Изобретение касается многопозиционного станка с круглым делительным столом, содержащего приспособление для крепления изделия, установленное с возможностью поворота вокруг вертикальной делительной оси и включаемое с помощью шагового привода, которое может неподвижно фиксироваться в угловых положениях, соответствующих отдельным позициям обработки, и на котором соответственно расположены посадочные места для установки изделий, выполненные по типу круглых столов и смонтированные с возможностью поворота вокруг своей собственной оси - планетарной оси, которые имеют возможность проворота вокруг своей соответствующей планетарной оси, осуществляемого посредством средств переключения и привода, а также унифицированные силовые головки, относящиеся к отдельным позициям обработки, которые размещены сбоку от приспособления для крепления изделия и из которых каждая снабжена по меньшей мере одним рабочим шпинделем, имеющим возможность подачи на глубину в направлении приспособления для крепления изделия.
Из описания изобретения к выложенной акцептованной заявке ФРГ N 1027959 известен многопозиционный станок с круглым делительным столом, содержащий приспособление для крепления изделия в форме многопозиционного поворотного стола для нескольких позиций обработки. Размещенные на многопозиционном поворотном столе посадочные места для установки изделий во время повторного включения стола вокруг автоматически поворачиваться вокруг своей собственной оси таким образом, что изделия будут устанавливаться на отдельных позициях обработки параллельно друг другу. Рядом с многопозиционным поворотным столом размещены относящиеся к отдельным позициям обработки силовые головки, выполненные в виде многошпиндельных головок, чьи рабочие шпиндели с различными инструментами установлены с возможностью подачи в направлении приспособления для крепления изделий. Преимущество данного расположения заключается в том, что на каждой позиции обработки инструментом, установленном в рабочих шпинделях многошпиндельной головки, можно одновременно выполнять различные рабочие операции на количестве одинаковых изделий, соответствующем числу рабочих шпинделей, которые закреплены на посадочных местах для установки изделий, размещенных последовательно по периметру многопозиционного поворотного стола. Однако такой станок может использоваться только для обработки специальных деталей, например, фитингов, у которых выполняются только относительно простые операции по обработке, которые могут выполняться рабочими шпинделями многошпиндельной головки на группах деталей.
Существенно более универсальным использованием отличается другой, известный из патента ФРГ N 2755755 многопозиционный станок с круглым делительным столом, у которого приспособление для крепления изделия, смонтированное с возможностью поворота вокруг вертикальной оси, у которого поворотное включение производится шаговым способом, закреплено в подвешенном виде на верхней части стены жесткого, стабильного по форме и замкнутого сепаратора, у которого нижняя часть стены выполнена в форме ванны и снабжена отверстием для отвода стружки. Посадочные места для установки изделий размещены при этом по периметру дискообразного приспособления для крепления изделия. Обработка закрепленных на нем изделий производится унифицированными силовыми головками, размещенными на отдельных позициях обработки со стороны, сверху и снизу. Посадочные места для установки изделий ориентированы таким образом, что их оси направлены точно радиально по отношению к приспособлению для крепления изделия, то есть оси пересекают вертикальную включающую ось приспособления для крепления изделия. Установленные в боковых стенках сепаратора рабочие шпиндели могут обрабатывать изделия без использования дополнительных приспособлений в основном с торцевой стороны. Обработку по периметру выполняют унифицированные силовые головки, действующие сверху и снизу. Но в принципе рабочие шпиндели одной позиции обработки могут обрабатывать только изделие, находящееся на данной позиции обработки: их нельзя использовать одновременно для обработки изделий на соседних позициях обработки. И несмотря на это, этот многопозиционный станок с круглым делительным столом может в принципе использоваться, учитывая размеры корпуса, только для обработки изделий, чьи размеры не превышают определенных значений.
Задача изобретения состоит в создании многопозиционного станка с круглым делительным столом, который бы отличался в своих возможностях использования прецизионной обработки при высокой гибкости и коротком штучном времени и обходился бы при этом относительно малым количеством унифицированных силовых головок.
Для решения этой задачи, названной выше, многопозиционный станок с круглым делительным столом в соответствии с изобретением отличается тем, что посадочные места для установки изделий смонтированы на приспособлении для крепления изделий с планетарными осями, расположенными в по меньшей мере одной горизонтальной плоскости, что планетарные оси проходят тангенциально на радиальном расстоянии от вертикальной делительной оси приспособления для крепления изделия и что планетарные оси ориентированы соответственно парами параллельно друг другу.
Новый многопозиционный станок с круглым делительным столом позволяет, например, производить обработку изделия, закрепленного на посадочном месте для установки изделий, с пяти сторон (четыре периферийные стороны и одна торцевая сторона) или же со множества сторон по периметру, например, круглого изделия с помощью горизонтально расположенных унифицированных силовых головок, при этом отпадает необходимость перезакрепления изделия или перестановки его в другую плоскость вверх или вниз. Таким образом обеспечивается высокая точность обработки, в то время как одновременно сохраняется возможность многостороннего использования станка для обработки самых разных, сложных по конфигурации изделий.
В преимущественной форме исполнения унифицированные силовые головки смонтированы с возможностью перестановки в горизонтальном направлении на горизонтальных направляющих, которые ориентированы параллельно или перпендикулярно планетарным осям приспособления для крепления изделия, установленного в одном из угловых положений. Особое преимущество состоит в том, что по меньшей мере одна направляющая имеет длину, перекрывающую два посадочных места для установки изделий, установленные друг за другом в окружном направлении на приспособлении для крепления изделия, так что унифицированная силовая головка может регулироваться с помощью своего рабочего шпинделя, взаимодействуя по выбору то с одним, то с другим посадочным местом для установки изделия. В зависимости от вида обрабатываемых изделий расположение может быть выбрано таким образом, что по меньшей мере на одной из направляющих рядом друг с другом установлены две унифицированные силовые головки, которые выполняют свои позиционирующие и рабочие движения независимо друг от друга.
Таким образом, речь идет о двух, или четырех, или шестипозиционном станке с круглым делительным столом и шаговым перемещением = 180o или 90o или 60o с двумя или четырьмя или шестью приспособлениями для крепления изделий с горизонтальной поворотной осью, расположенной тангенциально к переключающей схеме соответственно с одинаковым расстоянием до середины переключения, но со смещением в осевом направлении наружу на определенную величину, причем соответственно две диаметрально расположенные оси приспособления для крепления изделий расположены параллельно друг другу. В результате этого обрабатываемые изделия продвигаются по возможности далеко наружу и обеспечивают возможность использования относительно коротких инструментов и короткого пути обработки.
Число унифицированных силовых головок может, таким образом, варьироваться в пределах одного и того же принципа построения при использовании того же приспособления для крепления изделия. Можно, например, предусмотреть, две, три, четыре, пять или шесть силовых головок, из которых одна или несколько расположены на "коротких" направляющих, которые закрывают изделие в позиции обработки, в то время как другие силовые головки смонтированы на "длинных" направляющих, которые позволяют перемещение силовой головки между двумя позициями обработки. С каждой такой возможностью может в конце концов быть скомбинирована также по меньшей мере одна направляющая, на которой рядом друг с другом, как упомянуто, установлены две унифицированные силовые головки. Рабочий шпиндель каждой унифицированной силовой головки не зависит от рабочих шпинделей других головок. В соответствии с этим все рабочие шпиндели могут быть скорректированы по размеру независимо друг от друга также, как может быть построена временная последовательность рабочих процессов на отдельных изделиях с учетом короткого штучного времени.
