Изобретение относится к режущим пластинам для стружкообразующего режущего инструмента, в частности для фрез, таких, как торцевые фрезы. Режущие пластины преимущественно изготавливаются прессованием в форме и спеканием образующего пластины порошка. Режущая пластина имеет верхнюю поверхность схода стружки, нижнюю плоскую поверхность основания, которая приспособлена для ее установки в гнездо инструмента с упором во взаимодействующую нижнюю опорную поверхность гнезда, и по меньшей мере три боковые поверхности, идущие между верхней и нижней поверхностями. По меньшей мере одна из боковых поверхностей примыкает к верхней поверхности схода стружки вдоль кромки, которая образует режущую кромку.
Подобные режущие пластины все более широко изготавливают способом прямого прессования, в ходе которого порошок твердого сплава прежде всего получает желательную форму в соответствующей пресс-форме, а затем приобретает окончательную прочность за счет спекания в печи при температуре около 1000oC. Операция прессования в течение ряда лет была значительно усовершенствована и в настоящее время достигла такого уровня, что этот процесс обеспечивает хорошие возможности формообразования с высокой точностью режущей кромки, смежных поверхностей схода стружки, упрочняющих фасок (если они необходимы) и задних поверхностей. Более того последующая усадка, которая происходит при спекании, может быть принята в расчет при определении размеров пресс-формы.
Современные геометрии режущего инструмента имеют тенденцию становиться все более и более положительными, то есть имеют тенденцию использования все больших углов между поверхностью схода стружки или передней поверхностью вставки и нормалью к обрабатываемой поверхности. Как известно, это обеспечивает многие преимущества, такие, как малая сила резания, и в результате малое потребление энергии. Кроме того, позволяет получить высокую точность размеров для четко ограниченной режущей кромки, а также обеспечить высокую степень свободы выбора заднего угла режущего инструмента при сохранении положительной режущей геометрии. Недостаток такого решения заключается в том, что режущий угол становится острее, а следовательно, слабее, что может служить причиной скола режущей кромки. Углы режущей кромки частот очень малы и приближаются к пределам прочности твердого сплава.
Зачастую низкоэнергетические режущие геометрии используют для обработки материалов, обладающих специальными отрицательными свойствами. Некоторые материалы, подобные вязким и твердым материалам, имеют тенденцию упрочнения поверхности. Например, некоторые нержавеющие стали и фосфорсодержащие стали имеют тенденцию к самоупрочнению во время резания и/или обработки. В частности, способность к самоупрочнению обрабатываемых деталей проявляется при режущих кромках, соответствующих обработке при максимальных глубинах резания. Причина появления самоупрочнения при максимальных глубинах резания заключается втом, что при этом возрастают силы резания и производимая теплота, причем одновременно при обработке на поверхности обрабатываемой детали образуются острые задиры. Возникающие в процессе резания задиры немедленно упрочняются охлаждающим воздухом, что создает увеличенные напряжения в режущей кромке, в особенности в той части режущей кромки, которая соответствует максимальной глубине резания. Эти увеличенные напряжения, вызванные упрочненными задирами, могут привести к сколу и обламыванию режущей кромки. Риск таких дефектов возрастает при увеличении глубины резания.
Задачей изобретения является уменьшение или даже устранение риска скола или обламывания на уровне режущей кромки, который соответствует максимальной глубине резания.
Это достигается за счет создания режущей кромки с возрастающей прочностью в направлении возрастания глубины резания, что осуществляется постепенным уменьшением переднего угла в направлении увеличения глубины резания. В соответствии с настоящим изобретением этот результат достигается созданием винтовой поверхности вдоль режущей кромки.
В соответствии с изобретением задний угол вставки преимущественно поддерживается постоянным. В альтернативном варианте задний угол может быть слегка закручен, однако не на тот же угол, что и передняя поверхность. Угол задней поверхности не должен иметь такую же степень винтовой закрутки, как передняя поверхность, так как в противном случае прочность режущей кромки не могла бы возрастать с увеличением глубины резания, что является важной характеристикой изобретения. Если задняя поверхность тоже закручена, то шаг ее закрутки, что является предпочтительным, не должен быть больше половины шага передней поверхности.
Сменные (с периодическим поворотом) режущие вставки с винтовыми передними поверхностями или поверхностями схода стружки известны, например, из публикаций EP-A-239-045 и [1]. Однако в соответствующих этим публикациям режущих пластинах передняя и задняя поверхности закручены одинаково с целью сохранения постоянства угла режущей кромки. Однако эти пластины с ранее известными конфигурациями не позволяют добиться желательного эффекта изобретения, так как их режущая кромка не упрочняется постепенно в направлении увеличения глубины резания, поэтому в них сохраняется риск скола или облома на уровне максимальной глубины резания.
