Изобретение относится к обработке металлов комбинированными способами, а именно к сварке с последующим пластическим деформированием, и может быть использовано для изготовления из пруткового материала или проволоки решеток различного назначения и ажурных решетчатых столбов, которые могут быть использованы как в качестве арматуры для железобетона и других композиционных материалов (в том числе при изготовлении конструкций, применяемых в сейсмоопасных районах), так и в качестве самостоятельных несущих и декоративных элементов.
Известна автоматическая линия для изготовления решеток, содержащая средство для подачи проволоки, устройство для изготовления каркаса решетки, состоящее из механизма для гибки проволоки, средство для ее сварки, устройство для снятия грата и средство для подачи каркаса решеток, устройство для раскладки поперечных проволок, механизм для подачи каркаса с поперечными проволоками, сварочное устройство, гибочное устройство с отрезным механизмом, устройство для укладки решеток и лоток для готовых решеток (Патент RU 2062676, B 21 F 27/10).
Все станки для сварки решеток имеют, как правило, бункера-накопители прутков либо бобины с бунтами проволоки по количеству элементов основы готовой решетки и дополнительный накопитель поперечных прутков или бобину, а также правильно-отрезное устройство поперечного элемента - прутка. В результате чего:
- требуются значительные производственные площади для размещения необходимого количества бобин или бункеров-накопителей;
- уменьшается производительность станка из-за увеличения вспомогательного времени на трудоемкую поочередную (не одновременную) замену бобин;
- повышается выход брака из-за большого хода каретки, равного шагу перемещения на ячейку решетки, так как при непроваре одного или нескольких пересекающихся элементов, а также задержке или окончании подачи каких-либо из элементов основы полотно решетки деформируется и выбраковывается.
Известны устройства для производства столбчатых каркасов (в основном для производства железобетонных изделий), содержащие элементы формовки спиралей с заданным шагом, а также механизмы подачи, укладки и пошагового перемещения продольных несущих соединяющих (армирующих) элементов с последующей сваркой с отформованной спиралью в местах пересечения (см. патент РФ №2008411, МПК Е 04 С 3/34; патент РФ №2059052, МПК Е 04 С 3/34).
Ввиду того, что производимые изделия имеют объемно-пространственную форму, станки занимают большой объем и имеют очень сложную конструкцию.
Наиболее близким к предлагаемому решению является устройство для изготовления сеток, которое содержит смонтированные на станине сварочный механизм с электродами и механизм шагового перемещения сеток. Последний выполнен в виде установленной на станине с возможностью возвратно-поступательного перемещения перпендикулярно оси подачи поперечных стержней балки с зацепами и толкателями (Патент RU 2020017, B 21 F 27/10).
Однако данный станок не предназначен для изготовления растягиваемых решетчатых конструкций, состоящих из плотно уложенных элементов без поперечных связующих элементов. Данный станок не позволяет регулировать размер сварных швов.
Задачей данного изобретения является увеличение производительности при улучшении качества изготавливаемых конструкций за счет улучшения эстетических и повышения прочностных характеристик конструкции путем использования шовной сварки по оригинальной схеме, возможность изготовления как плоских, так и объемных решетчатых конструкций, исключающих применение поперечных связующих элементов.
Поставленная задача решается тем, что в устройстве для изготовления решетчатых конструкций, включающем станину, механизмы подачи и перемещения элементов, блок сварки со сварочными головками, блок управления, согласно изобретению механизмы подачи и перемещения элементов выполнены с возможностью укладки заготовок вплотную параллельно друг к другу, а блок сварки содержит рампу подвода защитного газа.
Механизм перемещения выполнен с возможностью одновременного перемещения сваренного полотна на шаг, равный диаметру элемента, сварочные головки блока сварки закреплены на траверсе с возможностью перемещения по ней, при этом блок сварки снабжен общим управляющим приводным валом, имеющим пазы для подачи сварочной проволоки, каждая сварочная головка снабжена прижимными роликами с электромагнитным управлением.
Приводной вал выполнен со сменными втулками.
Механизм подачи совмещен с механизмом перемещения в единый блок и выполнен в виде вальцующих роликов с возможностью их взаимного перемещения, определяющего радиус кривизны кольцевого элемента.
