Изобретение относится к механической обработке изделий и может быть использовано в машиностроительных отраслях промьшленности.
Цель изобретения - расширение технологических возможностей станка за счет обеспечения обработки различных конструктивных элементов на внутренних поверхностях деталей.
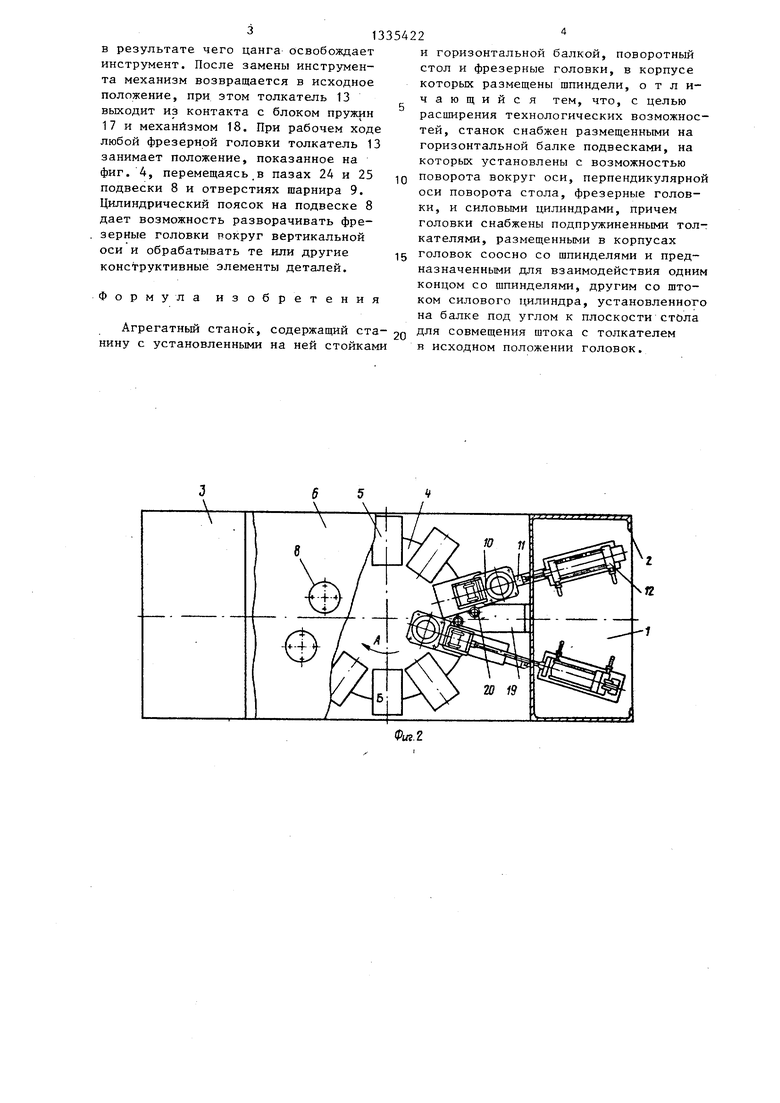
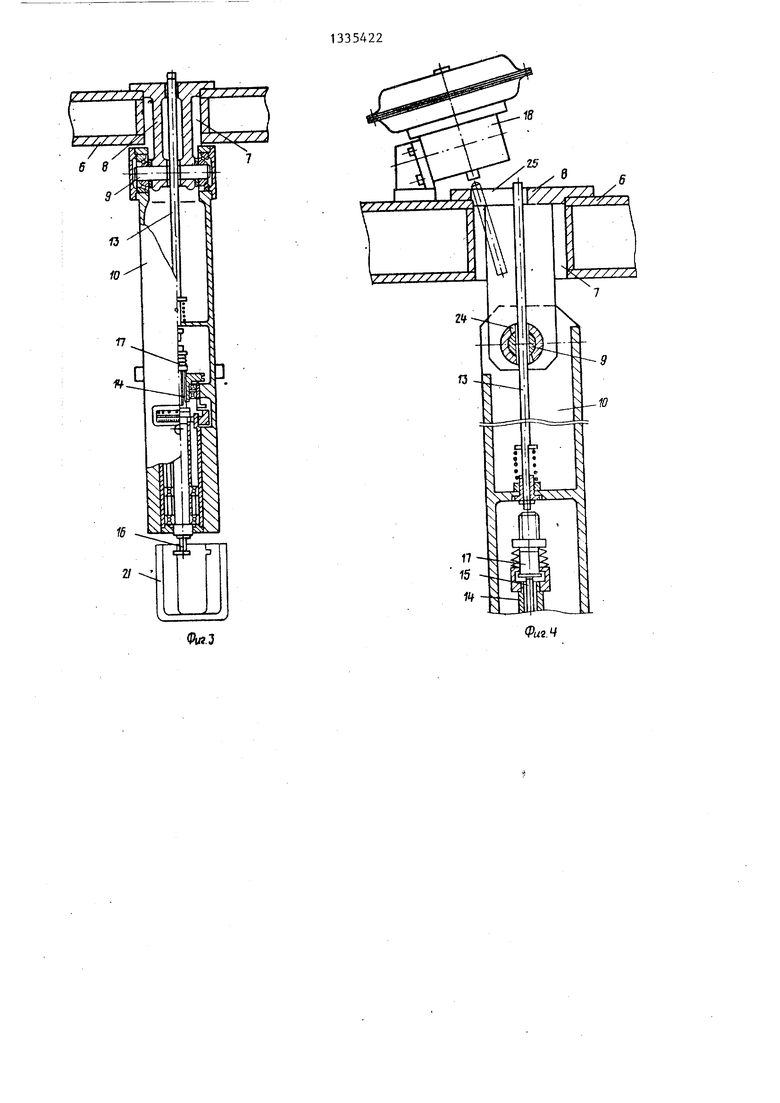
На фиг. 1 показан станок, вид сбоку; на ,фиг, 2 - то же, вид сверху;- на фиг. 3 - фрезерная бабка, общий вид; на фиг. 4 - привод разжима ин- струмента; на фиг. 5 - обрабатываемая деталь, первый образец; на фиг. 6 - то же, второй образец; на фиг. 7 - то же, третий образец.
Станок состоит из основания 1, вертикальных стоек 2 и 3. На- основа- НИИ, посредине, закреплен поворотно- делительный стол 4 с приспособлениями 5. На стойках 2 и 3 лежит горизонтальная балка 6. В вертикальные от30
35
40
верстия 7 балки 6 установлены по-двес- 25 мента 16 обеспечивает заход его ки 8 фланцами на верхнюю плоскость Балки. Подвески имеют шарнирный палец 9, параллельный плоскости делительного стола. На пальцах, на подшипниках с возможностью поворота на оси, перпендикулярной оси поворота- стола, устанавливаются фрезерные головки 10, соединенные шарнирными звеньями 11 с приводами 12 подач. В корпусе фрезерной головки размещены подпружиненный толкатель 13 и шпиндель 14, внутри которого помещен натяг 15, ввинченный в цангу, зажимающую инструмент 16. На верхнем конце шпинделя установлен пакет тарельчатых пружин 17. На верхней плоскости балки 6 установлен под углом к оси поворота стола мембранный исполнительный механизм (силовой цилиндр) 18,. шток которого взаимодействует с подцружиненным толкателем 13. Между фрезерными головками к стойкам за- - креплены столики 19 с роликами 20. Детали 21 крепятся в приспособлении 5. В исходном положении фрезерные головки расположены накдонно (позиции 22 и 23). В подвеске 8 имеются отверстия в виде пазов 24 и 25, а в балке 6 - центральное цилиндрическое отверстие 26. Форма обрабатываемых поверхностей может быть различна, например 27 - 30.
Обработка в станке производится следующим образом.
