со
01
05
Изобретение относится к машиностроению, к механообрабатывающему производству, и может быть использовано для обработки внутренних поверхностей гильз цилиндра тепловозного двигателя.
Закругление и отделку кромок газораспределительных окон цилиндров производят последовательно проволочными щетками, абразивн-ым и кожаным эластичным инструментом, что может быть выполнено, например, на вертикальных многошпиндельных станках.
Известны вертикальные многошпиндельные станки для последовательной обработки деталей, содержаш,ие станину со стойкой, смонтированные на ней обрабатывающие узлы, а также многопозиционный поворотный стол, содержащий несколько вращающихся шпинделей для установки изделия. Такие станки имеют одну загрузочную позицию, на которой производится смена обрабатываемой детали и остальные рабочие позиции, на которых осуществляют ту или иную операцию.
Эти станки нашли применение при обработке различных деталей, как круглых (с вращающимися рабочими позициями), так и коробчатой формы 1.
Однако для обработки кромок газораспределительных окон цилиндров двигателей они не приспособлены из-за специфичности операций, требующих сообщения изделию дополнительного установочного перемещения для получения необходимого натяга .между инструментом и деталью, свойственного способам безразмерной .обработки.
Целью изобретения является автоматизация многооперационного процесса обработки кромок газораспределительных окон цилиндров двигателей.
Поставленная цель достигается тем, что в вертикальном многошниндельном станке с одной загрузочной и несколькими рабочими позициями, содержащем станину со стойкой, смонтированные на ней салазки щпиндельных головок с инструментами, а также многопозиционный поворотный стол со шпинделя.ми изделия и приводом их вращения на каждой позиции поворотного стола выполнены двухступенчатые пазы, станок снабжен закрепленными на станине с возможностью взаимодействия с пазами поворотной скобой и трехпозиционным гидроцилиндром с установленным на его штоке роликом, при этом шпиндельные головки смонтированы на салазках с возможностью поворота.
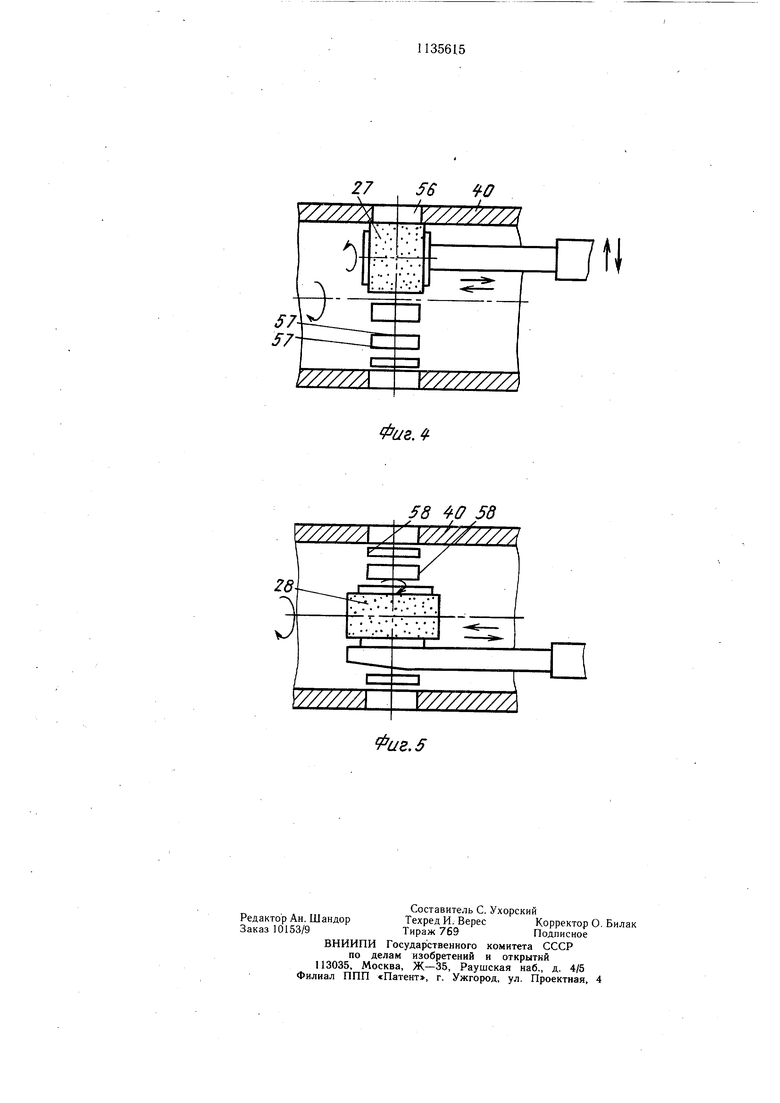
На фиг. 1 показана кинематическая схема станка; на фиг. 2 --- схематичный вид на станок сверху; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - положение инструмента при обработке продольных кромок окон; на фиг. 5 - то же, при обработке поперечных кромок окон.