Устройство дополнительно содержит ложемент-подложку из цветного металла. Изобретение поясняется чертежами, на которых:
фиг.1 - общий вид устройства для изготовления плоских заготовок решетчатых конструкций,
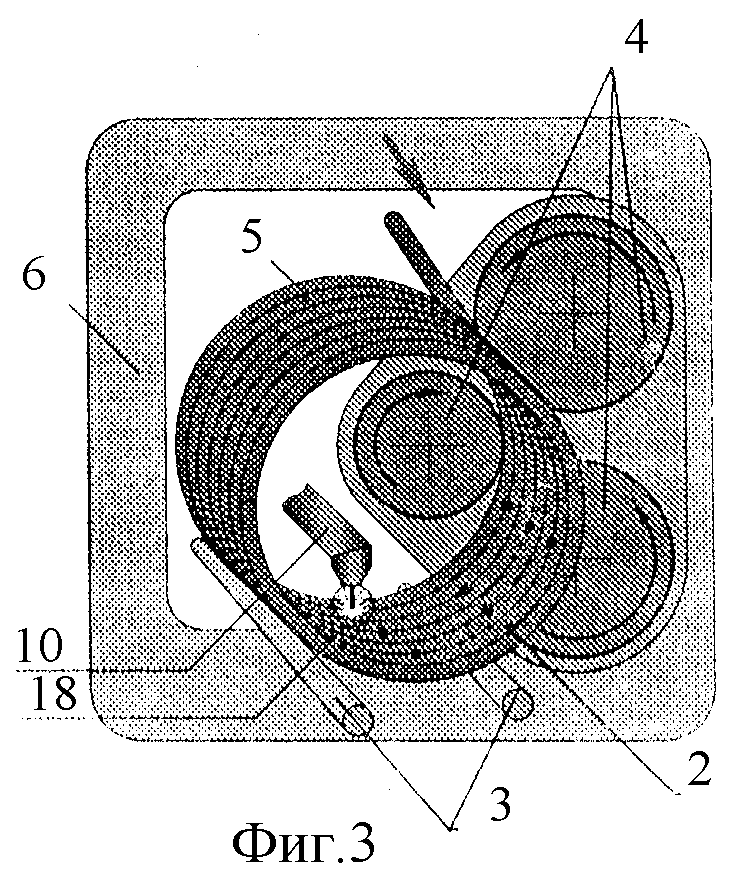
фиг.2 - схема рабочей части устройства для изготовления плоских заготовок,
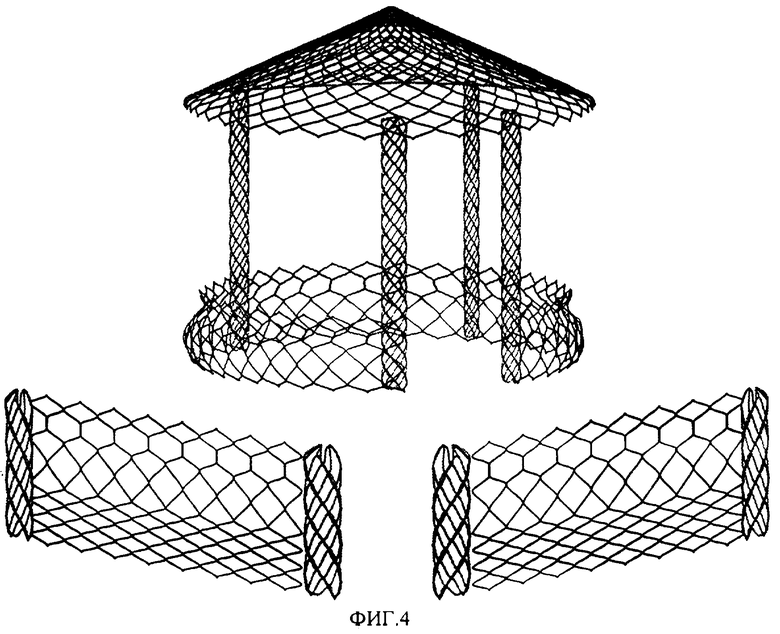
фиг.3 - схема рабочей части устройства для изготовления объемных заготовок решетчатых конструкций,
фиг.4 - примеры готовых конструкций,
где:
1 - элементы заготовки (прутки);
2 - сварные швы;
3 - направляющие;
4 - вальцующие ролики;
5 - элементы заготовки (витки проволочной спирали);
6 - станина;
7 - механизм подачи (а также правки и резки) проволоки в исходную зону;
8 - механизм пошагового перемещения (например, грейферный);
9 - траверса;
10 - сварочные головки;
11 - управляемый приводной вал;
12 - прижимные ролики;
13 - рампа подвода защитного газа;
14 - источник сварочного тока;
15 - блок управления;
16 - исходная зона;
17 - рабочая зона;
18 - зона сварки в рабочей зоне;
19 - ложемент (подложка);
20 - зона сваренного полотна;
21 - бобина (бухта) со сварочной проволокой.
Для изготовления решетчатых конструкций формируют заготовки из элементов, в качестве которых могут выступать прутки 1, предварительно нарезанные либо разматываемые из бухты, витки спирали 5 либо замкнутые кольца. Элементы укладывают параллельно вплотную друг к другу и сваривают между собой дуговой сваркой прерывистыми швами 2 заданной протяженности локально в заданных точках, чтобы сформировать ячейки решетки требуемой формы и размера. Наиболее технологичное соединение элементов решетчатых конструкций достигается сваркой нижним швом «в лодочку».
