Изобретение относится к передвижному устройству для фрезерования головок расположенных на балластной постели рельсов, содержащему приводимую во вращение фрезерно-ножевую головку, установленную на несущей ее привод ходовой части, причем фрезерно-ножевая головка содержит, по меньшей мере, один режущий зуб из нескольких режущих пластин для фрезерования головок рельсов, причем каждая режущая пластина образует на поверхности катания рельса след, а каждый режущий зуб включает в себя число режущих пластин, совпадающее с числом фрезеруемых частичных дуг или следов соответствующей головки рельса.
Изобретение относится также к способу замены режущих пластин в передвижном устройстве для фрезерования головок расположенных на балластной постели рельсов, содержащем приводимую во вращение фрезерно-ножевую головку, включающую в себя, по меньшей мере, один режущий зуб из нескольких режущих пластин.
Профиль головки рельса складывается из приблизительно кругообразных частичных дуг с разными радиусами, причем каждая частичная дуга образует на поверхности катания рельса след. Фрезерно-ножевая головка или каждый режущий зуб включает в себя столько режущих пластин, сколько следует фрезеровать частичных дуг или следов соответствующей головки рельса.
Фрезерование означает обработку материалов, например металла, со снятием стружки фрезерным инструментом. При этом необходимое для снятия стружки движение резания создается вращением режущего инструмента относительно неподвижно удерживаемой заготовки.
Передвижное устройство для фрезерования головок рельсов описано в DE 102006008093 A1. В этом устройстве головки расположенных на балластной постели рельсов обрабатываются посредством приводимой во вращение фрезерно-ножевой головки. Она установлена на ходовой части передвигающегося по рельсам устройства и включает в себя несколько режущих пластин. Последние разъемно фиксированы по отдельности на фрезерно-ножевой головке.
В основе изобретения лежит задача создания родового устройства для фрезерования головок рельсов, расположенных на балластной постели путей, и способа замены режущих пластин в таком устройстве, причем затраты времени на замену режущих пластин минимизируются, и/или их стойкость максимизируется, и/или достигается обработка путей с сохранением высококачественного внешнего вида фрезерованной поверхности.
Эта задача решается как посредством устройства по п. 1, так и посредством способа по п. 11 формулы. Другие варианты осуществления изобретения приведены в зависимых пунктах формулы.
Согласно изобретению предусмотрено, следовательно, передвижное устройство для фрезерования головок расположенных на балластной постели рельсов, содержащее приводимую во вращение фрезерно-ножевую головку, установленную на несущей ее привод ходовой части, в котором фрезерно-ножевая головка имеет дискообразный инструментодержатель, содержащий периферийно расположенные, оснащенные режущими пластинами кассеты, которые расположены на нескольких разъемно соединенных с инструментодержателем несущих сегментах, причем инструментодержатель соединен с приводом фрезерно-ножевой головки. За счет этого разделения фрезерно-ножевой головки на инструментодержатель, на периферии которого размещены несколько произвольно заменяемых несущих сегментов, на которых, в свою очередь, закреплены соответственно несколько кассет, причем на каждой из кассет расположены несколько режущих пластин, становится возможным минимизация затрат времени на замену режущих пластин на фрезерно-ножевой головке. В случае цельной фрезерно-ножевой головки, как у фрезерных устройств для обработки рельсов из уровня техники, при износе режущих пластин приходится отделять отдельные режущие пластины от фрезерно-ножевой головки и настраивать и фиксировать на ней новые режущие пластины. Чтобы не пришлось осуществлять эту сложную замену режущих пластин на пути, т.е. на закрытом пути, заменяется, как правило, вся фрезерно-ножевая головка. При этом замена фрезерно-ножевой головки производится перед въездом на закрытый для обработки путь.
Предложенное сегментирование фрезерно-ножевой головки позволяет также реализовать фрезерно-ножевые головки диаметрами более двух метров и/или массой свыше 250 килограмм, поскольку при замене режущих пластин их можно быстро заменять за счет закрепления группами на несущем сегменте и/или кассете. При этом отдельные несущие сегменты с расположенными на них кассетами по размеру и массе рассчитаны намного меньшими, чем вся фрезерно-ножевая головка, благодаря чему с ними можно легко обращаться вручную и/или автоматически.
Поскольку фрезерование рельсов связано с закрытием пути или перегона и осуществляется, как правило, ночью, при износе режущих пластин во время обработки рельса, в частности, требуется обеспечить замену режущих пластин быстро и просто. В уровне техники принято держать наготове для такого случая оснащенную новыми режущими пластинами фрезерно-ножевую головку и заменять ею фрезерно-ножевую головку с изношенными режущими пластинами. Однако поскольку фрезерно-ножевая головка в сборе тяжелая и неудобная в обращении, она изготавливается только малых диаметров, которые обеспечивают лишь небольшую скорость подачи. При известной замене фрезерно-ножевой головки ее приходится снимать с приводного вала. Для этой операции зачастую приходится закрывать также соседний путь.
Благодаря изобретению возможна быстрая и простая в зависимости от износа замена нескольких режущих пластин, поскольку на фрезерно-ножевой головке заменяются лишь отдельные несущие сегменты, а с ними - целые группы режущих пластин. За счет меньших размеров несущих сегментов относительно всей фрезерно-ножевой головки замена возможна также на месте, т.е. на закрытом пути, при лишь коротком прерывании его обработки. Изобретение позволяет, тем самым, производить замену режущих пластин при стоящем на обрабатываемом пути устройстве без необходимости проведения работ на пути или закрытия соседних путей.
Устройство посредством ходовой части предназначено для перемещения, в частности, по обрабатываемому рельсу. Направление подачи устройства не установлено. Направление подачи устройства и направление вращения фрезерно-ножевой головки определяют, работает ли оно попутно или встречно. Оказалось предпочтительным, что фрезерно-ножевая головка движется с направлением подачи попутно. Называемый также несущим диском инструментодержатель установлен на валу и/или на гребне бандажа.
Согласно изобретению также предусмотрено, что на инструментодержателе фрезерно-ножевой головки периферийно расположены, по меньшей мере, две оснащенные режущими пластинами кассеты, которые отличаются по числу режущих зубьев, и/или по расстояниям между режущими зубьями, и/или по переднему углу отдельных режущих пластин, и/или по углу их установки. Для достижения особенно хорошо действующего дифференциального шага на фрезерно-ножевой головке расположены только разные кассеты. Если на ней расположены несколько идентичных кассет, то предпочтительно, чтобы все углы вращения между соседними идентичными кассетами отличались друг от друга. Согласно изобретению дифференциальный шаг регулируется, поскольку отдельные кассеты разъемно соединены с фрезерно-ножевой головкой, и, тем самым, за счет замены уже одной кассеты с помощью отличающейся от нее кассеты быстро и просто достигается другой дифференциальный шаг. Благодаря возможности произвольной замены всех кассет, также между собой, причем, в частности, каждая кассета может быть позиционирована в любом месте фрезерно-ножевой головки, дифференциальный шаг подстраивается под условия работы и окружающие условия. Предпочтительное усовершенствование фрезерно-ножевой головки предусмотрено за счет, по меньшей мере, одного из вышеназванных признаков.
Предпочтительным является то, что на одном несущем сегменте расположены несколько кассет, называемых также ножедержатели. Кроме того, на кассетах расположены несколько режущих пластин. Сегментирование обеспечивает быструю и простую замену больших групп режущих пластин за счет замены несущих сегментов. Дальнейшее разделение, при котором на каждом несущем сегменте расположены несколько кассет, а на кассетах закреплено по несколько режущих пластин, облегчает замену небольших групп режущих пластин. При предложенном разделении не требуется, в частности в рабочем пространстве устройства, выверять и настраивать каждую отдельную режущую пластину. Уход за режущими пластинами и их замену на кассетах можно осуществлять путем замены всех комплектов кассет на удалении от устройства, например в оборудованной для этого мастерской, не прерывая этим работу устройства.
За счет постоянной, в частности чередующейся замены лишь некоторых кассет несущего сегмента, достигаются равномерный износ режущих пластин фрезерно-ножевой головки и непрерывный высококачественный рисунок фрезерования.
Оптимальным оказалось то, что несущие сегменты и кассеты выполнены для универсального закрепления каждой отдельной кассеты на каждом несущем сегменте и в любом положении на нем. За счет этого, с одной стороны, облегчается замена, поскольку не требуется следить, чтобы кассеты точно соответствовали определенным положениям. С другой стороны, это открывает возможность просто и быстро оснащать отдельные несущие сегменты и, тем самым, всю фрезерно-ножевую головку индивидуально в зависимости от ситуации.
Для этого оказалось предпочтительным, что на каждом из несущих сегментов разъемно закреплено одинаковое число кассет, причем на одном несущем сегменте расположены преимущественно пять-восемь кассет. Кроме того, несущие сегменты и инструментодержатель выполнены универсальными так, что каждый из несущих сегментов может закрепляться на инструментодержателе в любом, предусмотренном для размещения несущего сегмента положении.