Далее детально описывается предпочтительный вариант осуществления изобретения, не имеющий ограничительного характера, приведенный со ссылками на прилагаемые чертежи, на которых одинаковые позиции соответствуют одинаковым узлам.
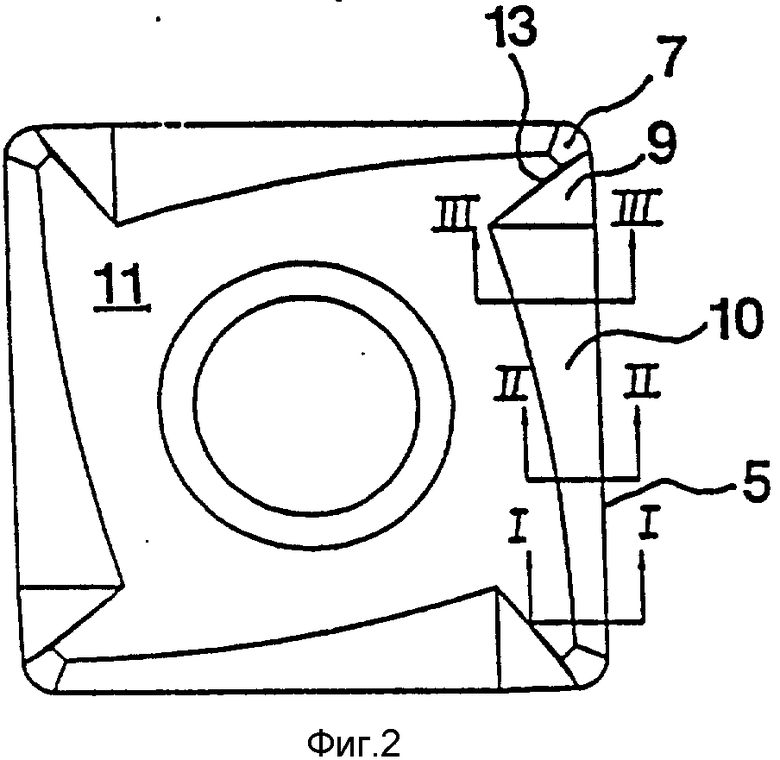
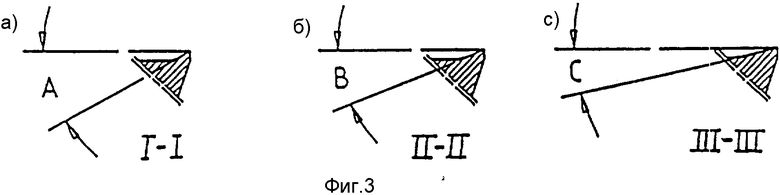
На фиг. 1 приведена предлагаемая в перспективе режущая пластина, соответствующей изобретению, вид в перспективе: на фиг. 2 - вставка, соответствующая изобретению, вид сверху; на фиг. 3a, b, c изображены соответственно поперечные сечения по линиям I-I, II-II и III-III фиг. 2.
На фиг. 1 и 2 показана сменная (с периодическим поворотом) режущая пластина 1 квадратной базовой формы. Пластина содержит плоскую верхнюю поверхность или поверхность схода стружки 11 и нижнюю поверхность, которая плоскопараллельна верхней поверхности 11 и боковые поверхности 2 и 3, образующие острый угол с поверхностью 11. Боковые поверхности в соответствии с фиг. 1 образованы плоскими поверхностями 2 и 3, которые образуют тупой угол друг с другом вдоль линии пересечения. По вспомогательной режущей кромке 8 боковая поверхность 3 пересекается с боковой поверхностью или плоской стороной 4. Предусмотрена, передняя поверхность 9, смежная с вспомогательной режущей кромкой 8. Однако геометрия задней поверхности не относится к основным характеристикам изобретения, поэтому задняя поверхность может быть плоской или слегка изогнутой и занимать боковую поверхность полностью. Более того, по крайней мере одна боковая поверхность, примыкающая к режущей кромке, может быть перпендикулярна к плоской верхней поверхности 11.
Передняя поверхность 10 (фиг. 1 и 2) простирается между двумя смежными режущими углами 6. Выбор формы передней поверхности 10 относится к основным характеристикам изобретения. Передняя поверхность 10 начинается при своем самом большом переднем угле, примыкающем к рабочему режущему углу, который составляет 15 - 40o, а преимущественно 20 - 30o (фиг. 3a). После этого передний угол постепенно уменьшается вдоль главной режущей кромки 5, чтобы наконец достичь своей наименьшей величины вблизи от передней поверхности 9, которая составляет 5 - 25o, а преимущественно 10 - 20o (см. фиг. 3,c).
Передняя поверхность 9 завершается вертикальной поверхностью 13, которая может также осуществлять функцию устройства разрыва стружки. Переход между поверхностью 13 и передней поверхностью 10, объединенный со следующей режущей кромкой, осуществляется по поверхности перехода 7, которая также функционирует как передняя поверхность для угловой режущей кромки.