Станок состоит из поворотного стола 1, установленного в подшипниках 2 на плите 3 и приводимого во вращение от гидромотора 4 через систему зубчатых колес 5 и 6, 5 равномерно расположенных по окружности стола 1 шпиндельных патронов 7 в подщипниках 8, приводимых во вращение от электродвигателя 9 через редуктор 10, коническую пару 11, цилиндрические пары 12 и 13, щпиндельных головок 14 с приводом от электродвигателей 15, установленных по парно в направляющих 16 на портале 17, гидроцилиндра 18 для возвратно-поступательного перемещения траверсы 19 с тягами 20, связанными с шпиндельными головками 14. Станина станка включает в себя плиту 3, колонны 21 и крестообразный портал 17.
Шпиндельные головки 14 имеют поворотные кронштейны 22, с помощью которых они шарнирно прикреплены R салазкам 23 и вместе с ними перемещаются по направляющим 16. На салазках 23 имеется кронщтейн 24 с винтовым механизмом 25, который от маховика 26 позволяет перемещать щпиндельную головку 14 по окружности для
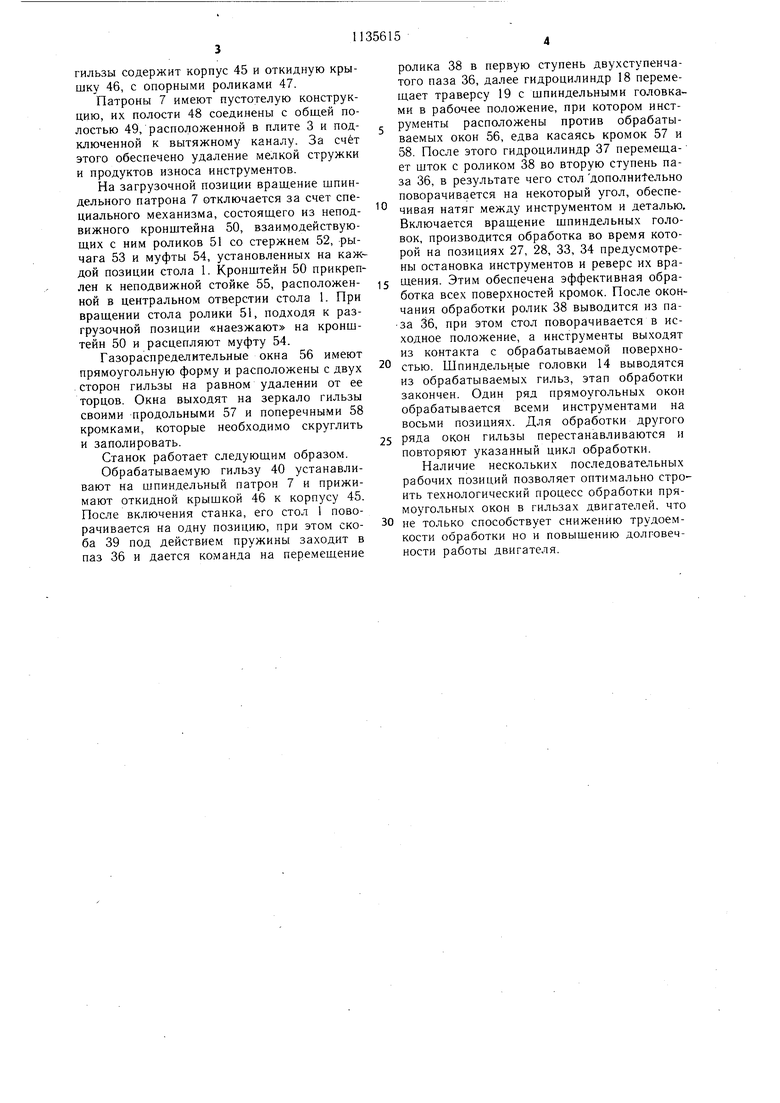
5 компенсации износа инстру.ментов 27-34. Оси инструментов 27, 29, 31, 33 распо.аожены параллельно направляющим 16. Эти инструменты предназначены для обработки продольных кромок окон гильзы. Оси инструментов 28, 30, 32, 34, предназначенных
для обработки поперечных кромок окон гильзы, перпендикулярны направляющими 16 за счет конической пары 35. На шпиндельных головках, в соответствии с технологическим процессом, установлены, например, следующие инструменты: проволочные шетки 27 и 28, лепестковые абразивные круги 29-32, кожаные лепестковые круги 33. и 34. Проволочным щеткам 27, 28 и кожаным лепестковы.м кругам 33 и 34 сообщается реверсивное вращение.
