Изобретение относится к уплотнительным материалам из расширенного графита и может быть использовано для уплотнения разъемов фланцевых соединений и запорной арматуры.
Одной из проблем в данной области техники является создание такого уплотнительного материала, из которого можно изготовить уплотнительные прокладки непосредственно на месте их установки без применения сложного оборудования.
Известен порошок из расширенного (вспененного) графита (Изобретатель и рационализатор, N 11,12/92, с. 7), который используется в качестве исходного материала для изготовления уплотнительной прокладки. Этот материал получают при нагреве до 1000oC графита, модифицированного серной кислотой. В результате получают графитовый пух из химически чистого графита, который легче хлора, криптона, ксенона, сернистого и углекислого газов.
Был предложен способ изготовления уплотнительной прокладки из этого исходного материала [2]. Уплотнительную прокладку изготавливают путем заполнения формы порошком расширенного графита, затем создают давление и температуру достаточные для получения связанной массы.
Однако учитывая, что исходный материал является почти невесомым, то для получения уплотнительной прокладки требуется его большие объемы. Поэтому изготовить прокладку на месте ее применения не представляется возможным. Кроме того, требуется сложное технологическое оборудование для создания требуемого давления и температуры. Следует также отметить, что в случае изготовления такой прокладки на месте ее применения произойдет ухудшение санитарных условий работы обслуживающего персонала.
Известен герметизирующий материал и изготовляемое из него уплотнение [1] .
Уплотнение для герметизации зазора между деталями изготавливают из слоистого материала, содержащего соединенные между собой гибкий лист графита, слой армирующего волокна, слой фольги и нарезанный слой волокнистого материала. Стержневидное изделие получают путем скручивания части гибкого графита с нитями штапельного волокна, каучука, смолы и смазочного вещества и покрытия этой смеси слоем волокнистого материала.
Герметизирующий материал характеризуется большой сложностью изготовления и предназначен для уплотнения протяженных прямых стыков между соединяемыми деталями.
Известен также способ изготовления уплотнительный прокладки из графитовой ленты [3].
Графитовую ленту навивают по спирали с образованием многослойного цилиндрического кольца, которому при последующей формообразующей операции придают необходимую форму.
Данный способ позволяет изготовить уплотнительные прокладки в виде цилиндрического кольца, а получить прокладки сложного профиля не представляется возможным.
Наиболее близкой по своей технической сущности является плетеная навивка, содержащая сердечник прямоугольного сечения и окружающую его оплетку [4] . Сердечник выполнен из слоистого материала, имеющего лист расширенного графита и слой нитей, сплетенных в виде сетки или расположенных параллельно. Слоистый материал сворачивают в рулон, который обжимают, получая гибкий стержень требуемой формы с заданной плотностью и упругостью.
Поскольку в рассматриваемом изобретении исходный материал сворачивают в рулон, то длина изготовляемого материала имеет сравнительно небольшую длину, а поэтому из него можно изготовить уплотнительные прокладки небольшого размера, т. е. диапазон применения такого уплотнительного материала ограничен. Процесс же его изготовления характеризуется большой сложностью и требует применения специального оборудования.
Наиболее близким по своей технической сущности по отношению к способу является способ изготовления уплотнительной прокладки из расширенного графита [5].
Указанный способ включает получение исходного материала путем переработки графитовой ленты на куски необходимой конфигурации и размещение их в проточке под уплотнительную прокладку. Затем осуществляют прессование прокладки в режиме затягивания уплотняемого соединения.
При применении данного способа необходимо осуществить переработку исходного материала на куски, т. е. разрушить целостность структуры материала. Процесс укладки кусков в проточку длителен во времени, поскольку переработанные куски необходимо укладывать с большой тщательностью, чтобы получить равномерную толщину уложенного материала. В противном случае изготовленная прокладка будет иметь неравномерную плотность по длине и как следствие - пониженную надежность.
Техническим результатом изобретения является расширение диапазона применения уплотнительного материала, повышение технологичности изготовления уплотнительной прокладки и ее надежности.