В частности, тогда, когда многопозиционный станок с круглым делительным столом должен быть использован для обработки более крупных изделий, целесообразно разместить унифицированные силовые головки в качестве модулей на собственных деталях цоколя, которые жестко связаны с одним из цоколей, на котором установлено приспособление для крепления изделия. Таким образом, станок можно спроектировать по принципу монтажа из сборных элементов, когда с цоколем, несущим приспособление для крепления изделия, соединены фланцами модули, вид и тип которых необходимы для данного случая. Каждый из этих модулей обладает самостоятельностью: он имеет собственные унифицированные механизмы подачи, управления и привода и, как правило, оснащен одним единственным рабочим шпинделем.
Для изделий малого размера вопрос встает об исполнении многопозиционного станка с круглым делительным столом, у которого приспособление для крепления изделия размещено в подвешенном состоянии по типу сепаратора, аналогично жесткому, стабильному по форме корпусу, исполнение которого описано в патенте ФРГ N 2755755, при котором корпус имеет боковые части стены, в которых установлены унифицированные рабочие головки. Этот сепаратор выполнен с преимуществом, состоящим в том, что он имеет многоугольное сечение, причем по меньшей мере одна из упомянутых горизонтальных направляющих размещена в зоне плоской боковой стены.
В частности, при этой форме исполнения в зависимости от потребностей отдельного случая могут быть предусмотрены одна унифицированная силовая головка сверху и/или одна унифицированная силовая головка снизу с вертикально ориентированным действующим рабочим шпинделем. При всех типах конструкций вообще-то имеется возможность установки по меньшей мере одной из унифицированных силовых головок с возможностью перестановки и/или с возможностью поворота в вертикальном направлении. Таким образом, область использования может быть расширена, так что по меньшей мере одна позиция обработки будет иметь револьверную головку, предназначенную для изделия и относящуюся к рабочему шпинделю, которая дает возможность вводить в зацепление при обработке изделия по очереди несколько инструментов.
Новый многопозиционный станок с круглым делительным столом следует оснащать, как правило, сепарационной загрузочной позицией, которая позволит загружать и разгружать расположенное на данной позиции посадочное место для установки изделия приспособления для крепления изделия во время обработки остальных изделий. При этом предлагается беспроблемная интеграция автоматических систем загрузки и разгрузки. Концепция станка отличается, таким образом, не только минимальной потребностью, но и минимальными расходами на обслуживающий персонал, занятый на предприятии.
На фиг. 1 схематично показан многопозиционный станок с круглым делительным столом в соответствии с изобретением, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - 7 - то же, на различных этапах демонтажа с различным числом унифицированных силовых головок, вид сверху в соответствии с фиг. 1; на фиг. 8 - то же, во втором варианте формы исполнения вдоль линии VIII - VIII фиг. 9, вид сверху; на фиг. 9 - то же, согласно фиг. 8, разрез вдоль линии IX - IX на фиг. 8, вид сбоку; на фиг. 10 - 13 - различные типы конструкций с различным числом унифицированных силовых головок, соответственно вид сверху, схематическое исполнение в разрезе соответственно фиг. 8.
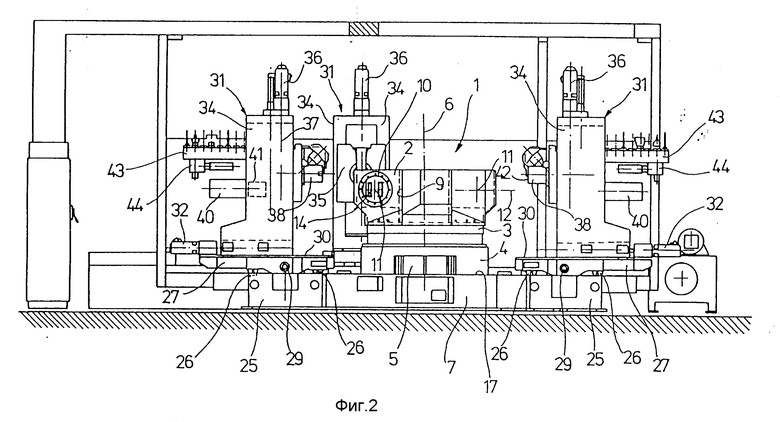
Представленный на фиг. 1 и 2 многопозиционный станок с круглым делительным столом имеет приспособление для крепления изделия 1, которое выполнено с крестообразной плоской консолью 2, имеющей четыре кронштейна, которая размещена на поворотном столе 3, который имеет возможность последовательного включения с помощью шагового привода, размещенного в корпусе 4 и обозначенного позицией 5, вокруг вертикальной делительной оси 6. Корпус или нижняя часть станины 4 поворотного стола 3 закреплены на стационарном цоколе 7 таким образом, что приспособление для крепления изделия 1 установлено над поворотным столом 3 с возможностью поворота вокруг вертикальной делительной оси 6.
На каждом из четырех проходящих перпендикулярно друг другу кронштейнов 8 консоли 2 приспособления для крепления изделия 1 в зоне вертикальной плоской боковой поверхности 9 (фиг. 1) размещено выполненное по типу планетарного стола посадочное место 10 для установки изделий, которое смонтировано с возможностью поворота вокруг своей собственной оси, планетарной оси. Четыре планетарные оси 11 расположены в одной общей горизонтальной плоскости 12 (фиг. 2): они ориентированы соответственно по парам параллельно друг другу таким образом, что параллельные друг другу планетарные оси 11 каждой пары лежат по обе стороны от вертикальной делительной оси 6. В консоли 2, выполненной по типу корпуса, для каждого посадочного места 10 размещено собственный планетарный механизм деления, один из этих механизмов, изображенный на фиг. 1, схематично обозначен позицией 13. Планетарные механизмы деления 13 позволяют поворачивать посадочные места 10 под воздействием программного управления на 360o вокруг своей соответствующей планетарной оси, причем это поворотное движение может осуществляться в зависимости от цели использования непрерывно или периодически в форме заранее определенных угловых инкрементах. Планетарные механизмы деления 13 с помощью шагового привода 5 синхронизированы в расчете на приспособление для крепления изделия 1 таким образом, что поворотное движение посадочных мест 10 для установки изделий вокруг своих планетарных осей 11 принудительно согласовано с движением деления, выполняемым приспособлением для крепления изделия вокруг вертикальной делительной оси 6.
Посадочные места 10 для установки изделий снабжены зажимными приспособлениями 14 (фиг. 2), соответствующими определенному изделию, которые, как правило, управляются автоматически и которые позволяют осуществлять точно спозиционированный зажим изделия, обозначенного позицией 15.
Шаговый привод 5 спроектирован таким образом, что он осуществляет повторное включение приспособления для крепления изделия 1 для каждого движения деления на соответственно 90o и во время обработки изделия 15 жестко фиксирует приспособление 1 для крепления изделия в соответствующем угловом положении.
Поскольку посадочные места 10 для установки изделий, ориентированы наружу, размещены на вертикальных, расположенных диаметрально парами параллельно друг другу боковых поверхностях 9 кронштейнов 8 крестообразного приспособления 1 для крепления изделия, то их планетарные оси 11 проходят соответственно тангенциально по отношению к общей воображаемой окружности 16 вокруг вертикальной оси 6, при этом данная окружность изображена на фиг. 1 штрихпунктирными линиями.