При этом, в частности, практично, что инструментодержатель имеет многоугольную форму сечения, т.е. внешний контур периферии инструментодержателя соответствует правильному многоугольнику. При этом периферия инструментодержателя состоит из нескольких, в частности более шести, преимущественно восьми-двенадцати поверхностей прилегания. Каждая из них предназначена для размещения одного из конструктивно одинаковых несущих сегментов. За счет произвольной заменяемости несущих сегментов на инструментодержателе облегчаются подготовка несущих сегментов и их монтаж на нем.
Поверхности прилегания выполнены на радиальной наружной стороне инструментодержателя в виде секущих поверхностей. Поверхности прилегания ориентированы преимущественно в точке наименьшего расстояния до оси вращения перпендикулярно радиусу.
При обращении во время замены несущих сегментов при всех размерах фрезерно-ножевых головок особенно практичным оказалось всегда четное число несущих сегментов. Изобретение включает в себя варианты с разным шагом инструментодержателя и соответствующим числом несущих сегментов.
В случае небольших фрезерно-ножевых головок диаметром 200-600 мм оптимальным оказалось число несущих сегментов 3-5. У фрезерно-ножевых головок среднего диаметра 500-1200 мм оптимальным оказалось число несущих сегментов 4-8. В случае больших фрезерно-ножевых головок диаметром 1000-2500 мм предпочтительно предусмотреть более 7 несущих сегментов. Преимущественно предусмотрено использование фрезерно-ножевой головки диаметром 1400-1600 мм.
Согласно изобретению для замены режущих пластин предусмотрен также способ, при котором по достижении установленного критерия их износа одновременно заменяются несколько режущих пластин в виде одной группы. Благодаря этому можно с небольшими затратами даже при стоящем на обрабатываемом рельсе устройстве быстро заменить режущие пластины фрезерно-ножевой головки. Обычными критериями износа являются, например, реальный износ, срок службы, обрабатывающий участок отдельных режущих пластин, и/или их групп, и/или фрезерно-ножевой головки. В противоположность уровню техники профилактической замены режущих пластин не требуется. Только когда возникают один или несколько критериев износа, режущие пластины заменяются, причем на фрезерно-ножевой головке заменяются только те несущие сегменты и/или кассеты, на которых расположены режущие пластины, отвечающие критерию износа.
Преимущественно устройство для осуществления способа отличается, по меньшей мере, одним из вышеназванных признаков и/или признаками, по меньшей мере, одного из пп. 1-10 формулы изобретения.
Одновременная замена нескольких режущих пластин в виде одной группы осуществляется преимущественно за счет того, что в дискообразном инструментодержателе фрезерно-ножевой головки один или несколько несущих сегментов последовательно заменяются другим, находящимся наготове несущим сегментом. На каждом из несущих сегментов расположены различные кассеты, по меньшей мере, одна из которых оснащена несколькими периферийными режущими пластинами. Для замены несущих сегментов сначала от инструментодержателя отделяется закрепленный на нем несущий сегмент, который затем удаляется из своего положения на фрезерно-ножевой головке. После этого в этом положении на инструментодержателе располагается находящийся наготове другой несущий сегмент и, наконец, соединяется с инструментодержателем. Во время замены одного несущего сегмента вращение фрезерно-ножевой головки блокируется. При замене нескольких или всех несущих сегментов после замены одного несущего сегмента фрезерно-ножевая головка поворачивается до тех пор, пока в благоприятном для извлечения положении не окажется следующий, предназначенный для замены несущий сегмент. Несколько несущих сегментов фрезерно-ножевой головки заменяются, тем самым, последовательно. Несмотря на эту последовательную замену несущих элементов, изобретение обеспечивает быструю замену нескольких режущих пластин. Таким образом, замена режущих пластин возможна при очень коротком перерыве в работе.
Находящиеся наготове несущие сегменты извлекаются из магазина, в который укладываются снятые с фрезерно-ножевой головки несущие сегменты. Преимущественно при этом речь идет об одном и том же магазине, что уменьшает занимаемую площадь в устройстве. Оказалось оптимальным, что магазин имеет, по меньшей мере, на одно гнездо больше, чем на фрезерно-ножевой головке предусмотрено поверхностей прилегания для несущих сегментов. Благодаря этому возможно, чтобы для снятого с фрезерно-ножевой головки несущего сегмента в распоряжении всегда было одно свободное гнездо, в которое он может быть уложен, прежде чем из магазина будет извлечен другой несущий сегмент, например с новыми режущими пластинами.
Предпочтительно, что устройство содержит установленную на ходовой части рабочую кабину, которая ограничена ориентированными параллельно направлению движения стенками. Рабочая кабина состоит из двух помещений - помещения для оснащения и помещения для фрезерования. Между обоими помещениями предусмотрен закрываемый проем. Это позволяет создать зоны разной загрязненности и отделить помещение для фрезерования, в частности при работе фрезерно-ножевой головки, от помещения для оснащения также акустически. Внутри помещения для фрезерования расположены фрезерно-ножевая головка, ее привод и средства перемещения. Открывание проема позволяет заменить несущие сегменты, не покидая для этого устройство. Таким образом, изобретение обеспечивает замену режущих пластин при стоящем на обрабатываемом пути устройстве без необходимости проведения работ на пути или закрытия соседних путей.
Проем может быть выполнен в виде простых рулонных ворот или шторы. Возможно также выполнение проема в виде шлюза. Целью закрываемого проема является, в основном, защита предусмотренного в качестве мастерской помещения для снаряжения от возникающих в помещении для фрезерования загрязнений из пыли и стружки.
Поскольку действия могут совершаться в защищенной стенками рабочей кабине, возможен также проезд по соседним путям при перерыве в работе дальше с обычной скоростью. Кроме того, рабочая кабина обеспечивает защиту от непогоды и многочисленные эргономические преимущества, например, в помещении для оснащения может быть устроено достаточное неслепящее освещение рабочих мест. При соответствующей развязке колебаний помещения для оснащения от тележек и/или от помещения для фрезерования в помещении для оснащения можно работать даже во время транспортировки устройства и/или во время работы фрезерно-ножевой головки.
Особенно практичным оказалось, что в рабочей кабине расположен подъемный механизм, который содержит захват для транспортировки несущих сегментов. В одном простом варианте захват сегментов поступательно перемещается в плоскости вращения фрезерно-ножевой головки параллельно и перпендикулярно направлению движения. Согласно одной модификации этого варианта захват сегментов вращается вокруг оси, в частности вокруг оси, ориентированной параллельно плоскости вращения фрезерно-ножевой головки, а также поступательно перемещается параллельно и перпендикулярно направлению движения. Движение перпендикулярно направлению движения ориентировано преимущественно радиально к оси вращения фрезерно-ножевой головки. Посредством подъемного механизма отдельные несущие сегменты могут перемещаться от фрезерно-ножевой головки к магазину и обратно. При этом подъемный механизм может служить для моторной поддержки рабочих при ручной замене несущих сегментов или для полностью автоматической замены последних. Дополнительно подъемный механизм может иметь возможность перемещения захвата сегментов параллельно оси вращения фрезерно-ножевой головки.
Отдельные несущие сегменты соединены с инструментодержателем посредством блокировочного механизма. Он приводится в действие без помощи инструмента и может срабатывать вручную или автоматически. Блокировочный механизм состоит преимущественно, по меньшей мере, из одной пассивной и, по меньшей мере, одной активной частей. При этом каждый из несущих сегментов оснащен, по меньшей мере, одной пассивной частью. На каждой из поверхностей прилегания инструментодержателя и/или на каждом из гнезд магазина предусмотрена, по меньшей мере, одна активная часть блокировочного механизма. Совместное использование подъемного и блокировочного механизмов обеспечивает автоматическую замену несущих сегментов.
За счет возможности приведения в действие блокировочного механизма без помощи инструмента облегчается замена режущих пластин, и устройство быстрее готово к повторной эксплуатации. Как только несущий сегмент будет прилегать к инструментодержателю, приводится в действие удерживающее устройство, фиксируя несущий сегмент на инструментодержателе.
Поверхности прилегания на инструментодержателе и/или несущие сегменты выполнены так, что прилегание или снятие несущего сегмента с него при раскрытом блокировочном механизме происходит за счет, по меньшей мере, одного поступательного движения вдоль оси, ориентированной к согласно изобретению вращения фрезерно-ножевой головки радиально и/или аксиально. Несущие сегменты и инструментодержатель выполнены так, что при замене несущих сегментов они с ними можно обращаться независимо друг от друга. Таким образом, возможна замена также лишь отдельных несущих сегментов фрезерно-ножевой головки. Называемый также несущим диском инструментодержатель имеет для размещения сегментов инструмента несколько поверхностей прилегания. Каждый несущий сегмент имеет, по меньшей мере, одну ответную поверхности прилегания крепежную поверхность. Таким образом, отдельные сегменты могут по отдельности крепиться на инструментодержателе и отделяться от него.
