Изобретение относится к литейно-металлургическому производству, в частности к производству полых слитков.
Известно устройство для получения полого слитка (авт. св. N 1526888, кл. B 22 D 7/04, 1989), содержащее поддон, изложницу, пустотелую оправку, центральный металлический стержень и ряд вертикальных стоек, в котором центральный стержень, обечайка и стойки установлены с возможностью вращения вокруг центральной и собственных осей.
Недостатками этого устройства являются сложность и громоздкость конструкции, неизбежность заклинивания всей системы, включающей центральный стержень, обечайку и вертикальные стойки, при разогреве, а также под действием усадочных сил, возникающих в процессе затвердевания и охлаждения залитого металла. Затруднено извлечение центрального стержня из сформированной полости в слитке. Большой расход металла на трубы, обечайки, стойки и центральные стержни.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является устройство для получения полых слитков (патент N 1802742, кл. B 22 D 7/04, 1993), содержащее изложницу, поддон с центральным стержнем, размещенным нижней частью в углублении с возможностью вращения, выполненным с эксцентриситетом.
Существенным недостатком данного устройства является монолитность конструкции, что затрудняет извлечение эксцентрикового стержня при заклинивании и поломке его под воздействием сил усадки при затвердевании и охлаждении сплава, необходимость извлечения стержня на ранней стадии затвердевания слитка, что может привести к ухудшению качества формируемой полости - появлению трещин, заворотов, утяжин, ужимин и др.
Данное устройство для получения полых слитков имеет невысокий технический уровень, так как раннее извлечение монолитного эксцентрикового стержня не позволяет в полном технологическом цикле формировать поверхность полости слитка до необходимого качества, хотя металл еще находится в пластическом состоянии и достаточно хорошо поддается деформированию. Кроме того, возможно химическое взаимодействие и налипание сплава на вращающийся эксцентриковый стержень и невозможность быстро заменять материал стержня при изменении состава сплава снижает его (стержня) универсальность, работоспособность и долговечность.
В этой связи важной задачей является создание новой конструкции центрального стержня с защищенной от налипания сплава державкой, шарнирно установленной в упорном узле, имеющем упорные площадки, фиксирующие державку в вертикальном положении с возможностью подгиба в направлении действия сил усадки. Это позволяет осуществлять полный технологический цикл формирования полости в слитке, исключает возможность налипания сплава независимо от его состава, позволяет беспрепятственно извлекать центральный стержень из сформированной полости; значительно увеличить срок службы, универсальность, безотказность и надежность в работе, повысить качество формируемой полости в слитке.
Техническим результатом заявляемого устройства для получения полых слитков является создание новой конструкции вращательного центрального стержня в виде самонастраивающейся (самоприспосабливающейся) системы, сохраняющей работоспособность при изменении свойств затвердевающего сплава, с фиксацией вертикального положения державки при вращении центрального стержня в период жидкого, жидко-твердого состояния и подгиба - выхода из вертикального положения - при развитии усадки в период твердо-жидкого и твердого состояния сплава, тем самым обеспечиваются новые технологические и эксплуатационные возможности процесса формирования полого слитка, повышается качество поверхности формируемой полости.
Указанный технический результат достигается тем, что в устройстве для получения полых слитков, содержащем поддон, изложницу и установленный на валу с возможностью вращения центральный стержень, этот стержень снабжен державкой, шарнирно установленной в упорном узле, имеющем в горизонтальной плоскости упорные площадки, фиксирующие державку при вращении центрального стержня в вертикальном положении, в которой по одной стороне вдоль образующей боковой поверхности формируемой полости в слитке установлена сменная огнеупорная вставка, а по другой стороне державки выполнен продольный скос, обеспечивающий смещение центра тяжести относительно оси вращения.
Создание нового устройства для получения полых слитков позволяет разработать новую конструкцию центрального стержня с самонастраивающимся фиксированием державки в устойчивом вертикальном положении и подгибом ее при формировании полого слитка в стадии развития усадки, что обеспечивает беспрепятственное извлечение центрального стержня из сформированного отверстия, увеличение срока службы, универсальность и надежность в работе вращательного центрального стержня, получение полых слитков с высоким качеством сформированной полости.
Произведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного решения, не позволил обнаружить аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого решения по совокупности признаков, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству. Для проверки соответствия заявленного изобретения требованию "изобретательского уровня" заявитель провел дополнительный поиск известных решений для выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение для специалиста не следует явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень".
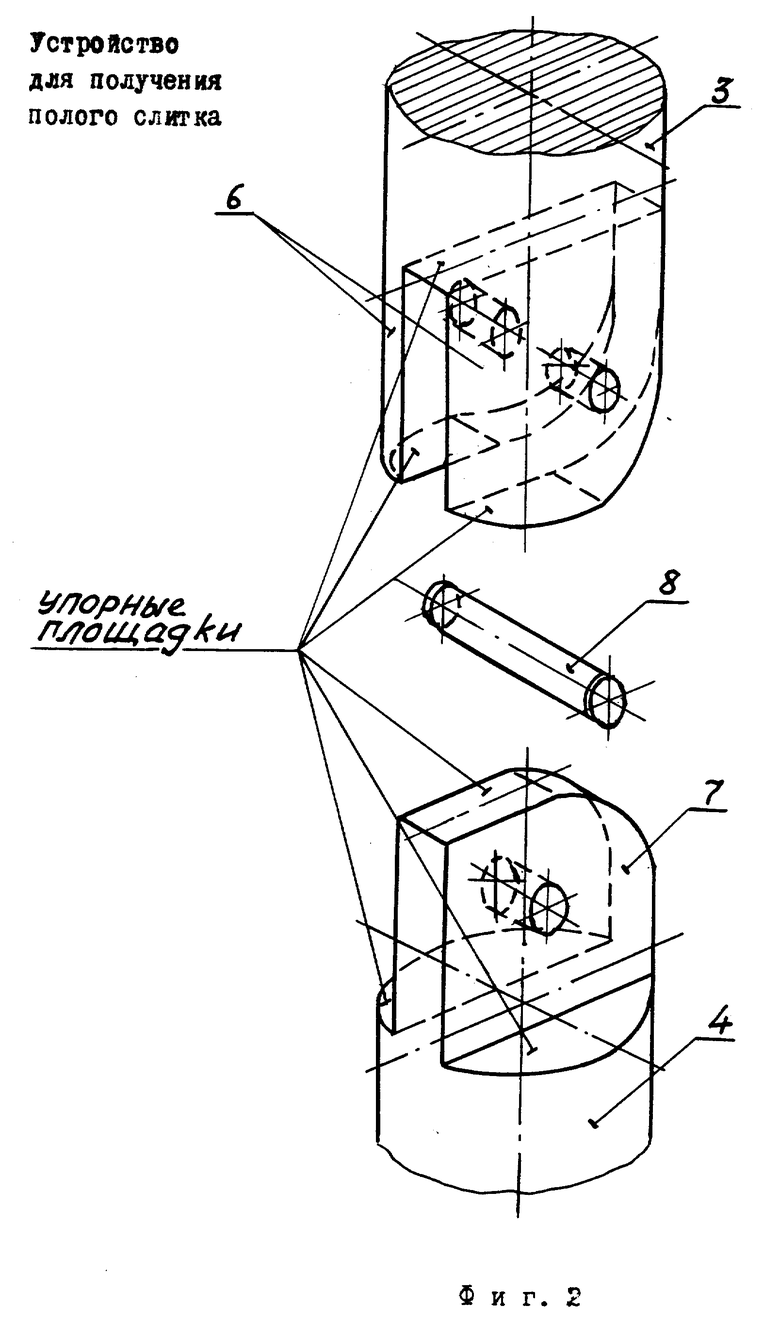
На фиг. 1 и фиг. 2 изображено устройство для получения полых слитков.