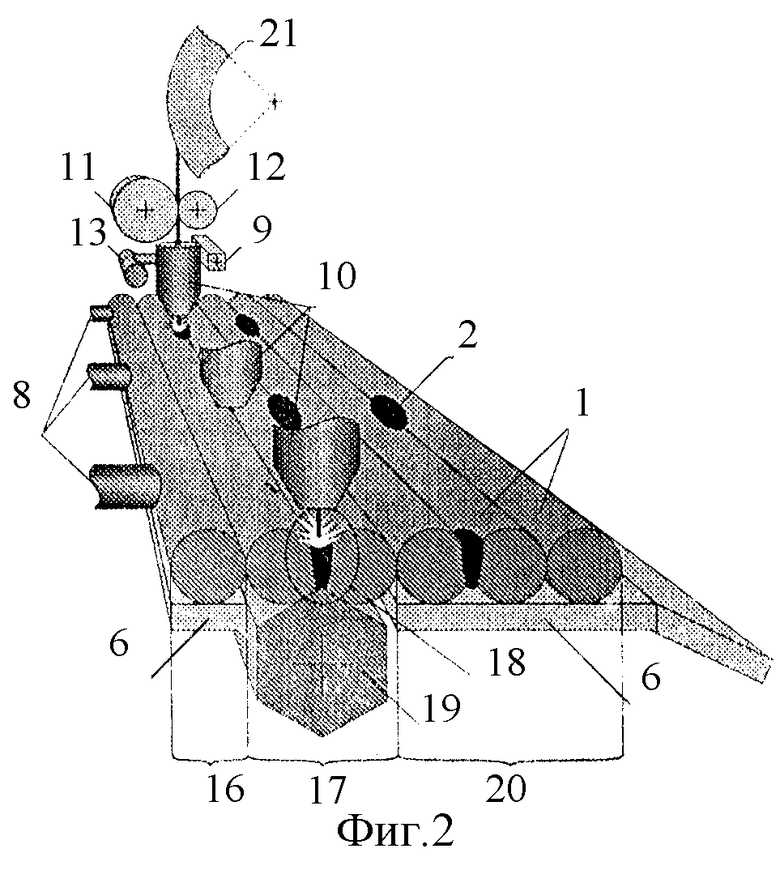
Устройство для изготовления плоских заготовок решетчатых конструкций (фиг.1) содержит установленный на станине 6 механизм подачи проволоки 7 (для случая применения предварительно выправленных нарезанных прутков). Устройство может быть дополнительно снабжено механизмом правки и резки в случае подачи проволоки из бухты. На станине также размещен механизм пошагового перемещения 8 (например, грейферный), траверса 9, на которой закреплены сварочные головки 10, выполненные с возможностью перемещения по траверсе. Сварочные головки 10 имеют общий управляемый приводной вал 11. Для подачи сварочной проволоки на валу могут быть выполнены кольцевые проточки либо вал может быть снабжен сменными втулками с направляющими пазами. Траверса 9 снабжена прижимными роликами 12 с электромагнитным управлением. Устройство имеет рампу 13 подвода защитного газа в рабочую зону сварки. Сварочные головки подключены к источнику сварочного тока 14. При этом все механизмы устройства соединены с блоком управления 15.
Нарезанные прутки проволоки с помощью механизма подачи 7 подаются в исходную зону 16, после чего с помощью грейферного механизма 8 пруток подают в рабочую зону 17. В зависимости от желаемой формы ячеек решетки прутки с помощью сварочных головок 10 сваривают шовной сваркой локально в заданных точках, определяющих характер рисунка и прочность соединения. Одновременно с процессом сварки осуществляют подачу следующего прутка в исходную зону 16. По окончании сварки механизмом 8 осуществляют перемещение поданного прутка в рабочую зону 17 и одновременное перемещение сваренного полотна на шаг, равный диаметру проволоки.
Прижимные ролики 12 осуществляют прижим сварочной проволоки к приводному валу 11, обеспечивающему подачу сварочной проволоки в зону сварки 18. С помощью рампы 13 подают защитный газ в зону сварки.
Блок управления 15:
- рассчитывает расположение сварных точек в полотне в соответствии с требуемым рисунком решетки и вычисляет рекомендуемый (номинальный) коэффициент растяжения конструкции;
- осуществляет управление всеми механизмами станка;
- осуществляет контроль качества сварки с возможностью исправления дефектов сварки.