внутрь детали над стенками 31 ил и- обработку внутренних поверхнос (ребер) в деталях 21. После окон ния рабочего цикла фрезерные гол ки 10 приводами 12 подач выводят из детали в исходное положение 2 и 23. В исходном положении одни ловки могут быть наклонены к цен станка, другие от него. В зависи ти от этого -И расстояния их подв 8 от центрального отверстия 26 г ловки проходят, над стенкой 31 и обрабатывают поверхность паза 27 либо над стенкой 32 и обрабатыва поверхность пазов 28. Для повьш1е ния точности обработки предусмот ролики 20, установленные на непо движных - столиках 19„ При обработ внутренних поверхностей головки 45 жимаются к роликам 20 силой реза Для разжима инструмента 16 преду рен мембранньй исполнительный ме низм (силовой цилиндр) 18, устан ленньй под углом, на котором уст ливается головка в исходном поло нии. Механизм после окончания об ботки нажимает на толкатель 13, одолевает усилие, создаваемое ег жиной и соприкасается толкателем с винтом блока тарельчатых пружи обеспечивающих крепление инструм Дальнейшим перемещением мембранн исполнительного механизма (пневм вода) вниз сжимается пакет пружи
50
55
В приспособлении 5 устанавливают детали 21, которые перемещаются поворотно-делительным столом 4 от одной фрезерной головки к другой, например по стрелке А. Загрузка приспособлений производится в :зоне Б. В исходном положении все фрезерные головки находятся в наклонном положении (позиции 22 и 23, фиг. 1). В шпинделях 14 головок крепится инструмент 16 Крепление обеспечивается цангой под действием пакета тарельчатых пружин 17, соединенных с цангой натягом 15. После поворота и фиксации делительного стола 4 производится обработка деталей 21. Для этого при-- воды 12 подач через шарнирное соединение 1 1 сообщают П€;ремещение фр-езер- ным головкам 22 и 23. При этом головки совершают качательное движение вокруг шарнира 9 и в конце рабочего хода займут вертикальное положение.
Криволинейная траектория инстру0
5
0
5 мента 16 обеспечивает заход его
внутрь детали над стенками 31 или 32 и- обработку внутренних поверхностей (ребер) в деталях 21. После окончания рабочего цикла фрезерные головки 10 приводами 12 подач выводятся из детали в исходное положение 22 и 23. В исходном положении одни головки могут быть наклонены к центру станка, другие от него. В зависимости от этого -И расстояния их подвесок 8 от центрального отверстия 26 головки проходят, над стенкой 31 и обрабатывают поверхность паза 27, либо над стенкой 32 и обрабатывают поверхность пазов 28. Для повьш1е- ния точности обработки предусмотрены ролики 20, установленные на неподвижных - столиках 19„ При обработке внутренних поверхностей головки при- 5 жимаются к роликам 20 силой резания. Для разжима инструмента 16 предусмотрен мембранньй исполнительный механизм (силовой цилиндр) 18, установ- ленньй под углом, на котором устанавливается головка в исходном положении. Механизм после окончания обработки нажимает на толкатель 13, преодолевает усилие, создаваемое его пружиной и соприкасается толкателем 13 с винтом блока тарельчатых пружин 17, обеспечивающих крепление инструмента. Дальнейшим перемещением мембранного исполнительного механизма (пневмопривода) вниз сжимается пакет пружин.
0
5
в результате чего цанга освобождает инструмент. После замены инструмента механизм возвращается в исходное положение, при этом толкатель 13 выходит из контакта с блоком пружин 17 и механизмом 18. При рабочем ходе любой фрезерной головки толкатель 13 занимает положение, показанное на фиг. 4, перемещаясь.в пазах 24 и 25 подвески 8 и отверстиях шарнира 9. Цилиндрический поясок на подвеске 8 дает возможность разворачивать фрезерные головки вокруг вертикальной оси и обрабатывать те или другие конструктивные элементы деталей.