Устройство содержит поддон 1, изложницу 2 и установленный на валу 3 центральный стержень с возможностью вращения. Центральный стержень снабжен державкой 4, шарнирно установленной в упорном узле 5, соединяющем державку 4 с валом 3 посредством проушин 6, выполненных на валу 3 и сочлененных с ответной проушиной 7 в виде выступа на державке 4. Поверхности проушин по горизонтальным плоскостям выступов вала 3 и державки 4 образуют упорные площадки, фиксирующие державку 4 в вертикальном положении при вращении центрального стержня.
Проушины 6 и 7 вала 3 и державки 4 соединены посредством цилиндрической оси 8, на которой осуществляется возможность качания (поворота, подгиба) державки 4 в радиальном направлении к оси вращения.
Для предотвращения химического взаимодействия и налипания сплава на державку последняя снабжена огнеупорным вкладышем 9, установленным по одной стороне державки 4 вдоль образующей боковой поверхности формируемой полости посредством крепежных винтов 10. По другой стороне державки выполнен продольный скос, обеспечивающий смещение центра тяжести державки относительно оси вращения.
Работа устройства заключается в следующем.
Перед заливкой расплава центральному стержню, размещенному в изложнице 2, сообщается вращательное движение.
Под действием центробежной силы происходит фиксирование державки 4, шарнирно установленной в упорном узле 5, в вертикальном положении. При этом упорные площадки проушины 7 на державке 4 плотно прилегают и прижимаются к упорным площадкам проушин 6 на валу 3. Имеющийся на державке 4 продольный скос смещающий ее центр тяжести в направлении действия центробежной силы, усиливает прижим. Вал 3 и державка 4 при этом образуют как бы цельную (квазимонолитную) конструкцию (систему) центрального стержня. Эффект квазимонолитности (квазицельности) зависит от скорости вращения (об/мин) центрального стержня и величины скоса на державке. В таком положении находящийся в расплаве вращаемый центральный стержень надежно противостоит металлостатическому напору, контактирующая с расплавом огнеупорная вставка 9 будет описывать поверхность вращения, форму которой примет сплав в зоне формирования полости в слитке.
По мере затвердевания сплава (при переходе его в твердо-жидкое и твердое состояние) с развитием усадки слои металла, прилегающие к огнеупорной вставке 9, закрепленной винтами 10, будут давить на нее. Это давление, в свою очередь, будет передаваться державке 4. Под действием этого давления проушина 7 державки 4 провернется относительно оси 8, закрепленной в проушинах 6 вала 3, и произойдет подгиб державки 4 в вертикальной плоскости относительно оси 8.
Огнеупорная вставка предохраняет державку 4 от налипания на нее сплава. Материалом для огнеупорной вставки может служить графит, шамот, магнезит, циркон и др. Его выбор зависит от сплава, из которого необходимо получить полый слиток. Сплав должен быть инертным по отношению к материалу, т.е. не смачивать и не вступать в химическую реакцию. Замена сменной огнеупорной вставки осуществляется с помощью крепежных винтов 10 по мере ее износа и изменения состава сплава, например для меди - графит, для чугуна или стали - шамот или магнезит и т.п.
Все действия (операции) вращаемого центрального стержня происходят в режиме саморегулирования (самоприспособления), включая фиксирование державки в устойчивом вертикальном положении в начальной стадии и подгиб ее (державки) в радиальном направлении на завершающей стадии процесса формирования полости в слитке, за исключением замены огнеупорной вставки.
После окончания полного технологического цикла центральный стержень с державкой свободно извлекается из сформированной полости.
Таким образом, вышеуказанное свидетельствует о выполнении заявленного устройства в следующей совокупности условий;
предложено устройство для получения полых слитков с созданием новой конструкции вращаемого центрального стержня с саморегулированием фиксирования державки с огнеупорной вставкой в вертикальном положении и подгиба державки под действием сил усадки слитка, что позволяет получить новых технологический процесс с полным циклом на более высоком уровне;
для заявленного изобретения в том виде как оно охарактеризовано в формуле изобретения подтверждена возможность его осуществления в соответствии с описанием и предлагаемыми чертежами;
устройство для получения полых слитков, воплощенное в заявленном изобретении при его осуществлении, способно обеспечить достижение заявленного технического результата.
Следовательно, заявленное изобретение соответствует требованиям "промышленного применения".