Согласно одному варианту осуществления изобретения предусмотрено, что замена расположенных на несущих сегментах кассет и/или замена закрепленных на кассетах по отдельности режущих пластин осуществляется при снятом с инструментодержателя несущем сегменте или при снятой с инструментодержателя кассете, например во время работы фрезерно-ножевой головки и/или во время движения устройства. Для этого несущие сегменты обрабатываются в помещении для оснащения рабочей кабины устройства. При этом заменяются либо непосредственно отдельные режущие пластины, либо сначала с несущих сегментов снимаются несущие режущие пластины кассеты, которые заменяются другими кассетами. Замена отдельных или всех режущих пластин на преимущественно снятых кассетах может осуществляться также в оборудованном в качестве мастерской помещении для оснащения. За счет перенесения сложных демонтажа и монтажа отдельных режущих пластин на кассетах в предназначенное специально для этого место и поддержания наготове, по меньшей мере, одного комплекта других оснащенных режущими пластинами кассет устройство может плавно возобновить работу без необходимости ожидания индивидуальной обработки всех режущих пластин.
В способе также предпочтительно, что внутри устройства на снятом с фрезерно-ножевой головки несущем сегменте заменяются одна, несколько или все кассеты. Эта замена может осуществляться даже во время работы фрезерно-ножевой головки и/или во время движения устройства. Практичным оказалось то, что замена режущих пластин на ножедержателях осуществляется либо в помещении для оснащения, либо на удалении от устройства, например в специально оборудованной мастерской.
Замена кассет на несущих сегментах осуществляется в помещении для оснащения рабочей кабины преимущественно на рабочем столе. Последний имеет несколько гнезд. Совокупность приданных фрезерно-ножевой головке гнезд называется также магазином. Гнездами могут быть отделения, так что магазин выполнен по типу рассадного ящика. Отдельные гнезда могут быть реализованы также в качестве активных частей блокировочного механизма.
Практичным оказалось то, что гнезда расположены друг за другом по оси, ориентированной параллельно оси вращения фрезерно-ножевой головки, и/или магазин установлен с возможностью перемещения между положением ожидания и лежащим в плоскости вращения фрезерно-ножевой головки положением замены. Перемещение магазина происходит параллельно оси вращения, т.е. перпендикулярно плоскости вращения фрезерно-ножевой головки. Благодаря этому возможно, что для замены несущих сегментов захват подъемного механизма необходимо переместить лишь в плоскости вращения фрезерно-ножевой головки и что замену можно осуществить проще и легче. Кроме того, при поддерживаемом в положении ожидания магазине между стенкой кабины и рабочим столом остается свободным пространство для перемещения, в котором для замены режущих пластин и/или кассет может пребывать персонал. В магазине устанавливается второй комплект несущих сегментов, а именно перед заменой несущих сегментов подготовленный со свежими режущими пластинами комплект или после замены несущие сегменты с израсходованными режущими пластинами.
В качестве альтернативы или дополнительно к перемещению магазина захват сегментов или весь подъемный механизм выполнен с возможностью поступательного движения параллельно оси вращения, т.е. перпендикулярно плоскости вращения фрезерно-ножевой головки.
Фрезерно-ножевая головка и ее привод установлены сообща на средствах перемещения. Фрезерно-ножевая головка и ее привод установлены с возможностью перемещения сообща в ориентированной перпендикулярно рельсу плоскости. Это перемещение служит, в частности, для перемещения фрезерно-ножевой головки между рабочим положением, в котором она находится в контакте с рельсом, и транспортным положением, которое она занимает для транспортировки устройства к месту назначения,или от него, или при проезде через специальные путевые конструкции, такие как стрелки.
Согласно одному предпочтительному варианту в помещении для фрезерования расположены две, в частности, приводимые и перемещающиеся независимо друг от друга фрезерно-ножевые головки, причем каждой фрезерно-ножевой головке придан один рельс. При этом в рабочей кабине может быть предусмотрен либо один перемещающийся между плоскостями вращения обеих фрезерно-ножевых головок подъемный механизм, либо в рабочей кабине расположены два приданных соответственно одной из фрезерно-ножевых головок подъемных механизма.
Поверхности прилегания инструментодержателя и крепежные поверхности несущих сегментов выполнены соответственно плоскими. В одном особом варианте предусмотрено, что плоскостность локально прервана частями блокировочного механизма и/или опциональными, воспринимающими усилия элементами. Особенно практичным оказалось то, что приданные друг другу поверхности прилегания и крепежные поверхности выполнены контурно-параллельными. За счет этого возможны точные по посадке монтаж и демонтаж несущих сегментов, как и удаление несущего сегмента с инструментодержателя или подвод несущего сегмента к инструментодержателю простым по отношению к геометрии пространства движением. В частности, несущие сегменты и инструментодержатель выполнены для ориентированного радиально и/или аксиально к оси вращения инструментодержателя прилегания или снятия несущих сегментов с него.
Для разъемного соединения несущих сегментов с инструментодержателем фрезерно-ножевая головка содержит блокировочные механизмы. С их помощью можно также выверять несущие сегменты по отношению друг к другу и на инструментодержателе, регулировать и разъемно соединять с ним. При этом блокировочные механизмы предназначены для приведения в действие без помощи инструмента. Согласно одному предпочтительному варианту блокировочные механизмы действуют радиально к оси вращения. Посредством блокировочных механизмов несущие сегменты выверяются на инструментодержателе относительно него во всех пространственных направлениях. Блокировочные механизмы воспринимают, в частности, действующие радиально и тангенциально к оси вращения усилия и передают их с несущих сегментов на инструментодержатель. Оказалось благоприятным, один блокировочный механизм представляет собой пару из выполненной, в частности, вращательно-симметричной цапфы и втулки. В другом варианте блокировочный механизм представляет собой пару из паза и гребня. В зависимости от величины несущего сегмента предусмотрены два-четыре, преимущественно три блокировочных механизма.
Благоприятно то, что цапфа и/или гребень имеет поднутрение, на которое действует зажимной механизм втулки и/или паза. Зажимной механизм служит для центрирования и фиксации несущего сегмента на инструментодержателе. Как вариант зажимной механизм может быть также составной частью цапфы и/или гребня, а поднутрение может быть выполнено в пазу и/или во втулке. Такое удерживающее устройство с цапфой и втулкой обеспечивает в детали и за одну операцию, а также без обращения вручную с инструментами фиксацию, удержание и выверку инструментальных сегментов на несущем диске. Удерживающие устройства выполнены с возможностью включения преимущественно посредством жидкости под давлением.
За счет электрического и/или гидравлического и/или пневматического зажимного механизма разъединение и закрепление могут осуществляться автоматически и/или без помощи инструмента. Посредством блокировочного механизма, включающего в себя управляемый зажимной механизм, возможна также полностью автоматическая замена инструментальных сегментов.
В одном варианте фрезерно-ножевая головка с усилением для восприятия радиальных, тангенциальных и/или осевых усилий содержит на поверхностях прилегания и крепежных поверхностях воспринимающие усилия элементы. Они выполнены в виде установочных штифтов и/или в виде пары из паза и гребня. Также воспринимающие усилия элементы подходят для выверки и удержания несущих сегментов на инструментодержателе. Кроме того, воспринимающие усилия элементы могут иметь действующее, в частности, радиально поднутрение.
Преимуществом оказалось то, что на фрезерно-ножевой головке расположение режущих пластин разное. При этом предусмотрено, что, по меньшей мере, на одном из несущих сегментов расположены, по меньшей мере, две кассеты, отличающиеся по числу режущих зубьев и/или расстоянию между ними и/или переднему углу отдельных режущих пластин и/или углу их установки. За счет неравномерного распределения режущих пластин по периметру фрезерно-ножевой головки можно уменьшить ее колебания и связанные с этим волнообразные узоры во внешнем виде шлифованной поверхности. За счет индивидуального и неравномерно чередующегося расположения режущих пластин уменьшаются вибрации фрезерно-ножевой головки, и даже при высокой скорости подачи достигается высокое качество обработки.
Такого переменного и регулируемого при перерыве в работе дифференциального шага, при котором индивидуальное расположение режущих пластин выбрано в зависимости от окружающих условий, свойств обрабатываемого материала, погодных условий, формы профиля головки рельса, марки стали, скорости подачи, глубины съема или скорости вращения, можно особенно легко достичь за счет индивидуального подбора выполненных по-разному кассет на несущем сегменте или по периферии фрезерно-ножевой головки.
Режущий зуб включает в себя восемь-девять режущих пластин для контура головки рельса, которые со смещением по отношению друг к другу расположены несколькими, преимущественно двумя рядами друг за другом в направлении вращения.
Далее благоприятно, что устройство включает в себя средства перемещения, которые подходят для позиционирования фрезерно-ножевой головки по высоте и/или по горизонтали. Регулирование по горизонтали соответствует перемещению фрезерно-ножевой головки параллельно своей оси вращения. Регулирование по высоте касается расстояния фрезерно-ножевой головки до рельса, в частности в вертикальном направлении. Регулирование по высоте может достигаться за счет поступательного и/или вращательного движения оси вращения фрезерно-ножевой головки.