Цоколь 7, на котором установлено приспособление для крепления изделий 1 и который имеет форму в основном прямоугольного параллелепипеда, имеет в основном квадратный вид в плане. Его верхняя сторона, обозначенная позицией 17, (фиг. 2) выполнена в основном плоской в виде сварной или литой конструкции, которая для обеспечения высокой стабильности формы внутри имеет сильное оребрение, или по меньшей мере отдельные участки выполнены из двух чаш. К четырем соответственно парами параллельно друг другу ориентированным боковым плоскостям 18 - 21 (фиг. 1) цоколя 7 присоединены унифицированные силовые головки 22, которые определяют три позиции обработки A, B, C, которые в форме исполнения согласно фиг. 1 укомплектованы унифицированными силовыми головками 22a, 22b, 22c. В зоне бокового скоса цоколя 7 предусмотрена позиция загрузки и разгрузки, обозначенная буквой E.
Каждая унифицированная силовая головка 22 имеет собственную часть цоколя 25, выполненную в основном в форме прямоугольного параллелепипеда, на которой установлена горизонтальная направляющая 26, на которой с возможностью продольного смещения смонтирована каретка 27. Каретка 27 связана с механизмом подачи 28, которая через приводной шпиндель 29 передает установочное движение на каретку 27.
На каретке 27 размещена вторая направляющая 30, которая ориентирована под прямым углом к первой направляющей 26, на второй направляющей передвигается имеющая вид корпуса открытая двухстоечная станина 31, соединенная с сервоприводом 32, сообщающим ей через установочный шпиндель 33 (фиг. 1) соответствующее установочное или рабочее движение.
Между обеими, соединенными жестко друг с другом стойками 34 (фиг. 2) открытой двухстоечной станины 31 размещена с возможностью вертикального перемещения передняя бабка 35, сервопривод которой обозначен позицией 36 и соединен с передней бабкой 35 с помощью установочного шпинделя, обозначенного позицией 37. В передней бабке 35 установлен с возможностью вращения ориентированный точно горизонтально и смонтированный с высокой точностью рабочий шпиндель 38, привод которого обозначен позициями 40 и 41.
Рабочий шпиндель 38 имеет посадочное место 42 для установки изделий; ему подчинено устройство автоматической смены инструмента, размещенное между обеими стойками 34 станины, которое выполнено в виде устройства автоматической смены инструмента на траверсе и чей цепной накопитель обозначен позицией 43. Привод цепного магазина 43 обозначен позицией 44. Магазин инструмента предусмотрен соответственно позади открытой двухстоечной станины 31, так что он не мешает пространству, в котором производится обработка изделий, и которое расположено перед открытой двухстоечной станиной 31.
Как видно, например из фиг. 1, три подобные, имеющие аналогичную конструкцию унифицированные силовые головки 22a, 22b, 22c своими цокольными частями 25 присоединены с помощью фланцев к боковым поверхностям 19 - 21 приспособления для крепления изделия 1. Согласно специальному исполнению цокольных частей 25, а также направляющих прямолинейного движения 26, 30 оси 45 рабочих шпинделей 38 расположенных по соседству унифицированных силовых головок 22, проходят точно под прямым углом по отношению друг к другу. Кроме того, позиции обработки приспособления для крепления изделия 1, в которых приспособление для крепления изделия во время обработки изделий 15 зафиксировано в точной позиции по отношению к цоколю 7, юстированы таким образом, что на каждой рабочей позиции A, B, С ось рабочего шпинделя 45 соответствующей силовой головки 22 ориентирована точно под прямым углом или параллельно планетарной оси 11 посадочного места для установки изделий, находящегося на данной позиции обработки.
Кроме того, взгляд на фиг. 1 и 2 показывает, что пространство выше приспособления для крепления изделий 1 является свободными, и что посадочные места 10 для установки изделий, на которых уже установлены изделия 15, имеют хороший доступ со стороны. Ровная поверхность 17 цоколя 7, которая может быть выполнена также лоткообразно, дает возможность также одновременно и очень легко отводить образующуюся стружку.
В процессе эксплуатации на позиции загрузки и разгрузки E обработанное изделие 15 заменяется на необработанное изделие на посадочном месте 10 для установки изделий, которое расположено на данной позиции. Затем при выполнении делительного движения на 90o необработанное изделие переводится на приспособление для крепления изделия 1 на позицию обработки A, в которой с помощью инструмента, установленного в зажимном патроне 42 рабочего шпинделя 38, изделие 15 может быть обработано со всех четырех сторон своего периметра или с любого количества сторон, например, круглого периметра изделия. Для этого планетарный механизм деления 13 устанавливает изделие в позицию, соответствующую каждой операции обработки, при этом данное изделие поворачивается вокруг соответствующей планетарной оси 11, а затем фиксируется в своем положении в той позиции, которой оно достигло.
В принципе имеется возможность выполнять и операции обточки, при которых изделие 15 приводится во вращение непрерывно вращающимся посадочным местом 10. Дополнительно изделие 15 может пройти и поперечную обточку со своей торцевой стороны, не меняя при этом своего крепления.
После завершения обработки на этой позиции обработки изделие после разворота на 90o переводится приспособление 1 для крепления изделия на вторую позицию обработки B, на которой проводятся соответствующие технологические операции, к которым примыкает обработка на последующей позиции обработки C, после чего изделие после четвертого переключающего движения приспособления для крепления изделия 1 вновь поступает на позицию загрузки и разгрузки E.
Во время проведения процессов обработки на отдельных рабочих позициях A - C рабочие шпиндели 38 управляются полностью независимо друг от друга; они могут выполнять движения параллельно и перпендикулярно по отношению к соответствующей планетарной оси 11 в горизонтальной и вертикальной плоскости. В особых случаях при обработке особенно сложных изделий было бы возможно исполнение передней бабки 35, например, с возможностью поворота вокруг вертикальной оси 46 (фиг. 1), осуществляемого посредством открытой двухстоечной станины, и с возможностью поворота вокруг горизонтальной оси 47 (фиг. 1) между стойками станины 34.
В то время как у самой простой, представленной на фиг. 1 и 2 модификации каждой позиции обработки A, B, C подчинена соответственно одна единственная позиция обработки, первая направляющая которой, параллельная планетарной оси посадочного места 10 для установки изделия, расположенного на этой позиции обработки, имеет такую длину, что она позволяет рабочему шпинделю 38 перекрывать отклонения размеров соответствующего изделия 15, технологические возможности многопозиционного станка с круглым делительным столом могут быть расширены при использовании принципа блочных элементов без больших затрат и без изменения основной концепции, для того чтобы отвечать целям своего назначения.
Различные формы исполнения таких расширенных возможностей наглядно показаны на фиг. 3 - 7.
Такие фигуры должны дать представление о гибкости возможностей использования новой концепции станка без всяких претензий на полноту этих возможностей расширения. Те же самые узлы снабжены на этих фигурах соответственно одинаковыми ссылочными обозначениями; детали, поясненные на примере фиг. 1 и 2, еще раз не поясняются.