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 1996 |
|
RU2095187C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 1997 |
|
RU2108197C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2002 |
|
RU2221671C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2001 |
|
RU2193944C2 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2002 |
|
RU2211110C1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ И ОТЛИВОК | 2001 |
|
RU2185926C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2007 |
|
RU2336969C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2004 |
|
RU2266173C1 |
| Устройство для получения полых слитков | 1990 |
|
SU1802742A3 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2004 |
|
RU2259257C1 |
Изобретение используется при производстве полых слитков. Центральный стержень, снабженный державкой, установлен на валу с возможностью вращения в изложнице, размещенной на поддоне. Державка шарнирно установлена в упорном узле, соединяющем ее с валом посредством проушин, выполненных на валу и сочлененных с ответной проушиной в виде выступа на державке. Упорные площадки фиксируют державку в вертикальном положении при вращении стержня. Все проушины соединены цилиндрической осью, осуществляющей качание державки в радиальном направлении к оси вращения. С одной боковой стороны державки установлен вкладыш, а с другой выполнен продольный скос, обеспечивающий смещение центра тяжести державки относительно оси вращения. 2 ил.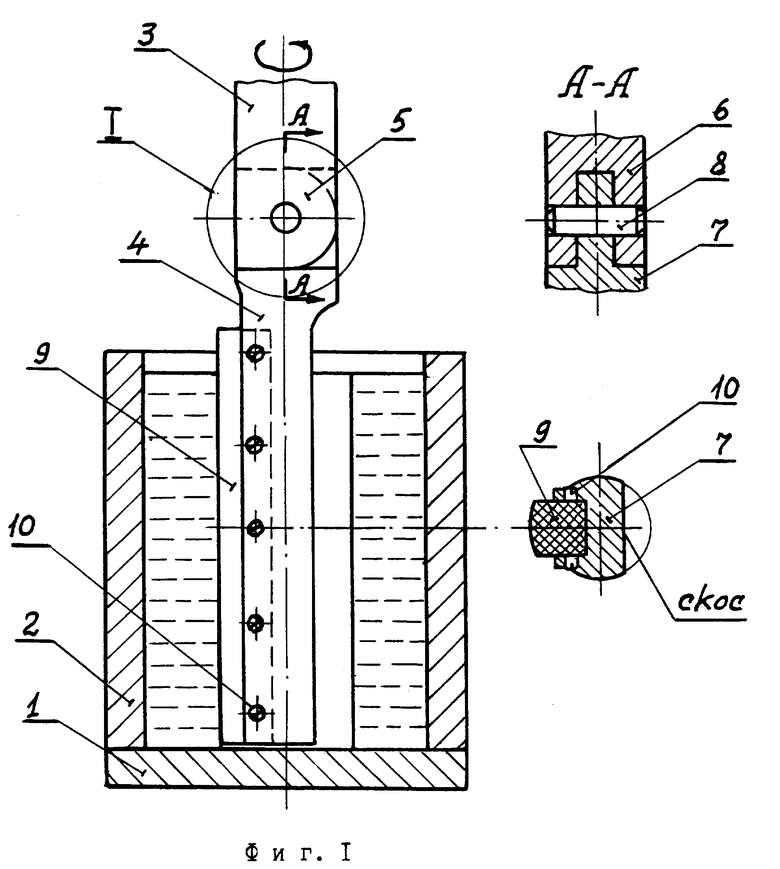
Устройство для получения полых слитков, содержащее поддон, изложницу и установленный на валу с возможностью вращения центральный стержень, отличающееся тем, что последний в верхней части выполнен в виде державки, установленной на валу через упорный узел, имеющий в горизонтальной плоскости упорные площадки, фиксирующие державку при вращении центрального стержня в вертикальном положении, при этом центральный стержень снабжен сменной огнеупорной вставкой, закрепленной по всей его высоте по одной стороне, а с противоположной стороны стержень выполнен с продольным скосом для обеспечения смещения центра тяжести державки относительно оси вращения.
| SU, патент, 1802742, B 22 D 7/04, 1993. |