Изобретение допускает различные варианты своего осуществления. Для дальнейшего пояснения основного принципа изобретения некоторые из них изображены на чертежах и описаны ниже. На чертежах представлено следующее:
- фиг. 1: схематичный вид сбоку первого варианта устройства для фрезерования головки расположенного на балластной постели рельса;
- фиг. 2: схематичный вид сверху первого варианта устройства для фрезерования головки расположенного на балластной постели рельса;
- фиг. 3: схематичный вид рабочего стола устройства из фиг. 1 и 2;
- фиг. 4: увеличенный схематичный вид показанной на фиг. 1 и 2 фрезерно-ножевой головки устройства;
- фиг. 5: схематичный вид кассеты устройства;
- фиг. 6: схематичный вид сбоку первого варианта кассеты;
- фиг. 7: схематичный вид сбоку второго варианта кассеты;
- фиг. 8: схематичный вид сбоку третьего варианта кассеты;
- фиг. 9: схематичный вид сбоку четвертого варианта кассеты;
- фиг. 10: схематичный вид сбоку пятого варианта кассеты;
- фиг. 11: схематичный вид сбоку шестого варианта кассеты;
- фиг. 12: схематичный вид сбоку седьмого варианта кассеты;
- фиг. 13: схематичный вид сбоку восьмого варианта кассеты;
- фиг. 14: схематичный разрез фрагмента второго варианта устройства;
- фиг. 15: схематичный разрез фрагмента третьего варианта устройства;
- фиг. 16: схематичный разрез фрагмента четвертого варианта устройства;
- фиг. 17: схематичный разрез фрагмента пятого варианта устройства.
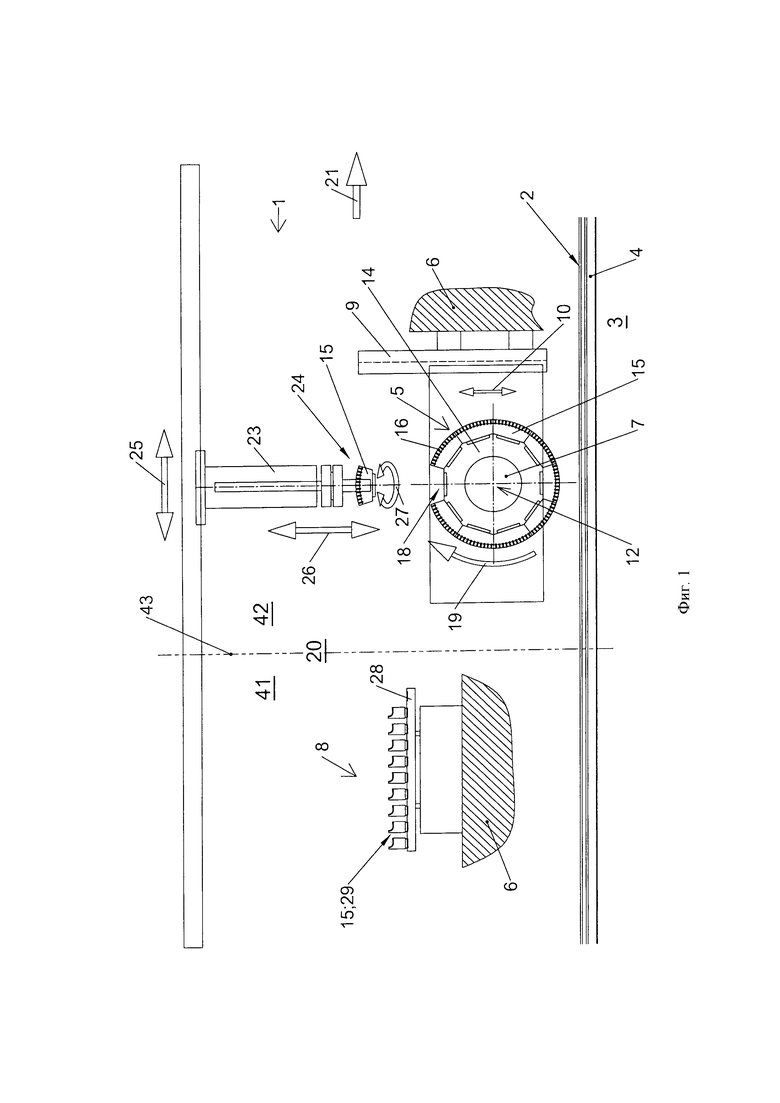
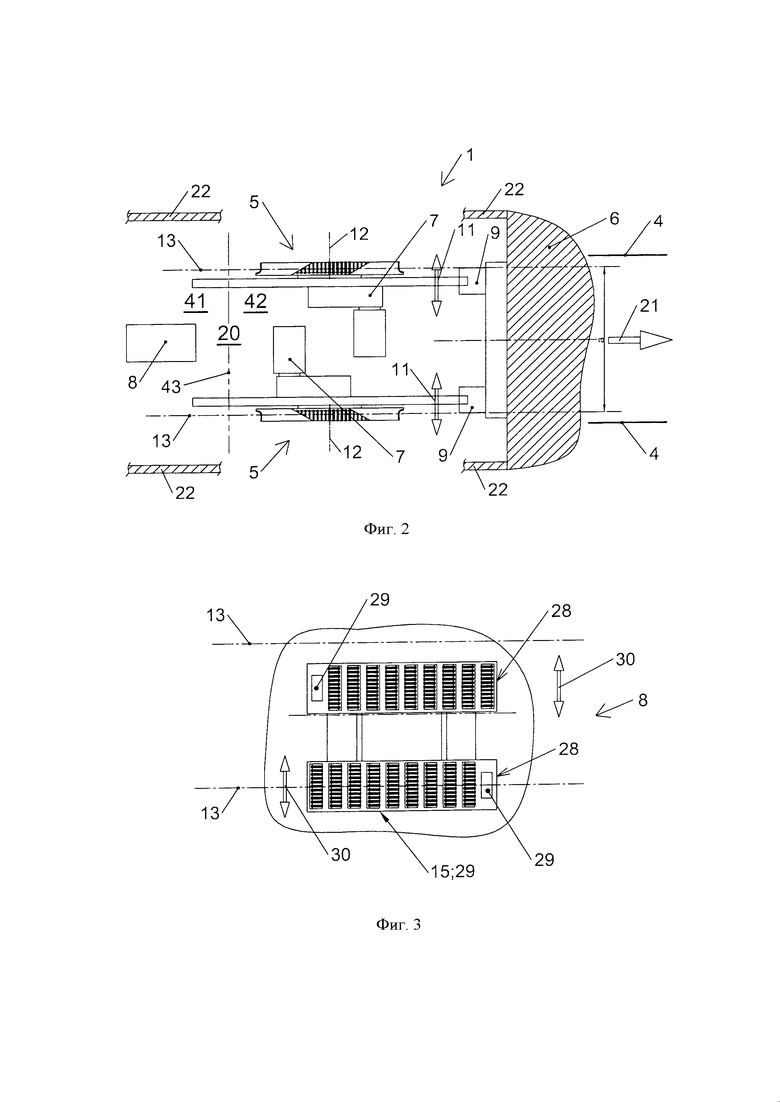
На фиг. 1 и 2 изображен первый вариант передвижного устройства 1 для фрезерования головок 2 расположенных на балластной постели 3 рельсов 4, содержащее две приводимые во вращение 19 независимо друг от друга фрезерно-ножевые головки 5. Устройство 1 включает в себя ходовую часть 6 для движения по рельсам 4. Ходовая часть 6 несет для каждой фрезерно-ножевой головки 5 привод 7 и рабочий стол 8. Кроме того, ходовая часть 6 несет для каждой фрезерно-ножевой головки 5 средства перемещения 9 для позиционирования фрезерно-ножевой головки 5 по высоте 10 и/или по горизонтали 11. Обозначены также соответствующие оси вращения 12 и плоскости вращения 13 фрезерно-ножевых головок 5. Фрезерно-ножевая головка 5 включает в себя инструментодержатель 14, на котором расположены несколько распределенных по периферии несущих сегментов 15. На каждом несущем сегменте 15 расположены несколько кассет 16. Они несут, по меньшей мере, один, изображенный на фиг. 4-9, 12 режущий зуб 17 фрезерно-ножевой головки 5. В данном варианте инструментодержатель 14 имеет поверхности прилегания 18 для несущих сегментов 15.