Технический результат достигается тем, что в уплотнительном материале в виде шнура для изготовления прокладок, содержащем сердечник прямоугольного сечения и окружающую его оплетку, сердечник образован путем соединения в пучок равной ширины, вырезанных из ленты расширенного графита, а оплетка выполнена в виде сетки, сплетенной из нитей антифрикционного волокна либо из металлической проволоки, и установлена с возможностью смещения вдоль сердечника, а также тем, что в способе изготовления прокладки, включающем размещение уплотнительного шнура в уплотняемом соединении и последующее его прессование в режиме затягивания уплотняемого соединения, на соответствующих концах сердечника уплотнительного шнура образуют элементы и контрэлементы для их геометрического замыкания при предварительном попеременном смещении оплетки на соответствующих концах сердечника уплотнительного шнура, а после соединения концов сердечника уплотнительного шнура между собой осуществляют смещение оплетки вдоль сердечника с перекрытием места соединения концов сердечника уплотнительного шнура.
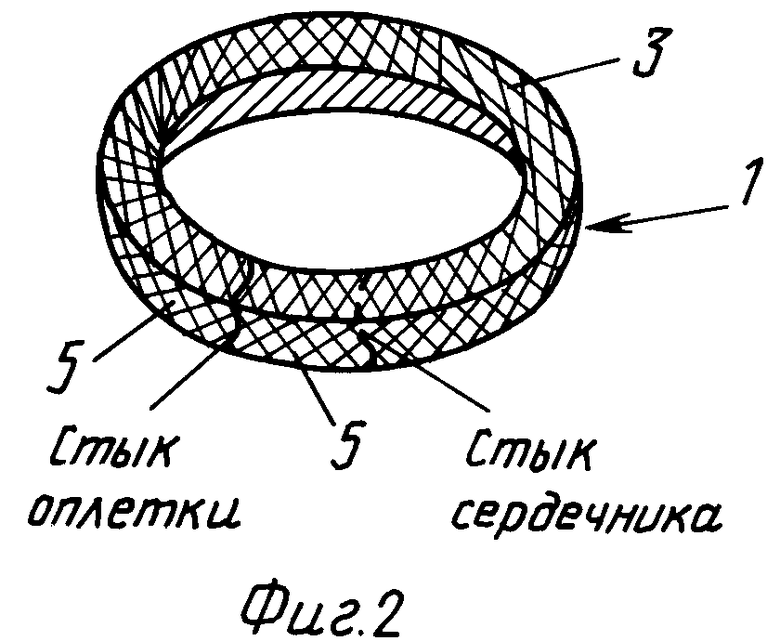
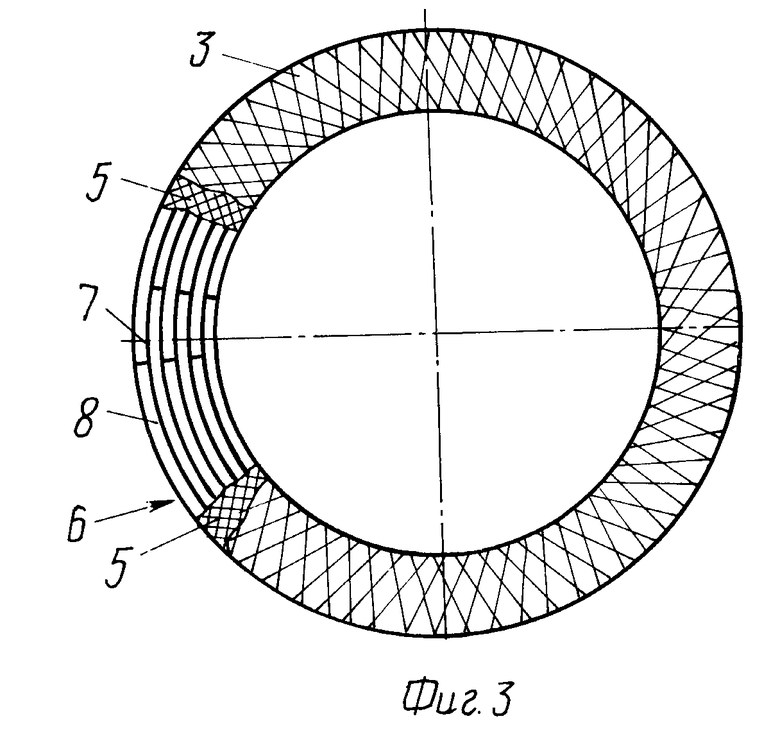
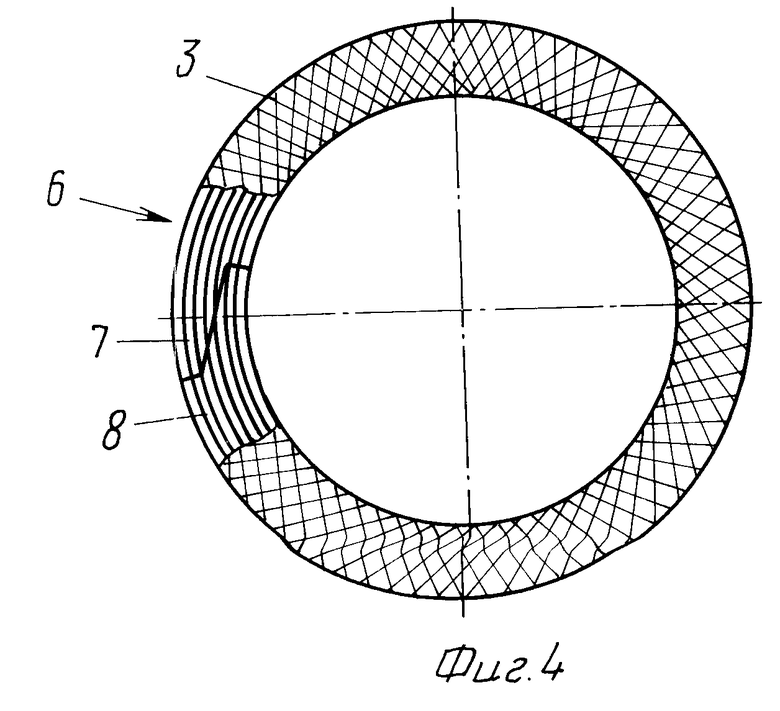
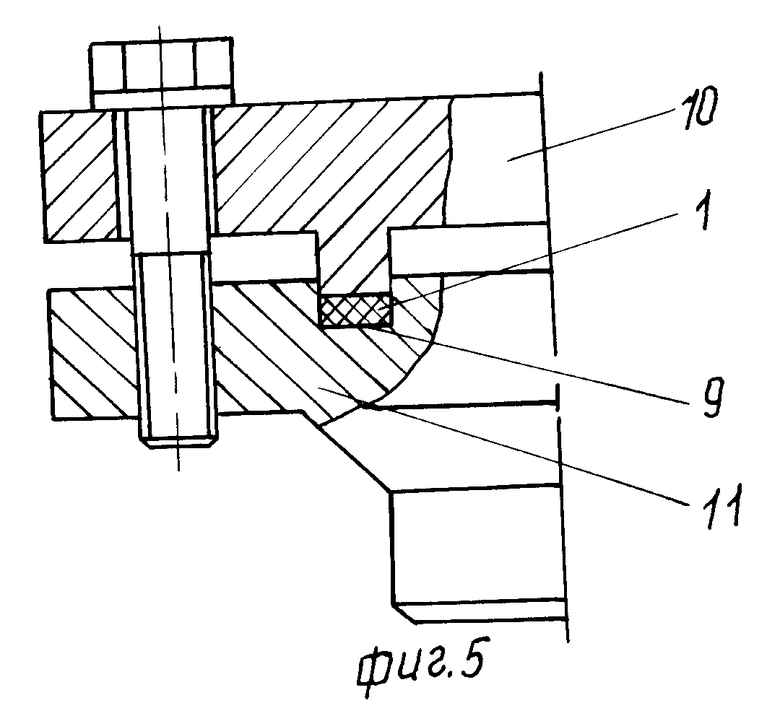
