представляет собой асинхронный электродвигатель. В результате обеспечивается возможность разрезания металлических профилированных полос, у которых кромки разреза не имеют периодического профиля. 2 с. и 7 з.п. ф-лы, 6 ил.
| US 5327805 А, 12.07.1994 | |||
| Устройство для поперечной резки полосового материала | 1988 |
|
SU1590227A1 |
| US 3742798, 03.07.1973 | |||
| US 4161383, 17.07.1979. | |||