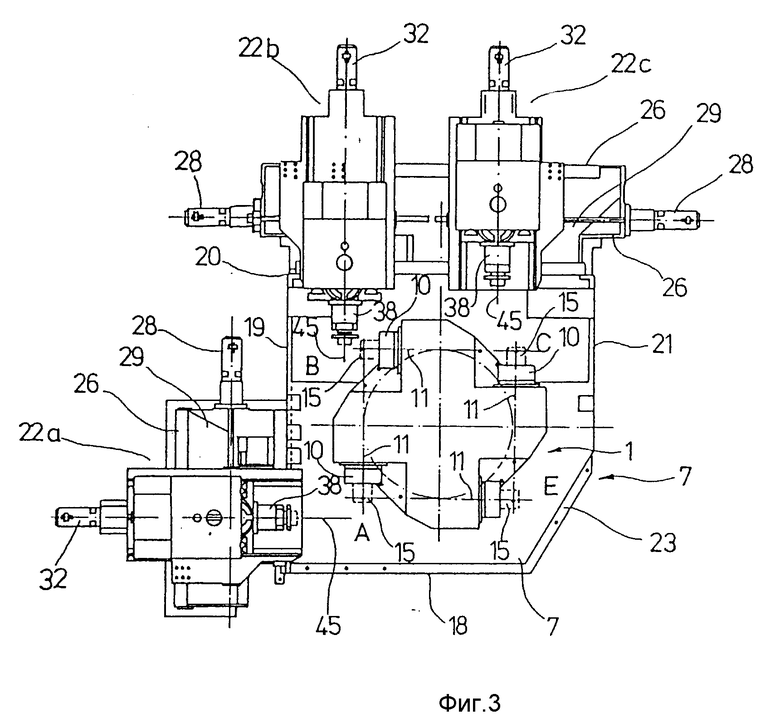
В форме исполнения, представленной на фиг. 3, на боковых стенках 19 и 20 цоколя 7, на котором установлено приспособление 1 для крепления изделий, закреплены с помощью фланцев три унифицированные силовые головки 22, из которых определение дано трем позициям обработки A, B, C. В то время как унифицированная силовая головка 22a в позиции обработки A выполнена и размещена аналогично изображенной на фиг. 1, обе унифицированные силовые головки 22b, 22c смонтированы с помощью фланцев рядом друг с другом вместе с их цокольными частями 25 на боковой стенке 20 цоколя 7, так что их рабочие шпиндели 38 имеют параллельные оси. Первые направляющие 26 могут быть проходимы для обеих унифицированных силовых головок 22b, 22c; но они могут быть разделены также и применительно к каждой силовой головке.
В то время как обе унифицированные силовые головки 22a, 22b с осями 45 своих рабочих шпинделей 38 ориентированы под прямым углом к планетарной оси посадочных имеет 10 для установки изделий, находящихся на этих позициях обработки А, B, ось 45 рабочего шпинделя 38 унифицированной силовой головки 22c в позиции обработки C ориентирована параллельно планетарной оси соответствующего посадочного места для установки изделий 10.
Такое расположение может быть целесообразным, если возникает необходимость на рабочей позиции C, в частности, со стороны торца изделия 15 провести его обработку. Обработка по периметру изделия 15 осуществляется преимущественно на предыдущих позициях обработки A, B. В этом случае, учитывая, что обрабатывается специальное изделие 15, нет необходимости в дополнительной унифицированной силовой головке на стороне 21 цоколя 7.
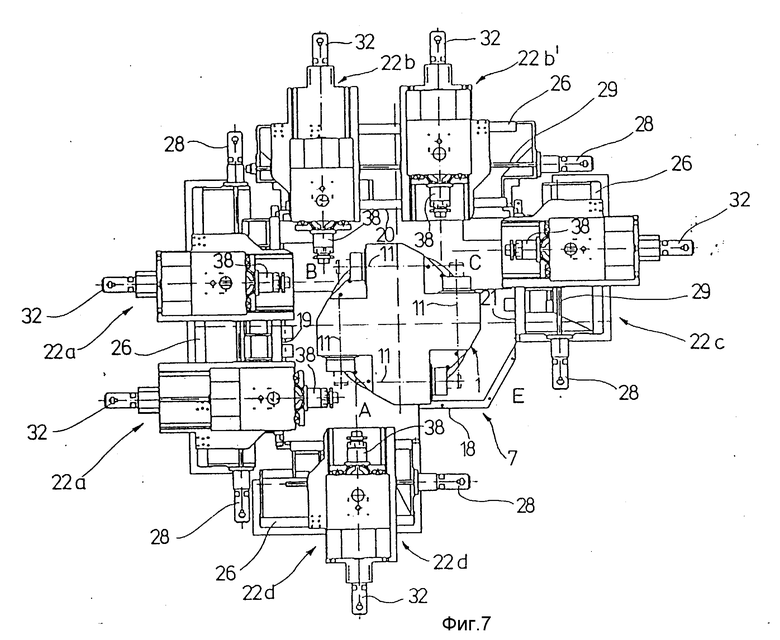
Конструктивный вариант согласно фиг. 7 соответствует многопозиционному станку с круглым делительным станком, как это в основном представлено на фиг. 1, с той лишь разницей, что дополнительно к боковой стене 18 общего цоколя 7 присоединяется фланцами другая унифицированная силовая головка 22d.
Кроме того, унифицированные силовые головки 22a, 22b, присоединенные к боковым стенкам 19 и 20, выполнены с первой направляющей 26, которая имеет вдвое большую длину, и ее длина рассчитана таким образом, что эта горизонтальная направляющая перекрывает соответственно два расположенных на приспособлении для крепления изделий 1 в окружном направлении друг за другом посадочных места для установки изделий 10 таким образом, что унифицированная силовая головка 22a или 22b может работать вместе с изделием 15 по выбору на одном или на другом посадочном месте для установки изделий 10.
На фиг. 4 наглядно представлены эти обе возможные позиции обработки 1 и 11 рабочего шпинделя 38 обеих унифицированных силовых головок 22a, 22b, при этом одна из рабочих позиций (II) изображена штрихпунктирной линией.
Как представлено на фиг. 4, изделие 15 может обрабатываться без изменения крепления и без того, чтобы оно было поднято или опущено, в каждом из четырех возможных положений приспособление для крепления изделия 1 в позиции обработки A, B и C как по периметру, так и исходя из торцевой стороны, то есть с помощью рабочего шпинделя 38, ось которого 45 проходит под прямым углом или параллельно соответствующей планетарной оси 11. Таким образом, возможна чистая обработка с пяти сторон на одной единственной позиции. Так как каждая из унифицированных силовых головок 22a - 22d является независимой и может управляться индивидуально, то можно, таким образом, достичь очень высокой степени гибкости в ее применении.
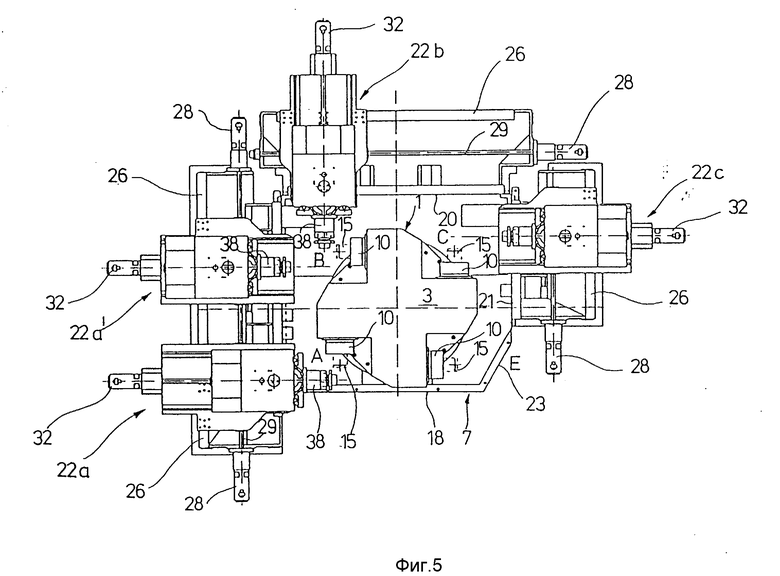
Конструктивный вариант, наглядно представленной в форме исполнения на фиг. 5, отличается от варианта согласно фиг. 4 тем, что на боковой стенке 18 общего цоколя 7, расположенного по соседству с позицией загрузки и разгрузки E, не установлена ни одна унифицированная головка 22, в то время как на "длинной" проходящей первой направляющей 26 позиции обработки A находятся две позиции обработки 22a, 22a', из которых каждая имеет свой собственный сервопривод 28, который позволяет переставлять обе унифицированные силовые головки независимо друг от друга.