На ходовой части 6 установлена рабочая кабина 20, которая ограничена ориентированными параллельно направлению 21 движения стенками 22. Рабочая кабина 20 включает в себя помещение 41 для оснащения и помещение 42 для фрезерования. Оба помещения 41, 42 могут быть отделены друг от друга регулируемой перегородкой 43. Она выполнена, например, в виде рулонных ворот или шторы-гармошки. Фрезерно-ножевая головка 5, по меньшей мере, частично доступна из рабочей кабины 20 и позиционирована в пределах ее стенок 22. Помимо фрезерно-ножевой головки 5 в помещении 42 для фрезерования расположены ее привод 7 и средства перемещения 9. Каждая фрезерно-ножевая головка 5 установлена вместе со своим приводом 7 на средствах 9 с возможностью перемещения в ориентированной перпендикулярно рельсу 4 плоскости между рабочим и транспортным положениями. На фиг. 1 и 2 фрезерно-ножевая головка 5 изображена в транспортном положении.
В рабочей кабине 20 расположен также подъемный механизм 23. Он содержит захват 24 сегментов, который движется поступательно в плоскости вращения 13 фрезерно-ножевой головки 5, а также параллельно (стрелка 25) и перпендикулярно (стрелка 26) направлению движения 21. Кроме того, захват 24 вращается (стрелка 27) перпендикулярно направлению движения 21.
В данном варианте для обработки рельса 4 предусмотрено только одно, обозначенное как направление движения 21 направление подачи. Вращение (стрелка 19) фрезерно-ножевой головки 5, называемое также направлением вращения, настроено по отношению к направлению движения 21 так, что фрезерно-ножевая головка 5 работает попутно.
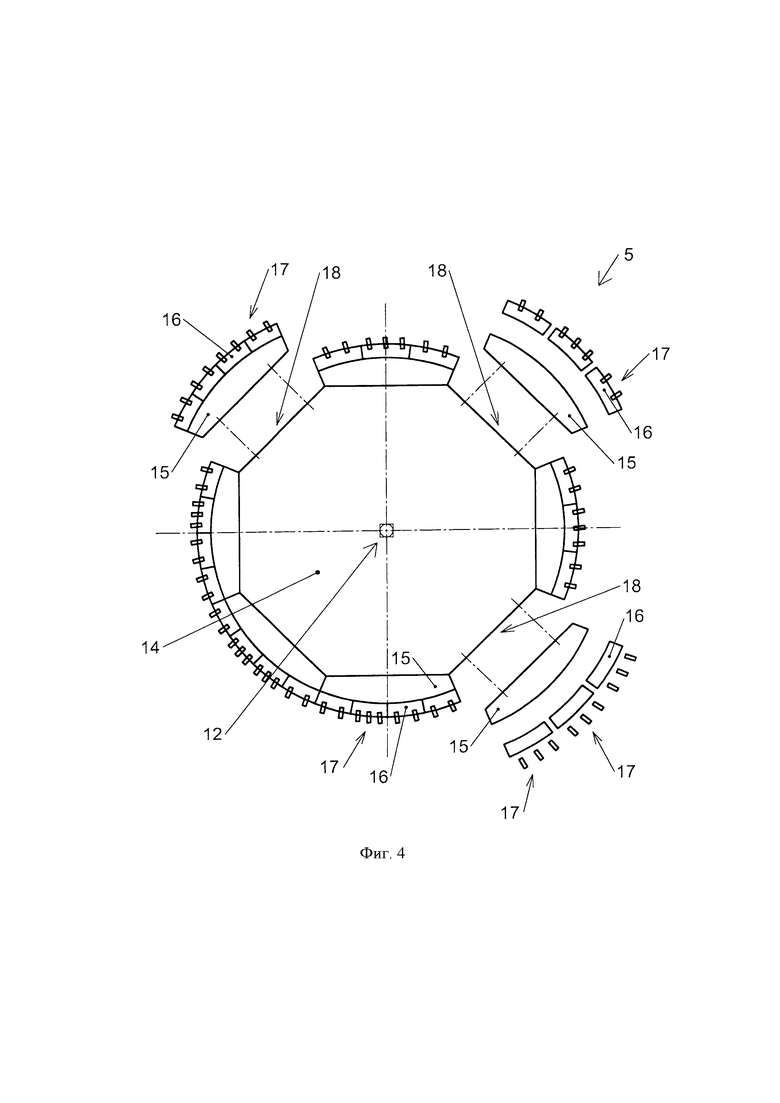
На фиг. 1-3 изображен рабочий стол 8, расположенный в помещении 41 для оснащения. Он содержит два магазина 28, каждый из которых имеет несколько гнезд 29 для несущих сегментов 15. Магазин 28 установлен с возможностью перемещения (стрелка 30) между положением ожидания (вверху) и лежащим в плоскости вращения 13 фрезерно-ножевой головки 5 положением замены (внизу). Под рабочим столом 8 предусмотрен цоколь, в котором имеется место для инструментов и рабочих агрегатов устройства 1.
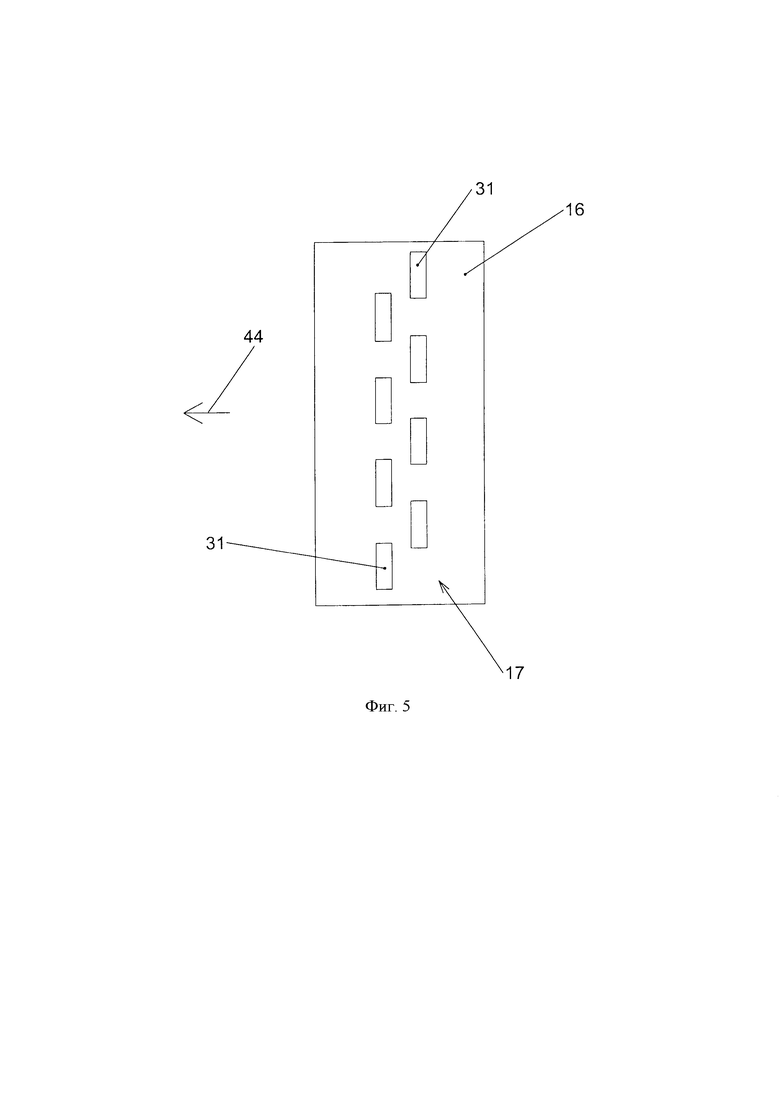
На фиг. 4 описанная с помощью фиг. 1 и 2 фрезерно-ножевая головка 5 изображена в увеличенном виде. Инструментодержатель 14 имеет многоугольную форму сечения и десять поверхностей прилегания 18 для размещения конструктивно-одинаковых несущих сегментов 15. Последние разъемно фиксированы на инструментодержателе 14 без помощи инструмента, причем каждый отдельный несущий сегмент 15 может быть отделен от инструментодержателя 14 независимо от других несущих сегментов 15. Каждый из них несет несколько кассет 16. Они разъемно фиксированы на несущих сегментах 15. Каждая из кассет 16, в свою очередь, несет, по меньшей мере, один режущий зуб 17. Он состоит из нескольких, показанных на фиг. 5 режущих пластин 31. Последние разъемно фиксированы на кассетах 16. Профиль головки 2 рельса складывается из приблизительно кругообразных частичных дуг разных радиусов, причем каждая частичная дуга образует на поверхности катания рельса 4 след. Фрезерно-ножевая головка 5 или каждый режущий зуб содержит столько режущих пластин 31, сколько следует фрезеровать частичных дуг или следов соответствующей головки 2 рельса, причем каждому следу придана одна режущая пластина 31 одного режущего зуба 17.
На фиг. 5 изображена кассета 16 с режущим зубом 17, включающим в себя девять режущих пластин 31. Они расположены преимущественно двумя рядами друг за другом и смещены по отношению друг к другу. Стрелка 44 обозначает движение расположенной на фрезерно-ножевой головке 5 кассеты 16 во время вращения (стрелка 19) фрезерно-ножевой головки 5.