Передняя поверхность 10 постепенно и непрерывно закручена с целью постепенного упрочнения основной режущей кромки 5 при возрастающих глубинах резания. За счет такой конфигурации возможно получение сменных режущих пластин с длительным сроком службы при обработке вязких материалов, которые имеют тенденцию к упрочнению поверхности. Величина переднего угла на различных уровнях режущей кромки и степень закручивания показана на фиг. 3a, b, c.
Конфигурация верхней поверхности 11 внутри передних поверхностей 10 не относится к основным характеристикам изобретения. Так, например, эта поверхность может быть снабжена известными устройствами разрыва стружки, такими, как выступы, упоры, углубления и т.п.
Вставка преимущественно оснащена расположенным в ее центральной части сквозным отверстием 12, предназначенным для введения соответствующих средств крепления, таких, как винт, штифт и т.п.
В соответствии с описанным и показанным на чертежах вариантом осуществления изобретения главная режущая кромка полностью прямая на всей ее длине. Однако она может быть слегка искривлена наружу для компенсации положительного или, если это имеет место, отрицательного осевого наклона вставки в режущем инструменте, за счет чего дополнительно достигается обеспечение полной плоскостности фрезеруемой поверхности.
В приведенном описании показаны принципы построения, преимущественные виды осуществления изобретения и режимы работы. Однако изобретение не ограничивается только этим объемом патентных притязаний. В него могут быть внесены изменения и варианты, не выходящие за рамки изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА С ЗАКРУЧЕННОЙ ПОВЕРХНОСТЬЮ СХОДА СТРУЖКИ | 1994 |
|
RU2108211C1 |
| РЕЖУЩАЯ ПЛАСТИНА С ИЗОГНУТОЙ ЗАДНЕЙ ПОВЕРХНОСТЬЮ | 1994 |
|
RU2110371C1 |
| РЕЖУЩАЯ ПЛАСТИНА С ВИНТОВОЙ ПОВЕРХНОСТЬЮ СХОДА СТРУЖКИ | 1994 |
|
RU2108210C1 |
| РЕЖУЩАЯ ПЛАСТИНА, ИМЕЮЩАЯ ВИНТОВУЮ ЗАДНЮЮ ПОВЕРХНОСТЬ СО СМЕЖНОЙ ВЫЕМКОЙ | 1994 |
|
RU2108897C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2108894C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| РЕЗЬБОВАЯ РЕЖУЩАЯ ПЛАСТИНА | 1994 |
|
RU2106933C1 |
| ФРЕЗЕРНАЯ РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2132259C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 1994 |
|
RU2111093C1 |
| ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2013 |
|
RU2630113C2 |
Изобретение относится к режущим пластинам для стружкообразующего инструмента, в частности для фрез, таких, как торцовые фрезы. Техническим результатом изобретения является уменьшение или устранение риска скола или обламывания на уровне режущей кромки, который соответствует максимальной глубине резания. Для этого передняя поверхность выполнена винтовой, закрученной вдоль режущей кромки. При этом боковые поверхности пластины выполнены в виде одной или нескольких плоских поверхностей, расположенных перпендикулярно к верхней поверхности пластины или под острым углом к ней. 4 з.п. ф-лы, 3 ил.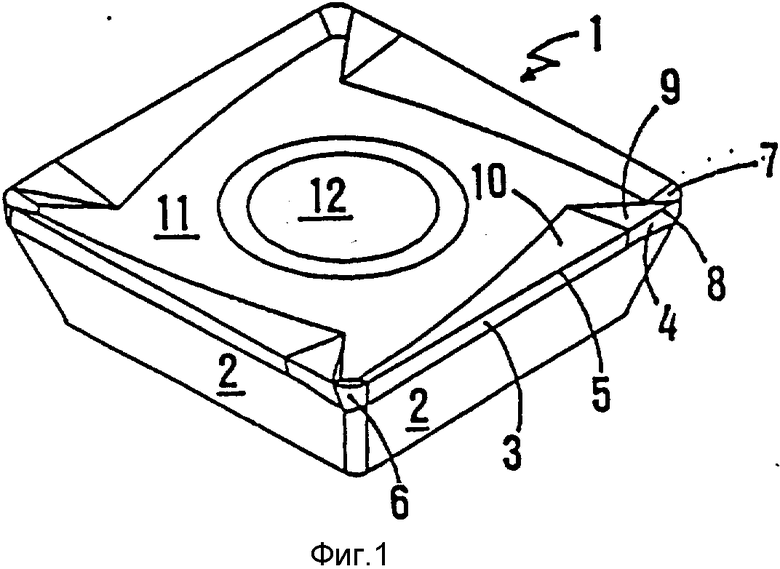
| EP, 392730, B 23 C 5/22, 1990. |