Формула изобретения
Агрегатньш станок, содержащий станину с установленными на ней стойками
и горизонтальной балкой, поворотный стол и фрезерные головки, в корпусе которых размещены шпиндели, отличающийся тем, что, с целью расширения технологических возможностей, станок снабжен размещенными на горизонтальной балке подвесками, на которых установлены с возможностью поворота вокруг оси, перпендикулярной оси поворота стола, фрезерные головки, и силовыми цилиндрами, причем головки снабжены подпружиненными толкателями, размещенными в корпусах головок соосно со шпинделями и предназначенными для взаимодействия одним концом со шпинделями, другим со штоком силового цилиндра, установленного на балке под углом к плоскости стола для совмещения штока с толкателем в исходном положении головок.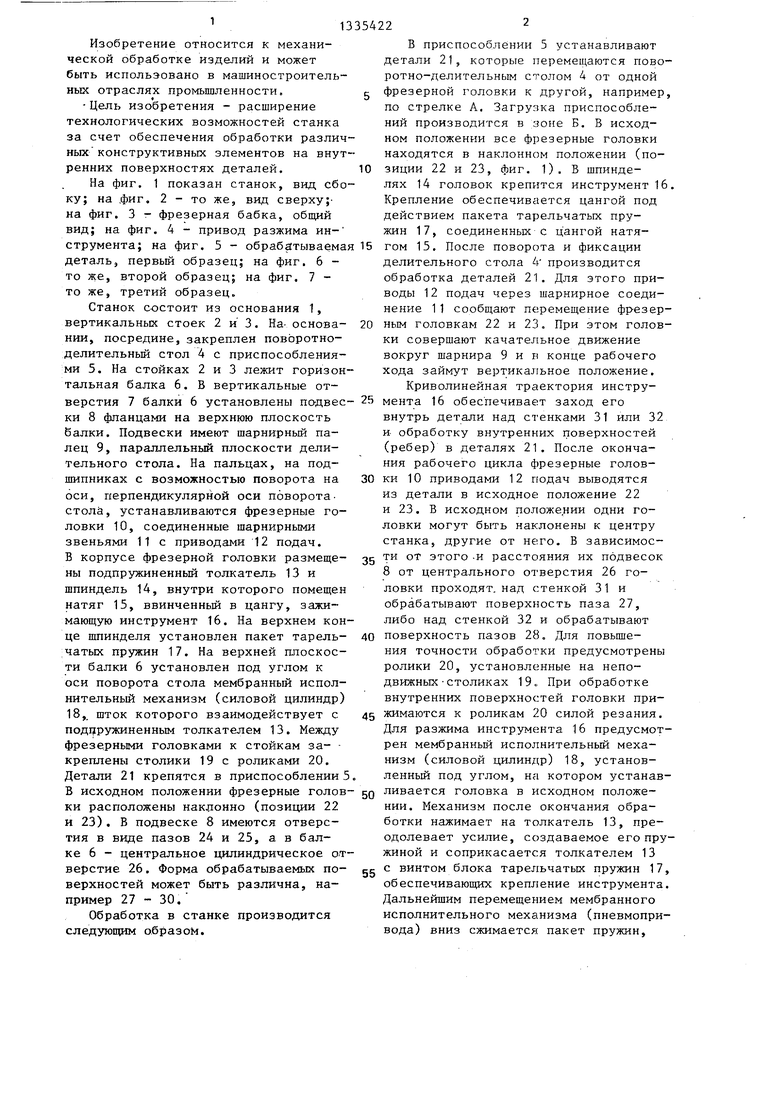
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Приспособление к металлорежущему станку для фрезерования пазов под твердый сплав в буровых коронках | 1985 |
|
SU1449247A1 |
| Автоматическая линия спутникового типа | 1985 |
|
SU1505757A1 |
| Станок для фрезерования непараллельных пазов | 1977 |
|
SU737138A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРУГЛЫХ ВЕНЦОВЫХ ЧАШЕК В ДЕТАЛЯХ СРУБА | 2007 |
|
RU2336161C1 |
Изобретение относится к механической обработке изделий и может .быть использовано в машиностроительньк отраслях промьшшенности. Целью изобретения является расширение технологических возможностей станка. Агрегатный станок содержит станину 1 с установленными на ней стойками 2 и 3, соединенными горизонтальной балкой. На балке размещены подвески 8, на которых установлены с возможностью поворота вокруг оси, перпендикулярной оси поворота стола, фрезерные головки. В корпусе фрезерной головки установлены соосно друг с другом шпиндель 14, подпружиненный толкатель, причем последний взаимодействует одним концом со штоком наклонно размещенного на балке силового цилиндра 18, а другим - со шпинделем 14. 7 ил. . ta:: (Л со со ел 4; IsD Фиг /
Фиг.
11
ФигМ
Фи.5
27
32
та
Фиг.7
Составитель В.Анашкин Редактор Е.Папп Техред Л.Сердюкова Корректор И.Муска
Заказ 4007/15 Тираж 785Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 0 |
|
SU381499A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