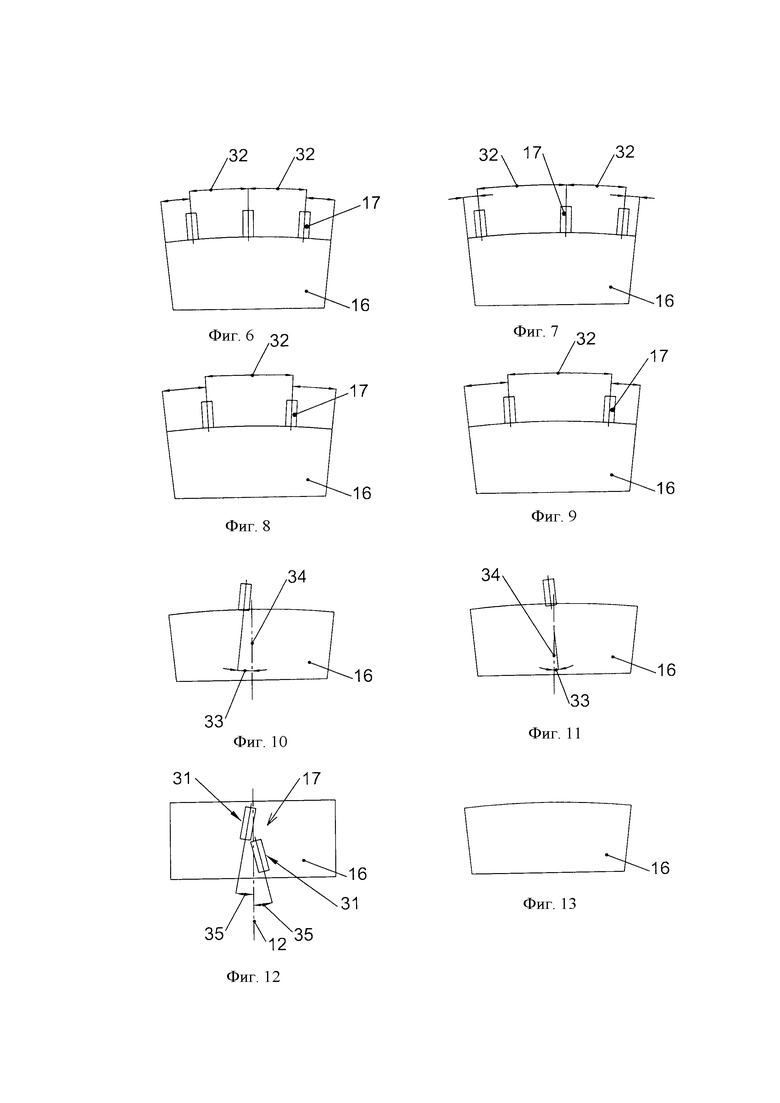
На фиг. 6-13 изображены разные варианты выполнения кассет 16. Последние отличаются, с одной стороны, по расположенному на кассете 16 числу режущих зубьев 17 и по их расстоянию друг от друга. С другой стороны, у кассет 16 передние углы 33 режущих пластин 31 и углы установки 35 отдельных режущих пластин 31 разные.
На фиг. 6 изображен вид сбоку кассеты 16 с тремя режущими зубьями 17, которые распределены по ее внешнему радиусу с одинаковым шагом. При этом расстояния 32 между режущими зубьями 17 одинаковые и соответствуют двойному расстоянию одного из внешних режущих зубьев 17 до ближайшей кромки кассеты 16.
На фиг. 7 изображен вид сбоку кассеты 16 с тремя режущими зубьями 17, которые распределены по ее внешнему радиусу с неодинаковым шагом. При этом расстояния 32 между режущими зубьями 17 и расстояния внешних режущих зубьев 17 до ближайших кромок кассеты 16 разные.
На фиг. 8 изображен вид сбоку кассеты 16 с одинаковым шагом. Однако на ней расположены только два режущих зуба 17.
На фиг. 9 изображен вид сбоку кассеты 16 с неодинаковым шагом и двумя режущими зубьями 17.
На фиг. 10 и 11 изображены виды сбоку кассеты 16 с одной режущей пластиной 31 каждая. Режущие пластины 31 имеют разные передние углы 33.
На фиг. 12 изображен вид сверху на кассету 16 с одним режущим зубом 17, включающим в себя две режущие пластины 31. Последние имеют разные углы установки 35.
На фиг. 13 изображен вид сбоку кассеты 16, на которой нет ни одного режущего зуба 17 и ни одной режущей пластины 31.
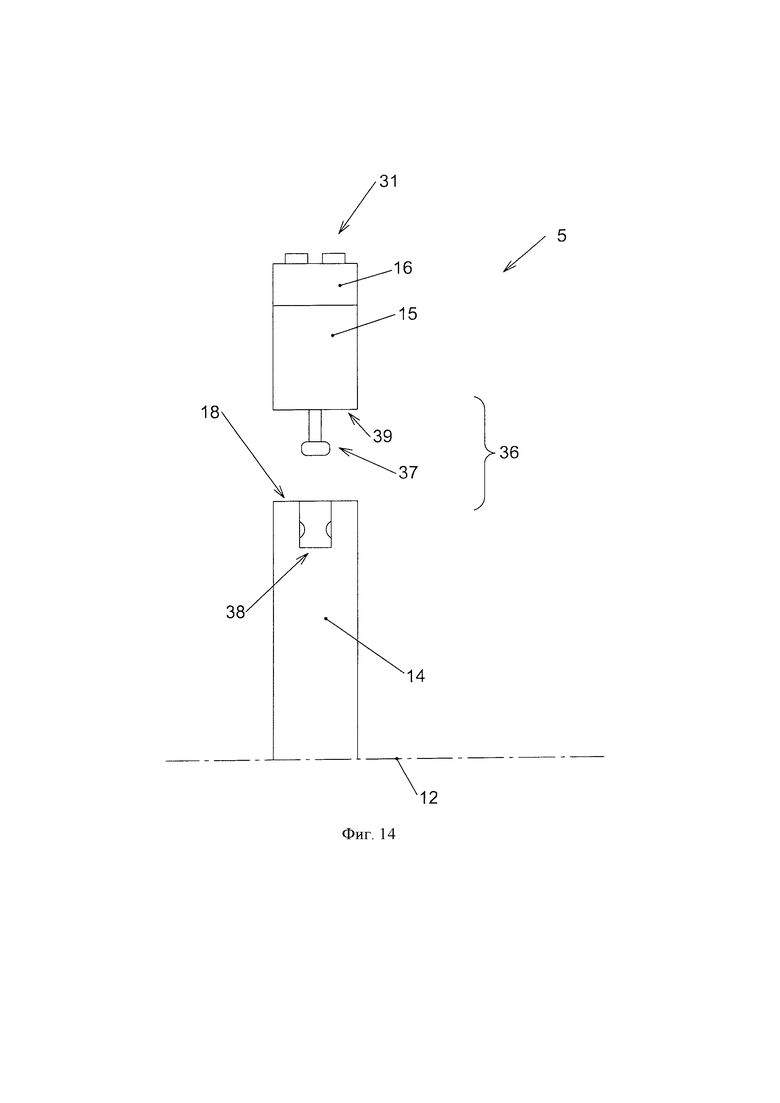
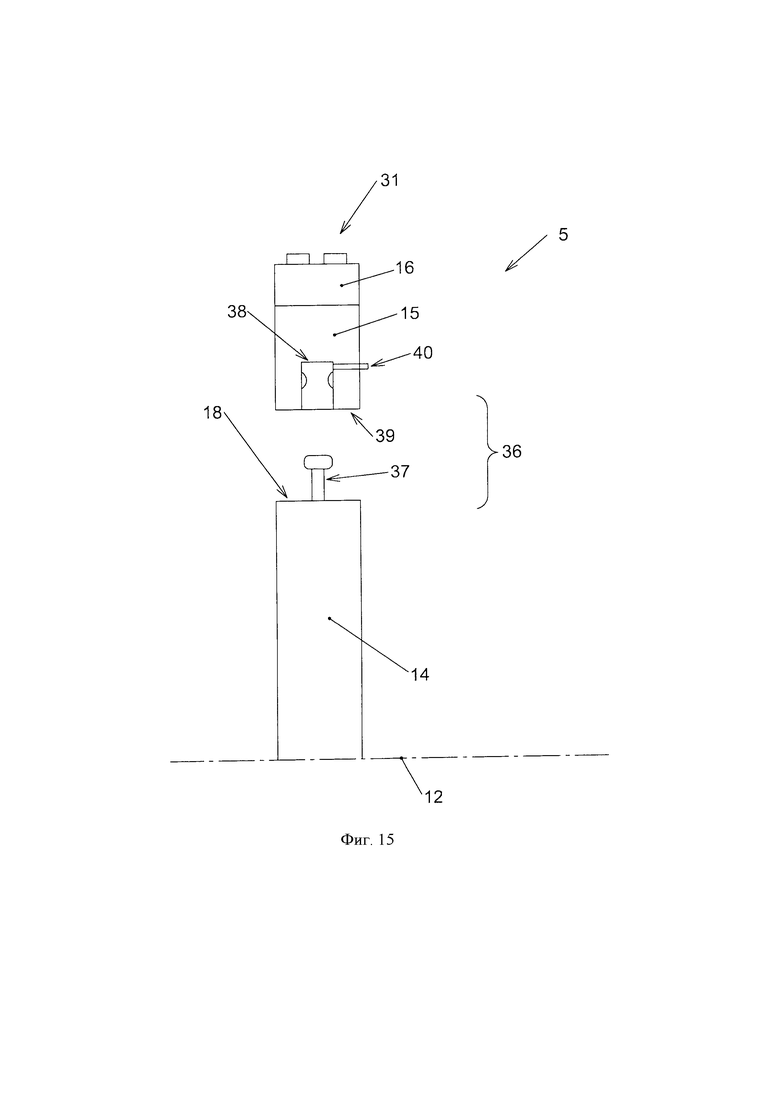
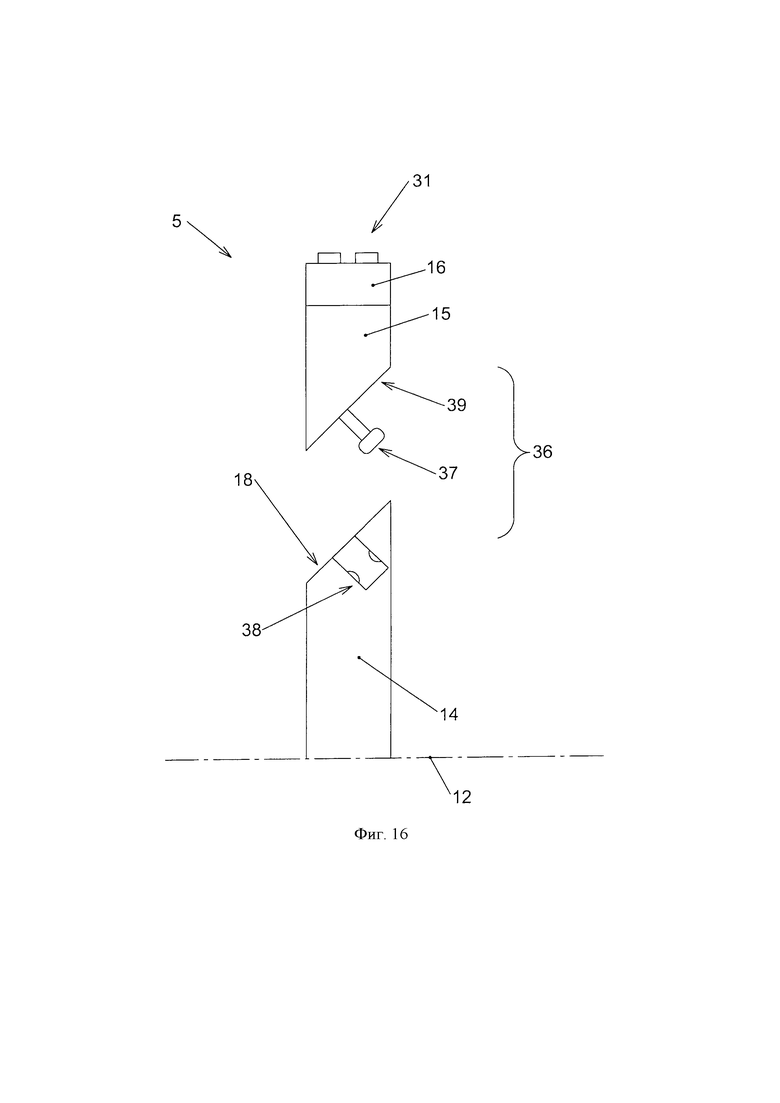
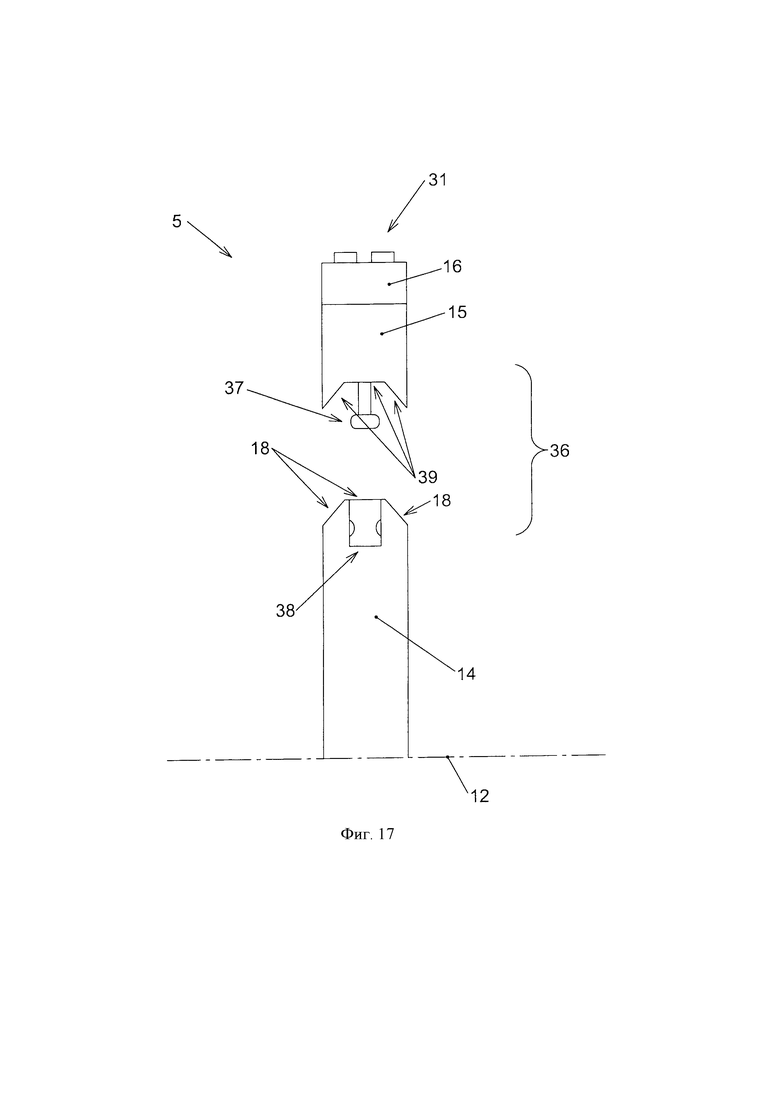
На фиг. 14-17 в разрезе изображен фрагмент фрезерно-ножевой головки 5 в других вариантах устройства 1. Каждая из режущих пластин 31 индивидуально и разъемно фиксирована на одной из кассет 16 с помощью выполненного в виде резьбового соединения соединительного средства (не показано). Для монтажа и демонтажа отдельных режущих пластин 31 необходимо использовать инструмент, взаимодействующий с соединительным средством. Несколько разъемно фиксированных на одном из несущих сегментов 15 кассет 16 соединены с ним с помощью дополнительного общего или индивидуального соединительного средства (не показано) и/или общего или индивидуального удерживающего устройства (не показано). Каждый из конструктивно-одинаковых несущих сегментов 15 разъемно фиксирован на инструментодержателе 14 независимо от других несущих сегментов 15 соответствующей фрезерно-ножевой головки 5. Для соединения инструментодержателя 14 и несущего сегмента 15 предусмотрены блокировочные механизмы 36. Они состоят из двух частей - активной и пассивной. Пассивная часть выполнена преимущественно в виде вращательно-симметричного штыря 37. Активная часть выполнена преимущественно в виде принимающей штырь 37 втулки 38. Блокировочные механизмы 36 служат для разъемной фиксации и настройки несущих сегментов 15 и инструментодержателя 14 друг на друге. Блокировочные механизмы 36 выполнены с возможностью включения посредством жидкости под давлением и приводятся в действие, тем самым, без помощи инструмента. Инструментодержатель 14 имеет для размещения соответственно одного из, например, восьми несущих сегментов 15, по меньшей мере, одну поверхность прилегания 18. Каждый из несущих сегментов 15 имеет, по меньшей мере, одну крепежную поверхность 39, приданную одной из поверхностей прилегания 18. Приданные друг другу поверхности прилегания 18 и крепежные поверхности 39 выполнены соответственно ровными и плоскопараллельными.
