Изобретение относится к металлургии, а именно к устройствам для получения полых слитков.
Известно устройство для литья полых слитков, содержащее промежуточный ковш, направляющую трубу и промежуточное устройство с четырьмя разливочными стаканами (Г.Н. Ойкс, И.И. Анжелис, Б.Ф. Зверев и др. Получения полого слитка в вакууме. В кн. Физико-химические и теплофизические процессы кристаллизации стальных слитков. Труды 2 конференции по слитку. М.: Металлургия. 1967, с. 245-251).
Недостатками этого устройства являются разбрызгивание струи металла, большая поверхность контакта заливаемого металла с атмосферой, что при обычных условиях литья (без вакуума) является причиной образования плен, заплесков, подкорковых пузырей в металле слитка, наличие затопляемой струи металла.
Известно устройство для разливки стали, содержащее промежуточный ковш, заливочную трубу, доходящую до дна изложницы с возможностью подъема с регулируемой скоростью (патент Франции №1419797, Кл. В 22 D 15/00, 1965).
Недостатками этого устройства являются разбрызгивание металла от удара струи о поддон, наличие затопленной струи металла и необходимость его подъема во время заливки с регулируемой скоростью.
Известно устройство для разливки металла, содержащее подводящую трубу, выполненную в виде телескопически установленных с возможностью вертикального перемещения секций, сужающихся в направлении подачи металла, при этом секции выполнены из расплавляющейся теплоизоляционной смеси (Авт.Свид. №916082, Кл. В 22 D 35/00, 1982).
Недостатками этого устройства являются возможность размыва верхних секций трубы в процессе заливки, возможность заклинивания секций, наличие затопляющей струи металла.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для получения полых слитков, содержащее разливочный ковш, поддон с установленными на нем изложницей с прибыльной надставкой и центральным стержнем, заливочную трубу и промежуточный элемент в виде полого тора из набора шамотных секций в металлическом каркасе с отверстиями в днище и размещенными в них разливочными стаканами, кольцевой плавающий стержень-диафрагма размещен в полости изложницы под промежуточным элементом с возможностью вертикального перемещения и взаимодействия с нижней поверхностью промежуточного элемента, а заливочная труба выполнена в виде гибкого сильфона из термостойкой ткани (Авт.свид. №1570835, Кл. В 22 D 7/04, 1990).
Недостатками данного устройства являются сложность конструкции промежуточного элемента - тора, жесткость конструкции тора, наличие затопленной струи металла, что снижает качество металла слитка.
Задачей изобретения является упрощение конструкции промежуточного элемента и повышение качества литого металла слитка.
Техническим результатом изобретения является возможность использования устройства для получения полых слитков с промежуточным элементом, обеспечивающим направление принятой струи металла из ковша через летки с желобами в горизонтальную плоскость по верхнему уровню металла в изложнице, что позволяет плавно заполнять полость изложницы металлом, без наличия его затопляемой струи, повысить направленность затвердевания металла к прибыли и как следствие - повысить качество литого металла слитка.
Технический результат достигается тем, что в устройстве для получения полых слитков, содержащем разливочный ковш, поддон с установленными на нем изложницей с прибыльной надставкой и центральным стержнем, заливочную трубу и промежуточный элемент, удерживаемый на плаву с возможностью вертикального перемещения, последний выполнен в виде стакана, верхняя часть которого представляет собой воронку, а в основании его выполнены две летки с желобами, при этом желоба расположены по поперечной оси слитка диаметрально противоположно, а промежуточный элемент удерживается на плаву с возможностью вертикального перемещения, таким образом, что донная часть желобов расположена на верхнем уровне металла, поступающего в изложницу.
Выполнение промежуточного элемента в виде стакана, верхняя часть которого выполнена в форме воронки, у основания которого на поперечной оси стенки слитка диаметрально противоположно расположены две летки с желобами, донная часть которых расположена на верхнем уровне металла в изложнице, позволяет упростить конструкцию устройства, направить принятую струю металла из ковша через летки с желобами в горизонтальную плоскость по верхнему уровню металла в изложнице, что позволяет плавно заполнять полость изложницы металлом без наличия его затопляемой струи, повысить направленность затвердевания металла слитка к прибыли и как следствие - повысить качество литого металла слитка.