0 На периферии поворотного стола 1 выполнено девять по числу позиций, включая загрузочную, двухступенчатых пазов 36, а на станине станка установлен поворотнофиксирующий механизм, состоящий их трех5 позиционного гидроцилиндра 37 с роликом 38 на штоке и поворотной подпружиненной скобы 39. Ось двухступенчатого паза 36 на второй ступени смещена на величину, равную натягу, создаваемому между инструментами и обрабатываемой поверхностью.
0 Обрабатываемая гильза 40 с одного края имеет двухсторонний фланец 41, а с другого края симметрично этому фланцу на нее устанавливается такой же по размерам технологический фланец 42. Шпиндельные патроны 7 имеют базирующий бурт 43, диаметр которого равен диаметру зеркала гильзы и поводок 44, который, упираясь во фланец 41 или 42 передает вращение гильзе. Приспособление для крепления обрабатываемой
гильзы содержит корпус 45 и откидную крышку 46, с опорными роликами 47.
Патроны 7 имеют пустотелую конструкцию, их полости 48 соединены с общей полостью 49, расположенной в плите 3 и подключенной к вытяжному каналу. За счёт этого обеспечено удаление мелкой стружки и продуктов износа инструментов.
На загрузочной позиции вращение шпиндельного патрона 7 отключается за счет специального механизма, состоящего из неподвижного кронштейна 50, взаимодействующих с ним роликов 51 со стержнем 52, рычага 53 и муфты 54, установленных на каж дои позиции стола 1. Кронштейн 50 прикреплен к неподвижной стойке 55, расположенной в центральном отверстии стола 1. При вращении стола ролики 51, подходя к разгрузочной позиции «наезжают на кронштейн 50 и расцепляют муфту 54.
Газораспределительные окна 56 имеют прямоугольную форму и расположены с двух сторон гильзы на равном удалении от ее торцов. Окна выходят на зеркало гильзы своими продольными 57 и поперечными 58 кромками, которые необходимо скруглить и заполировать.
Станок работает следующим образом.
Обрабатываемую гильзу 40 устанавливают на шпиндельный патрон 7 и прижимают откидной крышкой 46 к корпусу 45. После включения станка, его стол 1 поворачивается на одну позицию, при этом скоба 39 под действием пружины заходит в паз 36 и дается команда на перемещение
ролика 38 в первую ступень двухступенчатого паза 36, далее гидроцилиндр 18 перемещает траверсу 19 с щпиндельными головками в рабочее положение, при котором инструменты расположены против обрабатываемых окон 56, едва касаясь кромок 57 и 58. После этого гидроцилиндр 37 перемещает шток с роликом 38 во вторую ступень паза 36, в результате чего стол дополнительно поворачивается на некоторый угол, обеспечивая натяг между инструментом и деталью. Включается вращение шпиндельных головок, производится обработка во время которой на позициях 27, 28, 33, 34 предусмотрены остановка инструментов и реверс их вращения. Этим обеспечена эффективная обработка всех поверхностей кромок. После окончания обработки ролик 38 выводится из паза 36, при этом стол поворачивается в исходное положение, а инструменты выходят из контакта с обрабатываемой поверхностью. Шпиндельные головки 14 выводятся из обрабатываемых гильз, этап обработки закончен. Один ряд прямоугольных окон обрабатывается всеми инструментами на восьми позициях. Для обработки другого
ряда окон гильзы перестанавливаются и повторяют указанный цикл обработки.