На фиг. 14 в разрезе изображен фрагмент фрезерно-ножевой головки 5 второго варианта устройства 1. Здесь инструментодержатель 14 имеет восемь распределенных по периферии поверхностей прилегания 18, т.е. по одной на каждый из восьми несущих сегментов 15. Поверхности прилегания 18 являются радиальными внешними сторонами инструментодержателя 14. В точке наименьшего расстояния между поверхностью прилегания 18 и осью вращения 12 каждая из поверхностей прилегания 18 ориентирована перпендикулярно радиусу 34 фрезерно-ножевой головки 5. Штырь 37 блокировочного механизма 36 расположен на несущем сегменте 15 с возвышением относительно его крепежной поверхности 39. Втулка 38 блокировочного механизма 36 заглублена в инструментодержателе 14 под поверхностью прилегания 18. Средняя продольная ось и/или ось симметрии штыря 37 и втулки 38 ориентирована перпендикулярно поверхности прилегания 18 и крепежной поверхности 39. Штырь 37 имеет поднутрение, взаимодействующее с включаемым сужением втулки для удержания и отделения. Для включения блокировочного механизма 36 сужение втулки 38 соединено или может быть соединено с жидкостным контуром устройства 1.
На фиг. 15 в разрезе изображен фрагмент фрезерно-ножевой головки 5 третьего варианта устройства 1. Он очень схож с вариантом на фиг. 4. Отличием являются расположение втулки 38 в несущем сегменте 15 под крепежной поверхностью 39 и расположение штыря 37 на инструментодержателе 14 с возвышением относительно поверхности прилегания 18. Для включения блокировочного механизма 36 втулка 38 должна быть соединена с жидкостным контуром, например жидкостным контуром устройства 1. Для этого несущий сегмент 15 имеет присоединительный элемент 40.
На фиг. 16 в разрезе изображен фрагмент фрезерно-ножевой головки 5 четвертого варианта устройства 1. Он почти соответствует второму варианту на фиг. 14. В отличие от него здесь выполненные плоскопараллельными и ровными поверхности прилегания 18 и крепежные поверхности 39 наклонены относительно плоскости, перпендикулярной оси вращения 12 фрезерно-ножевой головки 5. Это облегчает обращение с несущими сегментами 15 при их замене. Угол наклона составляет преимущественно 30-60°.
На фиг. 17 в разрезе изображен фрагмент фрезерно-ножевой головки 5 четвертого варианта устройства 1. Он почти соответствует второму варианту на фиг. 14. В отличие от него инструментодержатель 14 имеет для каждого несущего сегмента 15 несколько, в частности три, поверхности прилегания 18. По меньшей мере, две приданные несущему сегменту 15 поверхности прилегания 18 имеют разные углы наклона относительно плоскости, перпендикулярной оси вращения 12 фрезерно-ножевой головки 5. Крепежные поверхности 39 выполнены плоскопараллельными соответствующим поверхностям прилегания 18.
Устройство содержит приводимую во вращение фрезерно-ножевую головку, установленную на несущей ее привод ходовой части и содержащую по меньшей мере один режущий зуб из нескольких режущих пластин для фрезерования головок рельсов. Головка содержит дискообразный инструментодержатель, включающий периферийно расположенные, оснащенные режущими пластинами кассеты, которые расположены на нескольких разъемно соединенных с инструментодержателем несущих сегментах, причем инструментодержатель соединен с приводом фрезерно-ножевой головки, и/или на инструментодержателе периферийно расположены по меньшей мере две оснащенные режущими пластинами кассеты, которые отличаются по числу режущих зубьев, и/или по расстояниям между режущими зубьями, и/или по переднему углу отдельных режущих пластин, и/или по углу их установки. Достигается сокращение затрат времени на замену режущих пластин. 9 з.п. ф-лы, 17 ил.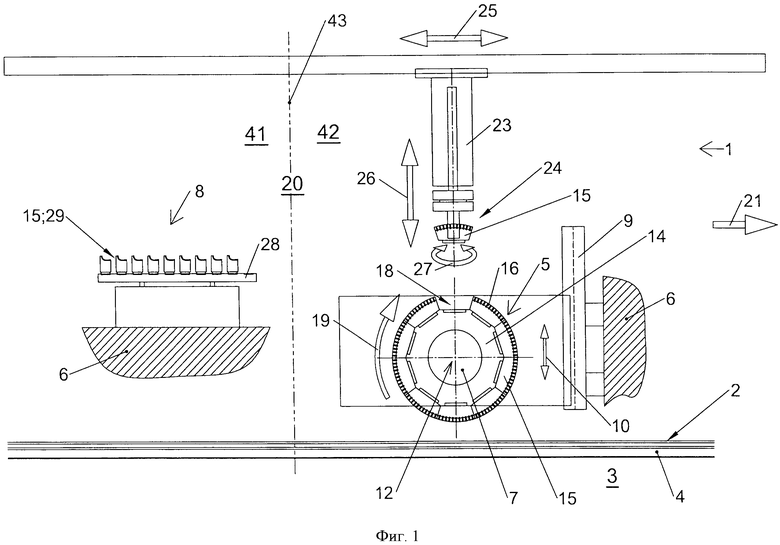
1. Передвижное устройство (1) для фрезерования головок (2) рельсов (4), расположенных на балластной постели (3), содержащее выполненную с возможностью вращения фрезерно-ножевую головку (5), установленную на несущей ее привод (7) ходовой части (6), причем фрезерно-ножевая головка (5) содержит по меньшей мере один режущий зуб (17) из нескольких режущих пластин (31) для фрезерования головок (2) рельсов, отличающееся тем, что фрезерно-ножевая головка (5) снабжена соединенным с ее приводом (7) дискообразным инструментодержателем (14), причем инструментодержатель (14) содержит периферийно расположенные, оснащенные режущими пластинами (31) кассеты (16), которые расположены на нескольких разъемно соединенных с инструментодержателем (14) несущих сегментах (15).
2. Устройство по п. 1, отличающееся тем, что оно содержит установленную на ходовой части (6) рабочую кабину (20), ограниченную ориентированными параллельно направлению движения (21) стенками (22), между которыми расположены фрезерно-ножевая головка (5), ее привод (7) и средства перемещения (9).
3. Устройство по п. 2, отличающееся тем, что фрезерно-ножевая головка (5) и ее привод (7) вместе установлены на средствах перемещения (9) с возможностью перемещения в плоскости, ориентированной перпендикулярно рельсу (4).
4. Устройство по п. 2, отличающееся тем, что в рабочей кабине (20) расположен подъемный механизм (23), который содержит захват (24) сегментов, установленный с возможностью поступательного перемещения в плоскости вращения (13) фрезерно-ножевой головки (5) параллельно и перпендикулярно направлению движения (21) или, в частности независимо от плоскости вращения (13) фрезерно-ножевой головки (5), с возможностью вращения вокруг оси, ориентированной перпендикулярно направлению движения (21), и с возможностью поступательного перемещения (стрелки 25, 26) параллельно и перпендикулярно направлению движения (21).
5. Устройство по п. 2, отличающееся тем, что в рабочей кабине (20), в частности в ее помещении (41) для оснащения, расположен рабочий стол (8) с содержащим несколько гнезд (29) магазином (28), причем магазин (28) предпочтительно установлен с возможностью перемещения между положением ожидания и лежащим в плоскости вращения (13) фрезерно-ножевой головки (5) положением замены.
6. Устройство по п. 2, отличающееся тем, что в рабочей кабине (20), в частности в ее помещении (42) для фрезерования, расположены несколько фрезерно-ножевых головок (5) и один выполненный с возможностью перемещения между их плоскостями вращения (13) подъемный механизм (23) или в рабочей кабине (20), в частности в ее помещении (42) для фрезерования, расположены несколько фрезерно-ножевых головок (5) и по одному подъемному механизму (23) для каждой из них.
7. Устройство по п. 1 или 2, отличающееся тем, что инструментодержатель (14) имеет многоугольную форму сечения и несколько, в частности больше шести, предпочтительно восемь-двенадцать, поверхностей прилегания (18) для размещения соответствующего числа конструктивно-одинаковых несущих сегментов (15).
8. Устройство по п. 1 или 2, отличающееся тем, что несущие сегменты (15) и кассеты (16) предназначены для универсального закрепления каждой отдельной кассеты (16) на каждом из несущих сегментов (15) и в любом положении на нем и/или на каждом из несущих сегментов (15) разъемно закреплено одинаковое число кассет (16), причем на несущем сегменте (15) расположены предпочтительно пять-восемь кассет (16).
9. Устройство по п. 1 или 2, отличающееся тем, что по меньшей мере на одном из несущих сегментов (15) расположены по меньшей мере две кассеты (16), которые отличаются по числу режущих зубьев (17), и/или по расстояниям (31) между режущими зубьями (17), и/или по переднему углу (33) отдельных режущих пластин (31), и/или по углу (35) их установки.
10. Устройство по п. 2, отличающееся тем, что фрезерно-ножевая головка (5) и/или ее привод (7) выполнены с возможностью взаимодействия со средствами перемещения (9) для позиционирования фрезерно-ножевой головки (5) по высоте (10) и/или по горизонтали (11).
| DE 102006008093 A1, 06.09.2007 | |||
| ИНСТРУМЕНТ | 2008 |
|
RU2445193C2 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 2011 |
|
RU2465102C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2011 |
|
RU2466830C1 |