Изделие 15, находящееся на позиции обработки B, может, таким образом, одновременно обрабатываться силовыми головками 22a, 22b (пятисторонняя обработка). В заключении силовая головка 22b может переводиться в позицию обработки C для того, чтобы там изделие могло быть обработано с помощью силовой головки 22c по периметру и с торцевой стороны.
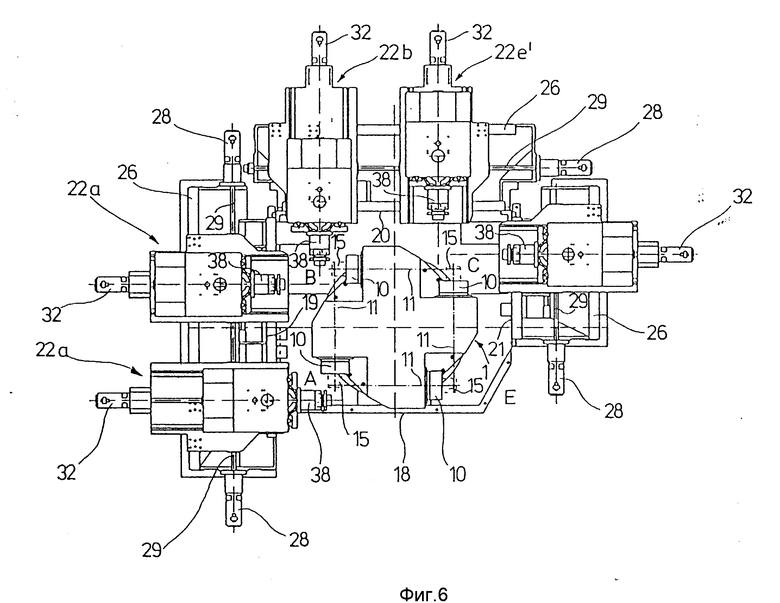
Конструктивный вариант многопозиционного станка с круглым делительным столом, наглядно представленный на фиг. 5, расширен, на фиг. 6 таким образом, что к унифицированной силовой головке 22b на первой "длинной" направляющей 26 подведена вторая силовая головка 22b', которая позволяет обрабатывать изделие по позиции обработки C одновременно с периферийной обработкой силовой головкой 22с с торцевой стороны. Результат состоит в том, что для осуществления торцевой обработки изделия на позиции обработки C не надо ждать, пока силовая головка 22b закончит свой рабочий цикл на позиции обработки B изделия 15 и будет находиться в состоянии готовности для транспортировки в позицию обработки C.
И, наконец фиг. 7 показывает новый многопозиционный станок с круглым делительным столом в его наилучшем варианте конструкции с шестью унифицированными силовыми головками 22, которые присоединены фланцами ко всем четырем боковым стенкам 18 - 21 цоколя 7. При этом унифицированные силовые головки 22a, a' и 22b, b' размещены соответственно на "длинной" первой горизонтальной направляющей 26, в то время как обе оставшиеся силовые головки 22c и 22d имеют в распоряжении "короткие" первые горизонтальные направляющие 26, которые ограничивают горизонтальную рабочую зону рабочего шпинделя 38 пространственными условиями, определенными размерами изделия 15. В этой связи следует упомянуть, что для особых случаев, зависящих от формы изделия, было бы реально оснастить силовые головки 22c и/или 22d одной длинной первой направляющей 26. Таким образом, была бы создана возможность обработки изделия 15 на позиции загрузки и разгрузки E сразу же после осуществления процесса загрузки и разгрузки. Ограничение места, которое занимает позиция загрузки и разгрузки E при выполнении загрузочной и разгрузочной операции, может быть принято во внимание тогда, когда применяются загрузочные и разгрузочные устройства, которые работают при использовании малой потребности места и не требуют создания каких-либо пространств, обусловленных техникой безопасности и предназначенных для обслуживающего персонала.
На фиг. 8 - 13 наглядно представлен многопозиционный станок с круглым делительным столом в различных конструктивных вариантах в форме исполнения, которая пригодна, в частности, для обработки более мелких изделий. Те же узлы, как и в форме исполнения согласно фиг. 1 - 7, которая уже была пояснена ранее, снабжены теми же ссылочными позициями, причем для внесения различия была добавлена цифра "0". Мы не видим необходимости в повторном пояснении конструкции и функции этих деталей, поскольку без этого можно обойтись.
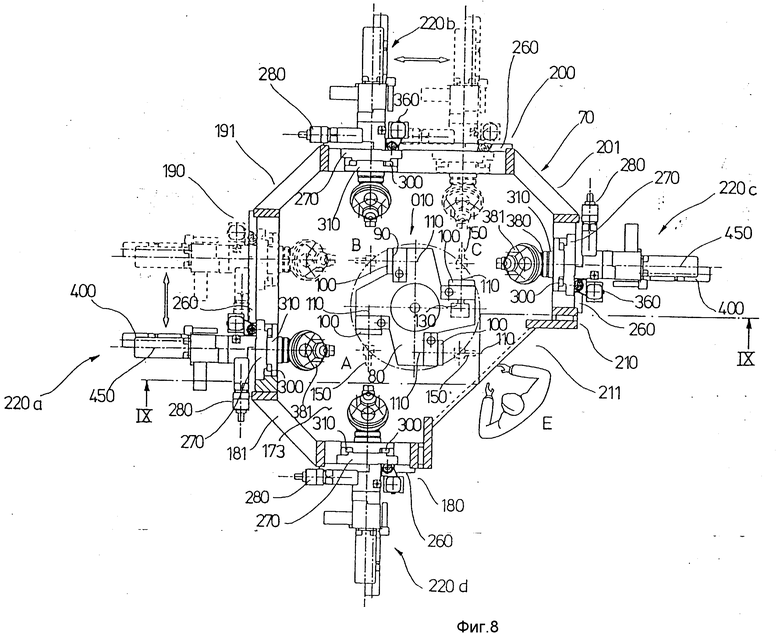
В то время как при форме исполнения по фиг. 1 - 7 приспособление 1 для крепления изделия размещено на цоколе 7, на его боковых стенках 18 - 21, выполненные в виде самостоятельных модулей унифицированные силовые головки 22 прикреплены фланцами в соответствии с конструктивным вариантом, в форме исполнения в соответствии с фиг. 8 - 13 предусмотрен унифицированный корпус 70, внутри которого в подвешенном состоянии установлено приспособление для крепления изделия 010, при этом унифицированные силовые головки 220, выполненные также в виде модулей, распределены вокруг приспособления для крепления изделия 010, будучи установленными в соответствующих позициях обработки A, B, C в соответствующих боковых стенках корпуса 70. Принципиальная функция многопозиционного станка с круглым делительным столом в обеих формах исполнения одинакова.