Наличие нескольких последовательных рабочих позиций позволяет оптимально строить технологический процесс обработки прямоугольных окон в гильзах двигателей, что
не только способствует снижению трудоемкости обработки но и повышению долговечности работы двигателя.
j2 /ЛизЖ
ПозЖ,
27 SS 0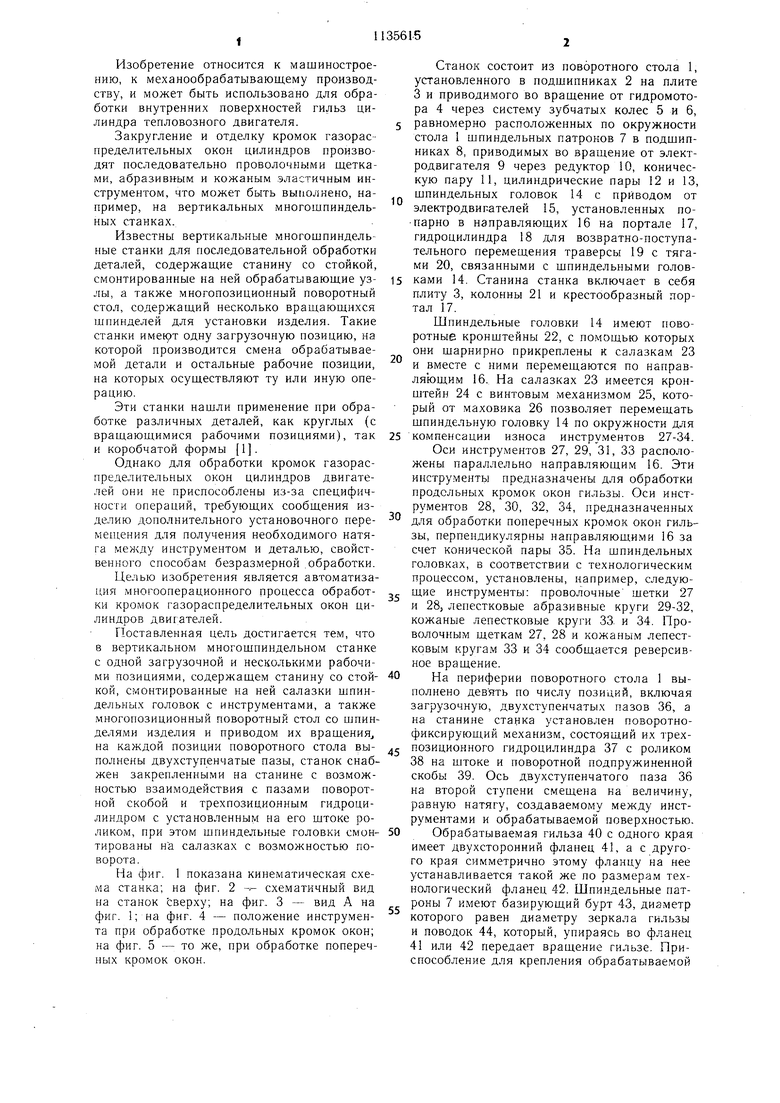
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1988 |
|
SU1708572A1 |
| Способ многошпиндельной обработки групп отверстий | 1977 |
|
SU663498A1 |
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Фрезерный станок | 1976 |
|
SU656747A1 |
| Станок для обработки отверстий сВиНТОВыМи КАНАВКАМи | 1978 |
|
SU818765A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Токарный вертикальный многошпиндельный станок | 1985 |
|
SU1296304A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
ВЕРТИКАЛЬНЫЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК с одной загрузочной п несколькими рабочими позициями, содержащий станину со стойкой, смонтированные на ней салазки с шпиндельными головками и инструментами, а также многопозиционный поворотный стол с шпинделями изделия и приводом их вращения, отличающийся тем, что, с целью автоматизации многооперационного процесса обработки кромок газораспределительных окон цилиндров двигателей, на каждой позиции поворотного стола выполнены двухступенчатые пазы, станок снабжен закрепленными на станине с возможностью взаимодействия с двухступенчатымипазами поворотной скобой и трехпозиционным гидроцилиндром с установленным на его штоке роликом, при этом шпиндельные головки установлены на салазках с возможностью поворота.
У//////Л
26
Фиг,
58 0 5В
Y////////A
f-r-J;
V////////
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шаумян Г | |||
| А | |||
| Автоматы и автоматические линии | |||
| М., Машгиз., 1961, с | |||
| Способ получения твердых неплавких и нерастворимых продуктов уплотнения формальдегида с фонолами | 1925 |
|
SU435A1 |
| Способ приготовления хлебного вина | 1925 |
|
SU424A1 |