Таким образом, заполнение полости изложницы металлом происходит в горизонтальной плоскости по верхнему уровню металла в изложнице без наличия затопленной струи металла, что повышает направленность затвердевания к прибыли и качество литого металла слитка.
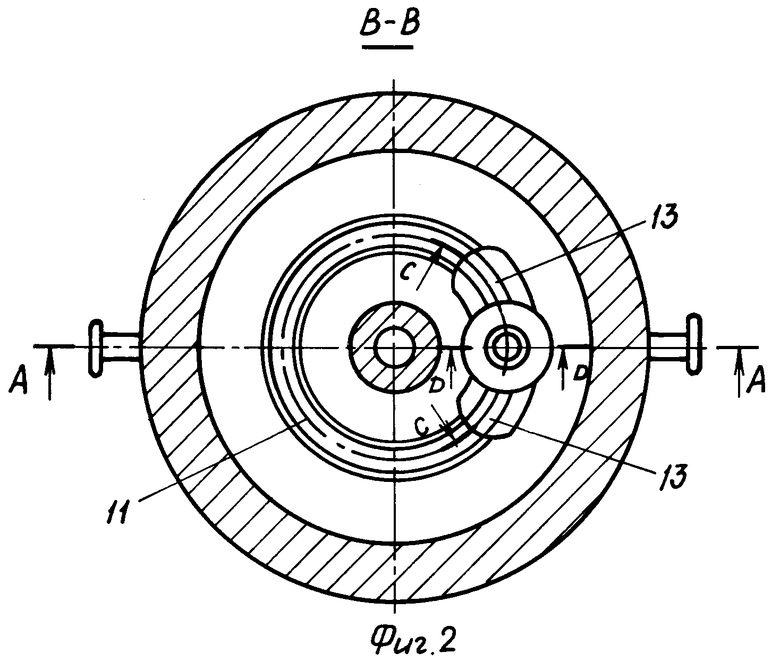
На фиг.1 изображено устройство для получения полых слитков, продольный разрез; на фиг.2 - то же, поперечный разрез; на фиг.3 - промежуточный элемент, продольный разрез; на фиг.4 - то же, поперечный разрез.
Устройство содержит заливочный ковш 1, поддон 2 с установленными на нем изложницей 3 с прибыльной надставкой 4 и центральным стержнем 5, заливочную трубу 6, выполненную в виде телескопически установленных с возможностью вертикального перемещения секций, расширяющихся в направлении подачи металла, при этом секции выполнены, например, из листовой жести с толщиной стенки 0,27 мм, промежуточный элемент 8 (фиг.1) выполнен в виде стакана 9, верхняя часть которого выполнена в форме воронки 10 (фиг.3), у основания которого на поперечной оси 11 (фиг.2) стенки слитка диаметрально противоположно расположены две летки 12 с желобами 13, донная часть 14 которых расположена на верхнем уровне 15 металла в изложнице (фиг.3 и 4), при этом рабочее сечение каждой летки 12 равно или больше поперечного сечения отверстия 16 в заливочном ковше 1 (фиг.1), что способствует плавному заполнению изложницы 3 металлом по его верхнему уровню 15 в ней.
Стакан 9 с воронкой 10 служит для приема струи металла из ковша 1 и гашения ее кинетической энергии. Летки 12 с желобами 13, донная часть 14 которых расположена на верхнем уровне 15 металла в изложнице 3, направляют струю металла из ковша в горизонтальную плоскость, в двух диаметрально противоположных направлениях на поперечной оси 11 стенки слитка, по верхнему уровню 15 металла в изложнице 3. Это позволяет плавно заполнять полость изложницы 3 металлом без наличия его затопленной струи, что повышает степень направленности затвердевания к прибыли и качество литого металла слитка. При этом промежуточный элемент выполнен, например, из графитошамота.
