Изобретение относится к машиностроению, а именно к промышленным роботам, манипуляторам и автооператорам, предназначенным для автоматизации операций монтажа электрорадиоизделий (ЭРИ) на печатные платы (ПП) - установки ЭРИ на ПП, удержания их в заданном положении в течение некоторого времени и закрепления их на ПП методом сварки или пайки выводов ЭРИ на ПП.
Известен схват промышленного робота, содержащий приводные губки, кинематически связанные между собой зубчато-реечной передачей [1].
Однако известный схват имеет недостаточную точность центрирования схватываемых предметов, что вызвано наличием люфтов и кинематических неточностей в реечных и зубчатых передачах. Это приводит к тому, что приводные губки движутся несинхронно, что приводит к смещению схватываемого предмета, смещению его на установочной позиции.
Наиболее близким к заявленному является схват промышленного робота [2], содержащий силовой цилиндр, губки, кинематически связанные между собой зубчато-реечной передачей с двумя рейками и расположенным между ними зубчатым колесом, а также амортизирующим устройством.
Однако этот схват не обеспечивает возможности малого (частичного) раскрытия губок при освобождении ЭРИ после установки и закрепления их на ПП. Использование такого схвата в качестве универсального для выполнения плотного монтажа ЭРИ с различными размерами невозможно, так как в нем раскрытие губок производится на максимальный размер захватываемого ЭРИ. Решаемой технической задачей является обеспечение схватом такого раскрытия губок, которое необходимо не только при захвате ЭРИ, но и при проведении монтажа ЭРИ на ПП, если они расположены на близком расстоянии друг от друга (т.е. при расстоянии между центром монтируемого ЭРИ и крайней точкой ближайшего, установленного на ПП элемента, меньшем половины полного раскрытия губок).
При монтаже ЭРИ с размерами, меньшими, чем максимально возможный в конкретном схвате, необходимо иметь режим частичного (небольшого) раскрытия губок схвата для исключения повреждения ЭРИ, уже закрепленных на ПП вблизи закрепляемого элемента, в процессе раскрытия губок схвата при освобождении устанавливаемого ЭРИ. Для исключения возможности повреждения близкорасположенных от устанавливаемого ЭРИ элементов схват должен иметь режим малого раскрытия губок при освобождении ЭРИ.
Поставленная техническая задача решается схватом, содержащим приводные губки, кинематически связанные между собой зубчато-реечной передачей в виде двух зубчатых реек и находящегося в зацеплении с ними зубчатого колеса и привода перемещения, выполненного в виде двух последовательно расположенных силовых цилиндров - цилиндра меньшего перемещения и связанного с его штоком цилиндра большого перемещения, соединенного с наиболее удаленной от него губкой схвата и взаимодействующего с ней через передаточный механизм, зубчатые части реек выполнены идентичными, обращенными друг к другу, рейки снабжены зацепами, соединенными между собой пружиной, работающей на сближение губок, а передаточный механизм представляет собой механизм передачи одностороннего линейного перемещения штоку силового цилиндра с большей величиной хода от его корпуса и состоит из размещенных на штоке зажимной цанги и обоймы, последняя из которых расположена между цангой и торцом корпуса силового цилиндра с возможностью взаимодействия с ними, и пружины сжатия, установленной в контакте с удаленным от обоймы торцом цанги на ограничителе, смонтированном на предусмотренном в схвате основания.
Выполнение схвата по предложенному техническому решению позволяет осуществлять полное раскрытие губок схвата при срабатывании цилиндра большего перемещения, которое необходимо для осуществления захвата ЭРИ на исходной позиции, и частичное (неполное) раскрытие губок схвата при освобождении ЭРИ, установленного на ПП, осуществляемое за счет срабатывания цилиндра меньшего перемещения и передачи перемещения его штока через передаточное устройство на губки схвата.
На чертеже изображен схват промышленного робота по предложенному техническому решению, где 1 - основание схвата, 2 и 3 - верхняя и нижняя зубчатые рейки. 4 - свободно вращающееся на неподвижной оси зубчатое колесо, 5 - наиболее удаленная губка схвата, 6 - приближенная губка схвата, 7 - силовой цилиндр меньшего перемещения, 8 - силовой цилиндр большего перемещения, 9 - неподвижный зацеп, связанный с основанием, 10 - подвижный зацеп, связанный с верхней рейкой 2, 11 - пружина, 12 - шток цилиндра большего перемещения, 13 - ограничитель перемещения пружины 14, 15 - цанга, 16 - обойма цанги, 17 - зацеп, связанный с рейкой 3, 18 - захватываемое ЭРИ, 19 - основание.
Схват работает следующим образом.
При подаче в силовой пневмоцилиндр большего перемещения давления происходит беспрепятственное перемещение штока 12 и через зацеп 10 зубчатой рейки 2 с отдаленной губкой 5. Одновременно с ней через зубчатое колесо 4 приводится в движение зубчатая рейка 3 и скрепленная с ней приближенная губка схвата 6, которая перемещается синхронно с зубчатой рейкой 2. При этом люфт в зубчатом зацеплении между рейками 2 и 3 и зубчатым колесом 4 выбирается за счет натяга пружины 11, и ось симметрии между губками 5 и 6 сохраняет свое положение с высокой точностью независимо от раскрытия губок. Повышению точности расположения оси симметрии губок способствует выполнение зубчатых частей реек 2 и 3 идентичными.