Изготовление решетчатых конструкций из продольных, сваренных между собой элементов упрощает технологию и повышает производительность автоматизированного изготовления конструкций. Сварка параллельно уложенных элементов «в лодочку» обеспечивает качественное соединение элементов конструкции. При изготовлении конструкций больших размеров возможность растяжения сваренных заготовок на месте монтажа конструкций позволяет облегчить их складирование и транспортировку.
К преимуществам данного устройства следует отнести отсутствие отрезных ножей готового полотна, так как отделение полотен осуществляется на участке любой длины с шаговым перемещением механизма 8 без включения сварочных головок.
Устройство для изготовления объемных заготовок решетчатых конструкций (фиг.3) содержит станину 6, сварочную головку 10, вальцующие ролики 4, направляющие 3 для схода сваренной заготовки.
Устройство для изготовления объемных заготовок решетчатых конструкций (фиг.3) работает следующим образом. Проволока подается в вальцующие ролики 4, имеющие возможность взаимного перемещения, задающего необходимый радиус кривизны кольцевых элементов заготовки, формируется в кольцевую спираль. Одновременно с перемещением проволоки осуществляется локальная сварка соседних кольцевых элементов в заданных точках. При изготовлении объемных заготовок решетчатых конструкций из набора колец устройство дополнительно содержит механизм отрезки и формовки кольцевого элемента.
Предлагаемые устройства позволяют получать продукцию в свернутом виде, что уменьшает требуемые производственные площади, облегчает их складирование, транспортировку и позволяет необратимо разворачивать конструкцию на месте без предварительной выверки размеров.
Изобретение позволяет с минимальными расходами материалов получать прочные и соответствующие требованиям эстетики конструкции широкого применения как из плоских заготовок - решеток для ограждения, так и из объемных - столбов для армирования железобетонных конструкций в сейсмически опасных районах, а также в качестве энергопоглощающего ограждения автострад, значительно повышающего безопасность движения. Высокая степень эстетичности получаемых объемных конструкций значительно расширяет область их применения и превращает их в самостоятельный конструктивный, несущий (и/или декоративный) элемент, который может быть использован при создании малых архитектурных форм. Устройство позволяет расширить ассортимент изготавливаемых изделий без переналадки и изменения его конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТОК | 2000 |
|
RU2183542C1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ СТОЛБОВ | 2001 |
|
RU2201833C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Способ изготовления матов для затяжки рудничного крепления из проволочной решетки | 1984 |
|
SU1358782A3 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| Устройство для сборки и контактнойТОчЕчНОй СВАРКи пРОСТРАНСТВЕННыХАРМАТуРНыХ KAPKACOB | 1978 |
|
SU806211A1 |
| Способ изготовления двухслойных, изогнутых в форме дуги сварных решетчатых каркасов и установка для его осуществления | 1990 |
|
SU1804363A3 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
Изобретение относится к устройствам для обработки металлов комбинированными способами, а именно к сварке с последующим пластическим деформированием и может быть использовано для изготовления из пруткового материала или проволоки решеток различного назначения. Устройство содержит станину, механизмы подачи и перемещения элементов в виде прутков или проволоки, блок сварки со сварочными головками и блок управления. Блок сварки содержит рампу для подачи защитного газа. Механизмы подачи и перемещения элементов выполнены с возможностью укладки элементов вплотную, параллельно друг другу. Это позволит повысить производительность и улучшить качество изготавливаемых конструкций. 4 з.п. ф-лы, 4 ил.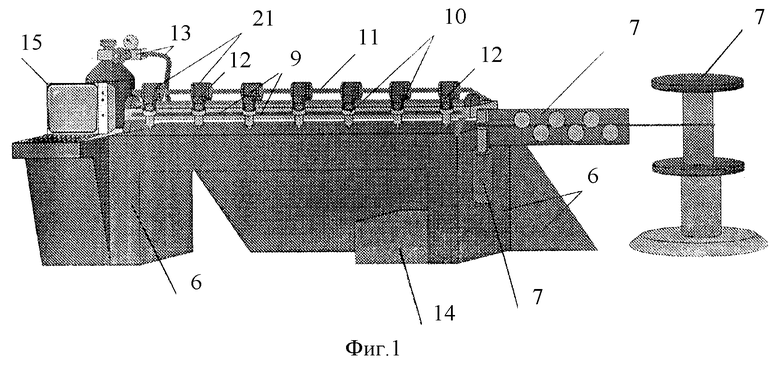
| МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ СВАРКИ АРМАТУРНЫХ СЕТОК | 1991 |
|
RU2020017C1 |
| РЕШЕТЧАТОЕ ОГРАЖДЕНИЕ ИЗ ПРОКАТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1995 |
|
RU2107792C1 |
| Способ изготовления объемных проволочных сеток и устройство для его осуществления | 1989 |
|
SU1643135A1 |
| WO 9621535 A, 18.07.1996 | |||
| GB 1394501 A, 14.05.1975. | |||