Устройство работает следующим образом.
После сборки и подготовки устройства к заливке (фиг.1) из ковша 1 через заливочную трубу 6 и промежуточный элемент 8 начинают заливку металла в изложницу 3. В процессе заливки металл поступает в стакан 9 промежуточного элемента 8, где происходит гашение кинетической энергии струи металла и через летки 12 с желобами 13 струя металла направляется в горизонтальную плоскость в двух диаметрально противоположных направлениях на поперечной оси 11 стенки слитка и поступает в полость изложницы 3 по верхнему уровню 15 металла в ней (фиг.3, фиг.4). Происходит плавное, без наличия затопленной струи, заполнение изложницы 3 металлом.
По мере наполнения изложницы 3 металлом его уровень 15 повышается, а за счет выталкивающей силы промежуточный элемент 8 удерживается на плаву, при этом донная часть 14 желобов 13 находится в одной горизонтальной плоскости с верхним уровнем 15 металла в изложнице 3 (фиг.3) и вслед за уровнем 15 металла перемещается вверх в полости изложницы и прибыльной надставки 4, обеспечивая плавное заполнение изложницы 3 и прибыльной надставки 4 без разбрызгивания металла и появления его затопленной струи. После заполнения прибыльной надставки 4 заливку прекращают и ковш 1 вместе с собранной телескопической трубой и промежуточным элементом поднимают и отводят в сторону.
Предлагаемое устройство для получения полых слитков обеспечивает повышение качества литого металла слитка путем повышения степени направленности затвердевания к прибыли за счет заполнения изложницы металлом в горизонтальной плоскости по его верхнему уровню в форме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения полых слитков | 1988 |
|
SU1570835A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ГОЛОВНОЙ ЧАСТИ СЛИТКА В ИЗЛОЖНИЦЕ | 2006 |
|
RU2325968C2 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
| Способ изготовления стальных слитков | 1977 |
|
SU789210A1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| Установка для внепечной обработки кристаллизующегося металла | 1978 |
|
SU789592A1 |
| Способ получения слитков | 1977 |
|
SU712193A1 |
| Способ скоростной разливки спокойной стали и устройство для его осуществления | 1989 |
|
SU1675047A1 |
| Способ разливки стали и устройство для его осуществления | 1982 |
|
SU1034835A1 |


Изобретение относится к металлургии, а именно к устройствам для получения полых слитков. Устройство содержит разливочный ковш, поддон с установленными на нем изложницей с прибыльной надставкой и центральным стержнем, заливочную трубу и промежуточный элемент. Промежуточный элемент выполнен в виде стакана, верхняя часть которого представляет собой воронку. В основании промежуточного элемента выполнены две летки с желобами. Желоба расположены по поперечной оси слитка диаметрально противоположно. Промежуточный элемент удерживается на плаву с возможностью вертикального перемещения таким образом, что донная часть желобов расположена на верхнем уровне металла, поступающего в изложницу. Обеспечивается высокое качество слитка за счет плавного заполнения полости изложницы металлом. 4 ил.
Устройство для получения полых слитков, содержащее разливочный ковш, поддон с установленными на нем изложницей с прибыльной надставкой и центральным стержнем, заливочную трубу и промежуточный элемент, удерживаемый на плаву с возможностью вертикального перемещения, отличающееся тем, что промежуточный элемент выполнен в виде стакана, верхняя часть которого представляет собой воронку, а в основании его выполнены две летки с желобами, при этом желоба расположены по поперечной оси слитка диаметрально противоположно, а промежуточный элемент удерживается на плаву с возможностью вертикального перемещения таким образом, что донная часть желобов расположена на верхнем уровне металла, поступающего в изложницу.
| Устройство для получения полых слитков | 1988 |
|
SU1570835A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2001 |
|
RU2193944C2 |
| ЭЛЕКТРОЩИТ | 2014 |
|
RU2676670C2 |
| Литниковая система для центробежного литья плоских фасонных отливок | 1986 |
|
SU1419797A1 |