При отключении давления из цилиндра большего перемещения 8 происходит смыкание губок 5 и 6 под действием пружины 11 с зажатием при этом губками 5 и 6 монтируемого ЭРИ, после чего происходит перенос его схватом манипулятора на ПП и закрепление. После закрепления ЭРИ на ПП производится подача давления в пневмоцилиндр меньшего перемещения 7. При этом происходит перемещение штока цилиндра 7 и связанного с ним цилиндра большего перемещения 8 и, соответственно, обоймы 16. При этом обойма 16 упирается в цангу 15, сжимает ее и цанга защемляет шток 12. Дальнейшее перемещение цилиндра 8, обоймы 16 и цанги 15 происходит совместно со штоком 12, при этом преодолевается сопротивление пружины 14, усилие давления которой через конусность цанги преобразуется в усилие сжатия (защемления) цангой штока 12. Совместно со штоком 12 происходит перемещение зацепа 10, а с ним вместе и зубчатой рейки 2, соответственно зубчатой рейки 3 (через зубчатое колесо 4) и связанных с зубчатыми рейками губок 5 и 6.
Таким образом, срабатывание пневмоцилиндра меньшего перемещения 7 приводит к небольшому разжатию губок 5 и 6, что приводит к освобождению удерживаемого губками ЭРИ, после чего становится возможным подъем схвата и перевод его в позицию захвата следующего ЭРИ.
Перед захватом следующего ЭРИ снимается давление из цилиндра меньшего перемещения 7. При этом происходит перемещение цанги 15 пружиной 14 до упора ограничителя перемещения 13 в основание 19 и освобождение цангой 15 штока 12. После этого производится подача давления в цилиндр большого перемещения 8, происходит полное раскрытие губок 5 и 6 и далее цикл повторяется.
При выполнении схвата по предложенному техническому решению возможно использование пружины, сближающей губки, в виде пружины растяжения 11, как показано на чертеже, так и в силе пружины сжатия, расположенной между упорами, связанными с зубчатыми рейками и расположенными противоположно показанным на чертеже зацепам, что идентично.
Таким образом, решается поставленная задача обеспечения захвата схватом ЭРИ в их исходной позиции, точной установки ЭРИ (микросхем различных типов и размеров с планарными выводами) на ПП, присоединении их выводов к печатным проводникам ПП методами сварки с точностью ± 10 мкм от номинального их расположения, последующего освобождения закрепленных на ПП элементов (ЭРИ) за счет раскрытия губок схвата на величину ≈ 2 мм и полного раскрытия губок схвата после отвода их от ПП (на величину ≈ 45 мм).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ПРОМЫШЛЕННОГО РОБОТА | 2001 |
|
RU2218269C2 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 2001 |
|
RU2247649C2 |
| ПРИВОД ПРОМЫШЛЕННОГО РОБОТА | 1998 |
|
RU2149097C1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1998 |
|
RU2149098C1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ОБЪЕКТОВ ИЗ КАНАЛОВ | 2008 |
|
RU2407632C2 |
| ГОЛОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 1996 |
|
RU2115527C1 |
| СПОСОБ ПОВЕРХНОСТНОГО МОНТАЖА ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ НА ПЕЧАТНОЙ ПЛАТЕ | 1995 |
|
RU2108213C1 |
| УСТРОЙСТВО ДЛЯ ИНФУЗИЙ | 1993 |
|
RU2093195C1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ ИЗ СТОПЫ | 2001 |
|
RU2209534C2 |
| СПОСОБ ПОЛУЧЕНИЯ СИНГЛЕТНОГО КИСЛОРОДА | 1993 |
|
RU2069931C1 |
Изобретение относится к машиностроению и может быть использовано для автоматизации операций монтажа. Схват промышленного робота содержит зажимные губки, перемещаемые от привода и связанные между собой зубчато-реечной передачей. Передача состоит из двух зубчатых реек и зубчатого колеса. Привод губок выполнен в виде двух силовых цилиндров с различной величиной хода штока. Шток силового цилиндра, имеющего меньшую величину хода, соединен с корпусом второго силового цилиндра. Последний связан с удаленной от него губкой передаточным механизмом. Шток силового цилиндра с большей величиной хода соединен с упомянутой губкой. Зубчатые части реек идентичны. Рейки подпружинены по направлению одна к другой с помощью пружины, соединенной с зацепами. Зацепы закреплены на рейках. Передаточный механизм представляет собой механизм передачи одностороннего линейного перемещения штоку силового цилиндра с большей величиной хода от его корпуса. 1 з.п.ф-лы, 1 ил.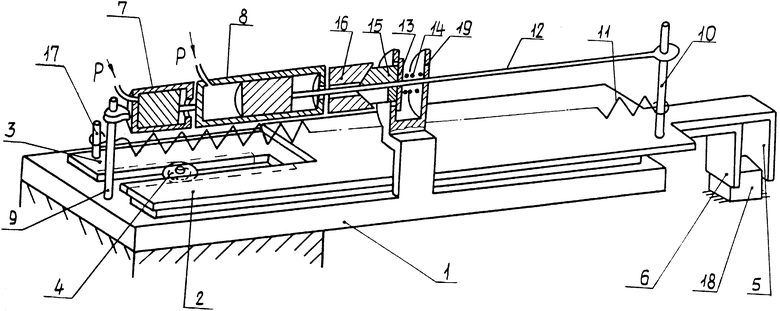
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 831614, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1066801, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |