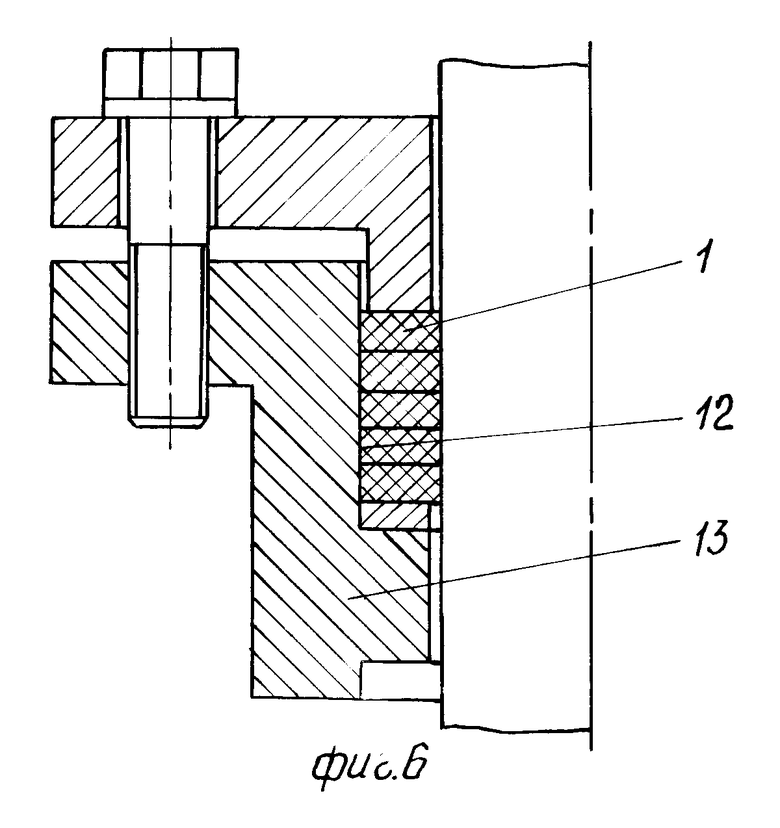
На фиг. 1 изображен уплотнительный материал в виде шнура; на фиг. 2 - уплотнительная прокладка; на фиг. 3 - вариант соединения концов сердечника прокладки между собой; на фиг. 4 - второй вариант соединения концов сердечника; на фиг. 5 - фланцевое соединение со шнуром, в разрезе; на фиг. 6 - сальниковое уплотнение запорной арматуры со шнуром, в разрезе.
Уплотнительный материал в виде шнура 1 содержит сердечник 2 прямоугольного сечения и окружающую его оплетку 3. Сердечник 2 образован путем соединения в пучок известным способом полос 4 равной ширины.
Полосы 4 получают путем резки ленты расширенного графита в процессе ее прокатки в направлении ее прокатки. Оплетка 3 выполнена в виде сетки, сплетенной из нитей антифрикционного волокна либо из металлической проволоки. В качестве волокон могут быть использованы волокна из хлопка, льна, конопли, джута, асбеста, а также стекловолокно, углеволокно и другие химические волокна. Металлическая проволока может быть изготовлена из меди, алюминия, свинца, нержавеющей стали.
Оплетка 3 может быть изготовлена любым известным способом, как это делается, например, при экранировании электрических кабелей, гибких резиновых шлангов для гидравлических или пневматических механизмов или она может быть изготовлена в виде плетеной тесьмы (в виде чулка) с последующим одеванием на сердечник. Однако в любом случае оплетка 3 настолько плотно охватывает сердечник, что возможно ее принудительное смещение вдоль сердечника. Оплетку 3 выполняют в виде сетки, но со следующими характеристиками: по размеру отверстия от 0,25 до 4 мм2, по плотности сетки (отношение площади волокон сетки к площади всей сетки) от 50 до 80%, а по форме ячеек сетки наиболее предпочтительной является: ромбическая, трапециевидная или шестиугольная форма ячеек.
В силу того, что оплетка 3 обладает гибкостью и эластичностью, форма поперечного сечения уплотнительного шнура 1 будет оставаться постоянной и определяться формой сердечника 2. Благодаря тому, что сердечник 2 образован путем соединения в пучок полос 4, при укладке такого шнура на криволинейных участках уплотняемого соединения, возникшие при этом механические напряжения противоположной полярности на наружной и внутренней поверхностях шнура не приведут к разрушению сердечника, поскольку произойдет смещение полос 4 относительно друг друга внутри уплотнительного шнура в направлении его длины.
Что же касается оплетки, то, поскольку она выполнена в виде сетки, на ее внутренней части по отношению к нейтральной линии изгиба произойдет сближение ячеек сетки между собой, а на противоположной наружной части произойдет растяжение ячеек.
Выбранные верхняя граница плотности сетки и нижняя граница размеров отверстия сетки исключают при изгибе уплотнительного шнура образование гофр на сетке на внутренней поверхности уплотнительного шнура, т. е. исключают изменение поперечного сечения уплотнительного шнура при его изгибе. Выбранные нижняя граница плотности сетки и верхняя граница размера отверстия сетки обеспечивают сохранность графитовых полос сердечника от случайного их разрушения при соприкосновении шнура с посторонними предметами как в процессе укладки, так и в процессе транспортировки и в то же время предохраняют от высыпания кусочков графитовых полос сквозь оплетку в случае разрушения полос 4 при резком их изгибе.
Такой уплотнительный материал в виде шнура может быть намотан на барабан или уложен в бухту и в таком виде поставляться заказчику для последующего изготовления из него уплотнительных прокладок на месте их установки.
При изготовлении уплотнительной прокладки сматывается уплотнительный шнур необходимой длины. Шнур отрезают. Перед размещением шнура в уплотняемом соединении осуществляют смещение части 5 оплетки 3 вдоль конца сердечника. На освободившемся от оплетки конце сердечника 6 осуществляют образование элементов 7 для геометрического замыкания концов сердечника уплотнительного шнура между собой. Точно так же на противоположном конце сердечника уплотнительного шнура осуществляют образование контрэлементов 8, ответных элементам 7 для их взаимного геометрического замыкания. Элементы 7 и контрэлементы 8 могут быть выполнены в виде прямой ступенчатой вырезки каждой полосы пучка сердечника 2. Эти же элементы и контрэлементы могут быть выполнены в виде косого среза всего пучка сердечника. Возможны и другие способы образования элементов и контрэлементов на концах сердечника уплотнительного шнура.
После соединения концов сердечника уплотнительного шнура между собой осуществляют смещение частей 5 оплетки, а затем всей оплетки вдоль сердечника 2 с перекрытием места соединения концов 6 сердечника уплотнительного шнура.
Если при отрезке шнура из бухты его отрезать несколько длиннее, чем длина требуемого уплотнения, а затем лишнюю часть сердечника удалить, не укорачивая оплетку 3, то после перекрытия места соединения концов сердечника уплотнительного шнура части 5 оплетки 3 за счет сил внутренней упругости будут плотно прижиматься друг к другу, и в этом месте не будет происходить оголение сердечника.
После того, как концы уплотнительного шнура будут подготовлены, как это описано выше, он может быть уложен в расточку 9 фланцевого соединения, образованного фланцами 10 и 11, или может быть размещен в сальниковой камере 12 запорной арматуры 13. Затем путем затягивания уплотняемого соединения с контролированием усилия затяжки осуществляют формообразование уплотнительной прокладки.
В тех случаях, когда уплотняемое соединение имеет небольшую длину и простую форму, соединение концов уплотнительного шнура может быть осуществлено до установки уплотнительного шнура в уплотняемое соединение. Если же уплотняемое соединение имеет большую длину или сложную форму, то соединение концов уплотнительного шнура между собой целесообразно осуществить в процессе размещения уплотнительного шнура в уплотняемом соединении.
Таким образом, уплотнительный материал позволяет расширить диапазон его применения, поскольку форма его выполнения и состав позволяют изготовить уплотнительный шнур любой длины, свернуть его в бухту или намотать на барабан, и в таком виде поставлять заказчику. Там, на месте установки уплотнительной прокладки из него может быть изготовлена любая уплотнительная прокладка как по форме, так и длине, способом, описанным выше. Сам процесс изготовления уплотнительной прокладки для различных видов уплотняемых соединений не требует применения специального оборудования и прост в исполнении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА | 1995 |
|
RU2103576C1 |
| УПЛОТНИТЕЛЬНЫЙ ШНУР | 2005 |
|
RU2301365C1 |
| УПЛОТНИТЕЛЬНАЯ НАБИВКА | 2012 |
|
RU2491464C1 |
| ПРОКЛАДКА ДЛЯ УПЛОТНЕНИЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2004 |
|
RU2282083C2 |
| КОМПЕНСАТОР ДЛЯ ТРУБОПРОВОДА | 1995 |
|
RU2101604C1 |
| ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2007 |
|
RU2344324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА И ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2006 |
|
RU2309313C1 |
| ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2387901C1 |
| ТЕРМОСТОЙКАЯ ТКАНЬ | 1996 |
|
RU2111298C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА | 1994 |
|
RU2072459C1 |
Использование: изобретение относится к уплотнительной технике, к материалам из расширенного графита и может быть использовано для уплотнения разъемов фланцевых соединений и запорной арматуры. Сущность: в уплотнительном материале, состоящем из сердечника и оплетки, сердечник образован путем соединения в пучок полос равной ширины, вырезанных из ленты расширенного графита, а оплетка выполнена в виде сетки, сплетенной из нитей антифрикционного волокна либо из металлической проволоки, и установлена с возможностью смещения вдоль сердечника, а способ изготовления прокладки включает размещение уплотнительного шнура в уплотняемом соединении и прессование в режиме затягивания уплотняемого соединения, при этом до прессования на соответствующих концах сердечника уплотнительного шнура образуют элементы и контрэлементы для их геометрического замыкания между собой при предварительном попеременном смещении оплетки на соответствующих концах сердечника уплотнительного шнура, а после соединения концов сердечника уплотнительного шнура между собой осуществляют смещение оплетки вдоль сердечника для перекрытия места соединения концов сердечника уплотнительного шнура. 2 с.п.ф-лы, 6 ил. 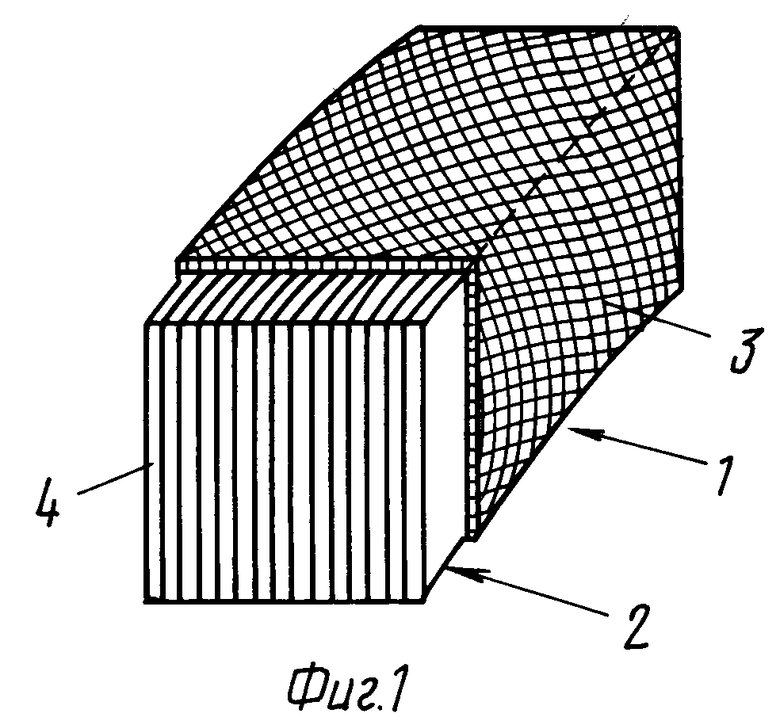
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| WO, 88/04004, F 16 J 15/10, 1988 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| EP, 0216184, F 16 J 15/12, 1987 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| JP, 62-22027, F 16 J 15/12, 1987 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| JP, 63-23423, F 16 J 15/22, 1988 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| SU, 1525384, ?F 16 J 15/12, 1989. | |||