Корпус 70, имеющий в поперечном сечении (фиг. 8) многоугольную форму, выполнен по типу клетки с четырьмя плоскими деталями боковых стенок 180, 190, 200, 210, расположенными парами параллельно друг другу, между которыми предусмотрены наладочные отверстия 181, 191, 201, таким образом получается многоугольник, в основном замкнутый по окружности на позиции загрузки и разгрузки E до наладочных отверстий и отверстия для обслуживания 211. На детали боковых стенок 180, 190, 200 и 210 установлена в основном ровная верхняя стенка 170, в то время как упомянутые детали боковых стенок расположены внизу на стенке днища 171, с которой они жестко связаны. Стенка днища 171 имеет расположенное в середине, круглое отверстие 172 для отвода стружки, которое ограничено расположенной вокруг воронкой 173 для отвода стружки, которая может образовывать часть конструкции стенки днища и способствует упрочнению всей конструкции.
Детали боковой стенки 180, 190, 200 и 210, а также верхняя стенка 170 и стенка днища 171 имеют сильное оребрение и/или состоят из двух створок, как представлено на фиг. 9, и представляют собой детали унифицированной сварной конструкции, которая образует корпус 70 типа клетки. Корпус 70, выполненный по типу клетки, отличается большой жесткостью и стабильностью формы. Его параметры рассчитаны таким образом, что реакция опоры, возникающая при обработке изделий в отдельных позициях A, B, C, поглощается самим корпусом 70, так что станина станка или какие-либо другие элементы конструкции, предусмотренные на установочной площадке в качестве опоры для корпуса 70, не воспринимают эти силы. В представленном примере исполнения для установки корпуса 70 на необходимую рабочую высоту служит полая средняя колонна 174, которая установлена коаксиально по отношению к вертикальной средней оси, образующей делительную ось 60, и внутреннее пространство которой соединено с отверстием для отвода стружки 172. Через соответствующее боковое отверстие 175 ниже стенки 171 осуществляется отвод в сторону стружки по транспортеру 176 для удаления стружки (фиг. 9).
Узкие ребра 178, размещенные в форме звезды между средней колонкой 174, донной плитой 171 и основанием станка 177, обеспечивают надежное, предотвращающее опрокидывание, соединение корпуса 70 со средней колонкой 174.
Вместо средней колонны 174 могут быть использованы также выдвижные ножки, размещенные по краям у донной стенки 171, или соответствующие опорные элементы; даже можно допустить подвешивание корпуса 70 на соответствующей несущей конструкции и, таким образом, полностью освободить пространство под стенкой днища 171.
Приспособление для крепления изделия 010 имеет крестообразную консоль 020 с четырьмя кронштейнами, которая сконструирована также как и консоль 2, представленная на фиг 1 и 2, и которая имеет посадочные места 100 для установки изделий, выполненные по типу планетарных столов и установленные на выполненных парами, параллельно друг другу, боковых поверхностях 90 кронштейнов 80.
Планетарные оси 110 посадочных мест для установки изделий проходят тангенциально на радиальном расстоянии от вертикальной делительной оси 60; они выставлены парами, параллельно друг другу и расположены с одной общей горизонтальной плоскости 120 (фиг. 9). Для каждого посадочного места 100 предусмотрен привод 130, как это обозначено на фигуре для посадочного места 100, предназначенного для установки изделия. Приводы 130 позволяют осуществлять поворот каждого посадочного места для установки изделия 100 в отдельности в соответствии с программой непрерывно или в форме заданных инкрементов вокруг соответствующей планетарной оси 110.
Консоль 020 подвешена на делительном столе 030, который размещен в цилиндрическом корпусе 031 связанном с верхней стенкой 170, который одновременно принимает на себя радиальную ориентацию консоли 020. Установленный соответствующий привод деления обозначен позицией 050. Позицией 0512 обозначен соответствующий сельсин-датчик консоли 020. В плоских боковых деталях стены 180, 190, 200, 210, расположенных парами параллельно друг другу по обе стороны от вертикальной делительной оси 60, выполнены соответствующие первые горизонтальные направляющие 260, которые ограничивают соответствующие отверстия в деталях стены вверху и внизу. На каждой горизонтальной первой направляющей 260 смонтирована с возможностью перестановки в горизонтальном направлении каретка 270, которая имеет вертикальные направляющие 300, на которых в вертикальном направлении передвигаются поперечная каретка 310. В соответствующее сквозное отверстие поперечной каретки 310 вставлена выполненная в форме модулей унифицированная силовая головка 220 с горизонтальной шпиндельной осью 450.
Каждая унифицированная силовая головка 220 имеет рабочий шпиндель 380, установленный в пиноле, который несет насаженную на пиноль инструментальную револьверную головку 381, которая выполнена в данном примере исполнения в виде револьверной головки с вертикальной осью, имеющей делительную ось револьверной головки, проходящую под углом 40o по отношению к шпиндельной оси 450.
Сервопривод для осевой подачи пиноля и револьверной головки 381 обозначен позицией 410. Привод шпинделя осуществляется посредством унифицированной силовой головки 382. Установочные приспособления для перестановки каретки 270 в горизонтальном направлении и для перестановки поперечной каретки 310 в вертикальном направлении обозначены позициями 280 и 360.
Таким же образом как и в форме исполнения по фиг. 1 - 7 в каждой позиции обработки A, B, C возможна обработка изделия 150 с пяти сторон, и для этого не требуется перезакрепление изделия. Шпиндельная ось 450 силовой головки 220, находящейся на соответствующей позиции обработки, проходит под прямым углом или параллельно планетарной оси 110 посадочного места 100 для установки изделия, находящегося на этой позиции обработки. Приспособление 010 для крепления изделия имеет возможность поворота посредством сервопривода на 90o вокруг делительной оси 60 и возможность стационарного фиксирования в своем соответствующем угловом положении.
В форме исполнения, представленной на фиг. 8, наглядно представлен конструктивный вариант, при котором в боковые детали 180, 190, 200 и 210 соответственно установлена одна силовая головка 220a, 220b, 220c. Первые горизонтальные направляющие 260 унифицированных силовых головок 200a, 220b, 220c, выполнены такой длины, что унифицированная силовая головка может смещаться между двумя расположенными по соседству по периметру приспособления для крепления изделия 010 посадочными местами 100 для установки изделий по выбору, выполняя возвратно-поступательное движение, как это представлено на фиг. 8 стрелками, где дается очертательный контур силовой головки. Эти силовые головки 220a, 220b могут поэтому обрабатывать изделия 150, находящиеся на позициях обработки A, B и C вместе с другими силовыми головками 220d, 220c, подчиненными этой позиции обработки, с пяти сторон. Первые горизонтальные направляющие 260 других силовых головок 220c, 220d выбраны при этом "короткими", то есть их длины хватает на то, чтобы двигать рабочий шпиндель 380 с револьверной головкой 381 вне зоны предельного отклонения размеров изделия 150, закрепленного на посадочном месте 100 для установки изделия, находящегося в соответствующей позиции обработки.
Инструмент, закрепленный в револьверной головке 381, может дополнительно передвигаться вертикально с помощью поперечной каретки 310 и подводиться к изделию и отводиться от него назад с помощью привода пиноля рабочего шпинделя 380.
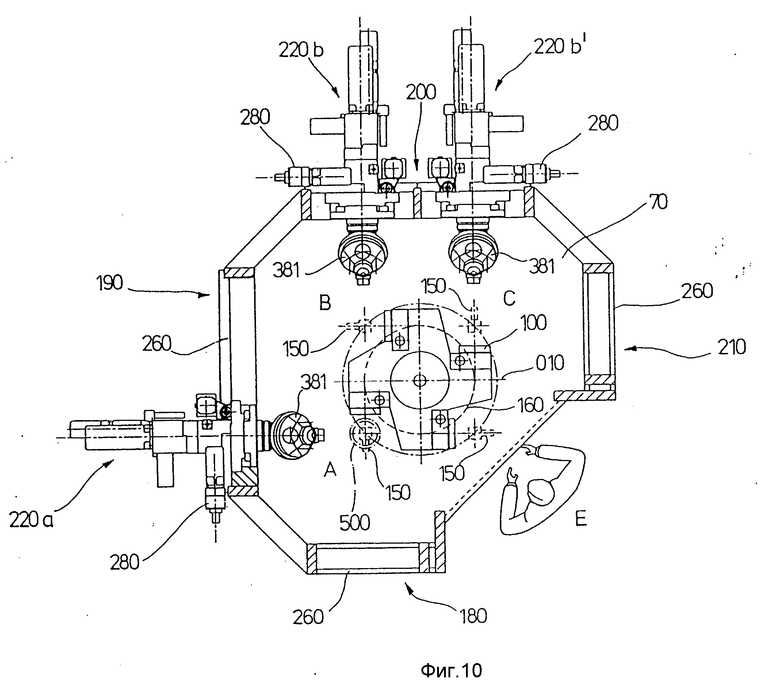
Форма исполнения многопозиционного станка с круглым делительным столом, представленная на фиг. 10, отличается от формы исполнения по фиг. 8, 9 своим более упрощенным вариантом конструкции. Собственно, предусмотрены три унифицированные позиции обработки 220a, 220b и 220b', из которых силовая головка 220a также как и на фиг. 8 может перемещаться по длинной первой горизонтальной направляющей 260 на такое расстояние, что изделие 150 может обрабатываться как на позиции обработки A (по периметру), так и на позиции обработки B (с торцевой стороны).
Обе рабочие позиции 220b, 220b' могут перемещаться соответственно на "короткой" первой горизонтальной направляющей 260, они служат для обработки изделий 150 на обеих соседних позициях обработки B и C по способу, предусмотренному на фиг. 10.
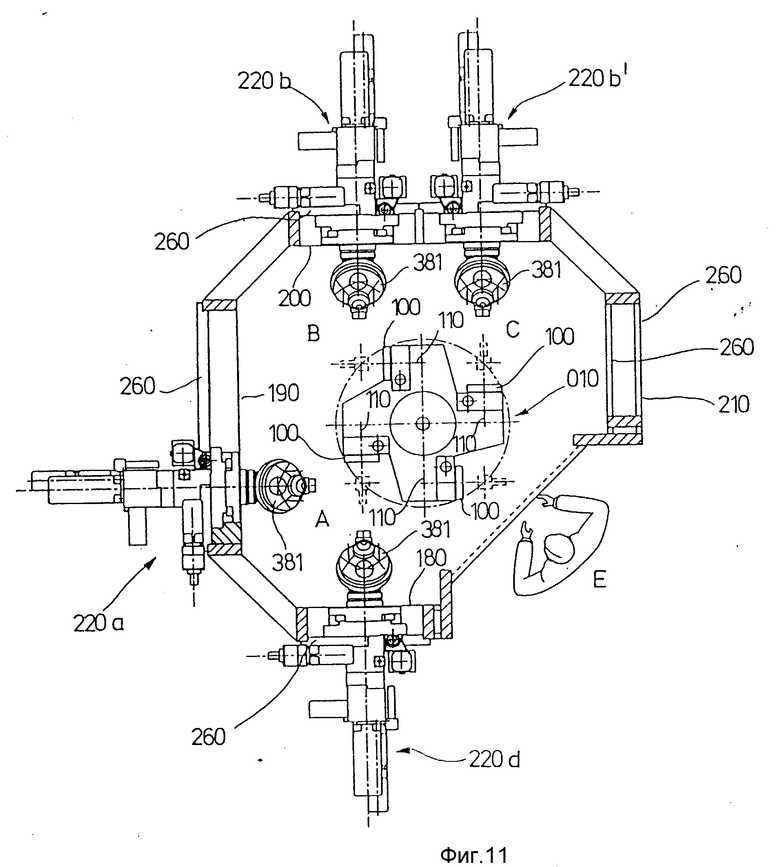
В конструктивном варианте, представленном в форме исполнения по фиг. 11, расположение силовых головок 220 аналогично расположению, представленному в форме исполнения по фиг. 10. Силовая головка 220d, изображенная на фиг. 8, установлена в стенную деталь 180. В соответствии с этим на позиции обработки A могут обрабатываться изделия 150 как с торцевой стороны, так и по периметру - что в одинаковой мере действует также и для изделий 150 на рабочей позиции B - в то время как на рабочей позиции C происходит обработка изделий 150 соответственно с торцевой стороны.
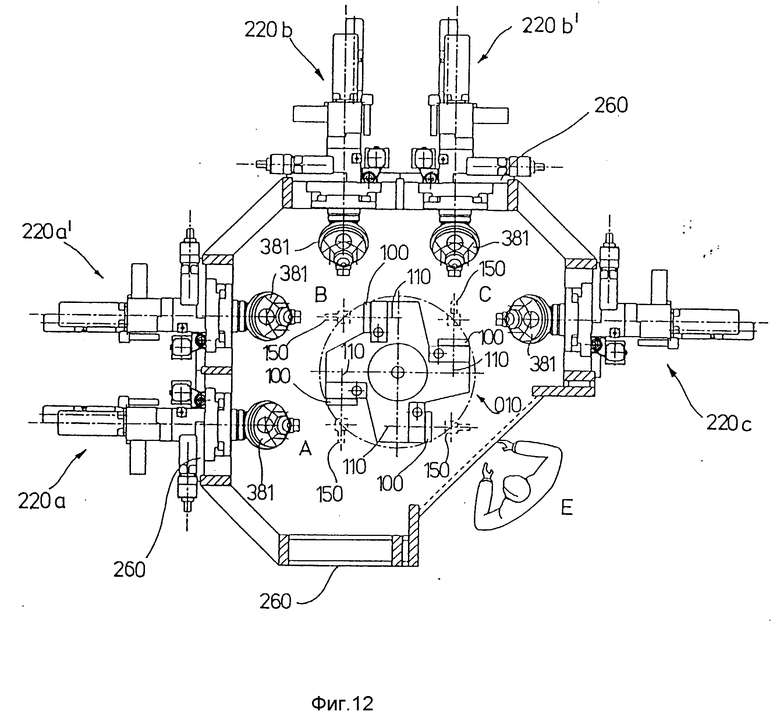
Конструктивный вариант, представленный наглядно на фиг. 12, выполнен таким образом, что в боковые стенные детали 190, 200 с "короткими" первыми направляющими 260 вставлены соответственно две силовые головки 220a, 220a' и 220b, 220b'.
Вид обрабатываемых здесь изделий 150 такой, что на позиции обработки A осуществляется лишь обработка периметра, в то время как на последующих позициях обработки B, C изделия 150 обрабатываются соответственно с торцевой стороны и по периметру собственными силовыми головками 220a', 220b, 220b', 220c.
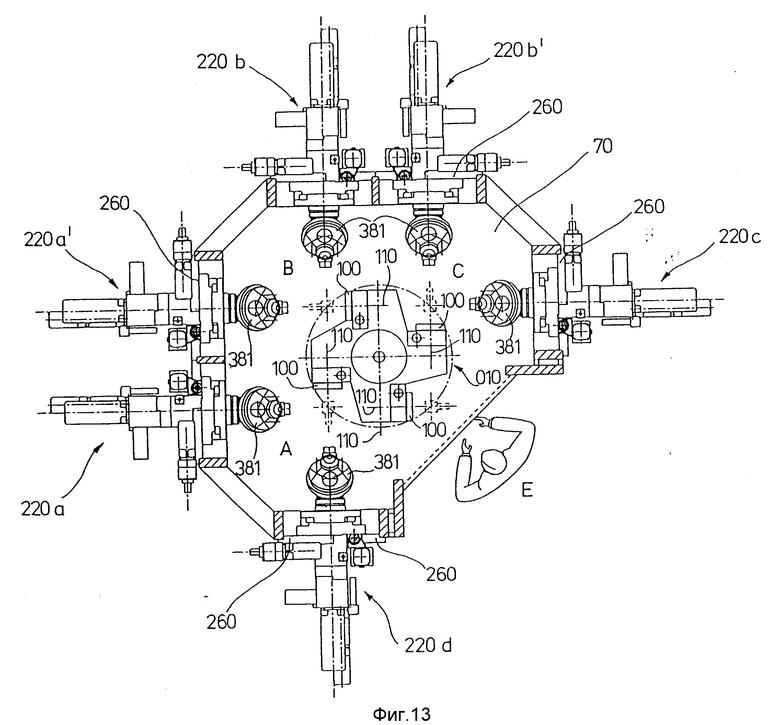
И в заключении фиг. 13 показывает самый полный конструктивный вариант с шестью унифицированными силовыми головками. Все силовые головки 220a, 220a' и соответственно 220b, 220b' установлены в соответствующих боковых стенных деталях, которые рассчитаны с учетом размеров обрабатываемого изделия 150.
На каждой позиции обработки A, B, C в данном случае возможна обработка изделий 150 по периметру и с торцевой стороны посредством собственных силовых головок, так что в результате получается очень короткое штучное время и гарантируется максимальная гибкость в использовании вариантов применения.
Конструктивные детали принципиальной схемы унифицированных силовых головок 220 описаны в патенте ФРГ 3941450. В соответствии с пояснениями, данными в описании к данному патенту, в случае, если в этом есть необходимость, учитывая особую конструкцию обрабатываемых изделий 150, дополнительно во всех описанных конструктивных вариантах в ровную горизонтальную верхнюю стенку 170 или также в горизонтальную нижнюю стенку 171 на отдельных позициях обработки могут быть встроены другие силовые головки 220 для того чтобы создать дополнительные оси обработки. Аналогично форме исполнения по фиг. 1 - 7 отдельные рабочие головки могут быть смонтированы с возможностью поворота вокруг горизонтальной или вертикальной оси.
В части формы исполнения, и которым были даны пояснения, новых многопозиционных станков с круглым делительным столом исходили из приспособления для крепления изделия 1 или 010, которое сконструировано с этим несет четыре посадочных места для установки изделий 10 или 100. В принципе было бы возможно сконструировать многопозиционный станок с круглым делительным столом, имеющий меняющееся число позиций обработки, а также применить приспособление для крепления изделия, которое было бы оснащено не четырьмя, а большим числом (например, двумя или шестью) посадочными местами для установки изделий 10 или соответственно 100. Но в каждом случае планетарные оси 11 или 110 посадочных мест для установки изделий выставляются на радиальном расстоянии тангенциально по отношению к вертикальной делительной оси 6 или 60 и размещаются в по меньшей мере горизонтальной плоскости. Унифицированные силовые головки 22, 220 являются, как правило, настоящими трехслойными блоками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Станок для обработки изделий ротационными инструментами | 1988 |
|
SU1716959A3 |
| ВЕРТИКАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА | 1991 |
|
RU2050261C1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1989 |
|
RU2053052C1 |
| Агрегатный станок | 1986 |
|
SU1335422A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ПРОТОЧЕК НА ИЗДЕЛИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2085351C1 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ГОЛОВОК РЕЛЬСОВ | 2015 |
|
RU2607506C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2086378C1 |
| СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВЫСТУПАЮЩЕГО КРАЯ КОЛЬЦЕОБРАЗНЫХ ПОВЕРХНОСТЕЙ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2222418C1 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |


Изобретение относится к станкостроению. Многопозиционный станок с круглым делительным столом содержит приспособление 1 для крепления изделия. Приспособление 1 выполнено с возможностью повторного включения в шаговом режиме с помощью шагового привода и может жестко фиксироваться в угловых положениях, соответствующих определенным позициям обработки. В отдельных позициях обработки размещены унифицированные силовые головки 22, которые соответственно несут по меньшей мере один рабочий шпиндель 38. На приспособлении 1 закреплены посадочные места для установки изделий 10 с планетарными осями 11, лежащими по меньшей мере в одной горизонтальной плоскости 12. Планетарные оси 11 проходят тангенциально на расстоянии от вертикальной делительной оси 6 приспособления 1 и ориентированы соответственно парами. 1 с. и 10 з.п. ф-лы, 13 ил.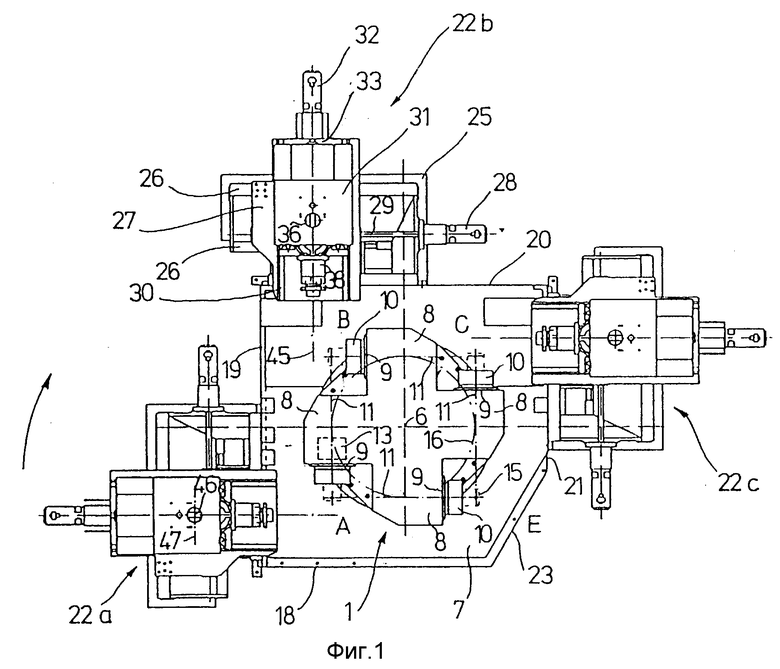
| DE, заявка, 2755755, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |

