Изобретение относится к созданию режущей пластины для формирования резьбы, главным образом треугольной формы.
Пластина включает в себя корпус, имеющий плоскую верхнюю поверхность, плоскую параллельную ей нижнюю поверхность и определенное число идущих между ними краевых (кромочных) поверхностей. Краевые поверхности сходятся на режущих углах, каждый из которых имеет наклонный участок с режущей кромкой. На передней поверхности режущего угла образована коническая выемка, которая представляет собой стружколомную канавку, которая идет от указанного кончика и на определенное расстояние вовнутрь указанной верхней поверхности, которая является стороной схода стружки.
При нарезании резьбы с радиальной подачей получают значительное количество V-образной очень жесткой стружки, что делает затруднительной ее обработку контролируемым образом. Известна не треугольная резьбовая режущая пластина, в носовой части которой предусмотрена выемка. Однако образование стружки при помощи такой режущей пластины также является неконтролируемым потому, что степень кривизны стружки становится слишком большой, что приводит к заеданию стружки и появлению нежелательной ситуации риска для оператора, обрабатываемой детали и для режущей пластины.
Основной задачей настоящего изобретения является создание резьбовой режущей пластины, в которой разрешены указанные выше проблемы. Форма режущей пластины должна быть такой, чтобы она позволяла осуществлять отвод стружки с высокой степенью контроля для таких материалов, при обработке которых получают достаточно длинные стружки. В результате этого одна и та же резьбовая режущая пластина может быть использована при осуществлении операций обработки с ограниченными трудовыми ресурсами, когда непрерывное слежение за сходом стружки не представляется возможным.
Другой задачей настоящего изобретения является создание резьбовой режущей пластины, которая оптимизирована для осуществления внутреннего нарезания резьбы, но которая вместе с тем может быть использована со стандартным типом резцедержателя, вне зависимости от размера режущей кромки.
Еще одной задачей настоящего изобретения является создание резьбовой режущей пластины, которая имеет настолько оптимизированную форму, что становится возможным более эффективное охлаждение режущей кромки.
Еще одной задачей настоящего изобретения является создание режущей пластины с поверхностью схода стружки, которая модифицирована таким образом, что ее форма становится благоприятной для снижения усилий резания и износа такого инструмента.
В соответствии с другим аспектом в настоящем изобретении предлагается такая режущая пластина, которая имеет множество режущих углов, которые могут занимать различные положения в держателе.
Указанные ранее и другие характеристики и преимущества изобретения будут более ясны из последующего детального описания его предпочтительного варианта осуществления, приведенного со ссылкой на сопроводительные чертежи.
На фиг. 1 показан вид сверху резьбовой режущей пластины для внешнего нарезания резьбы в соответствии с настоящим изобретением.
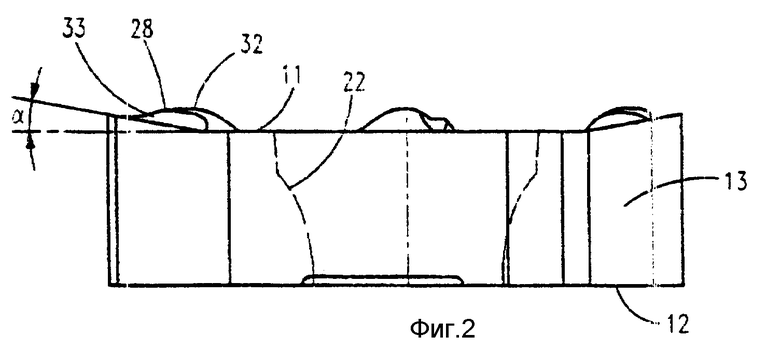
На фиг. 2 показан вид сбоку режущей пластины, изображенной на фиг. 1.
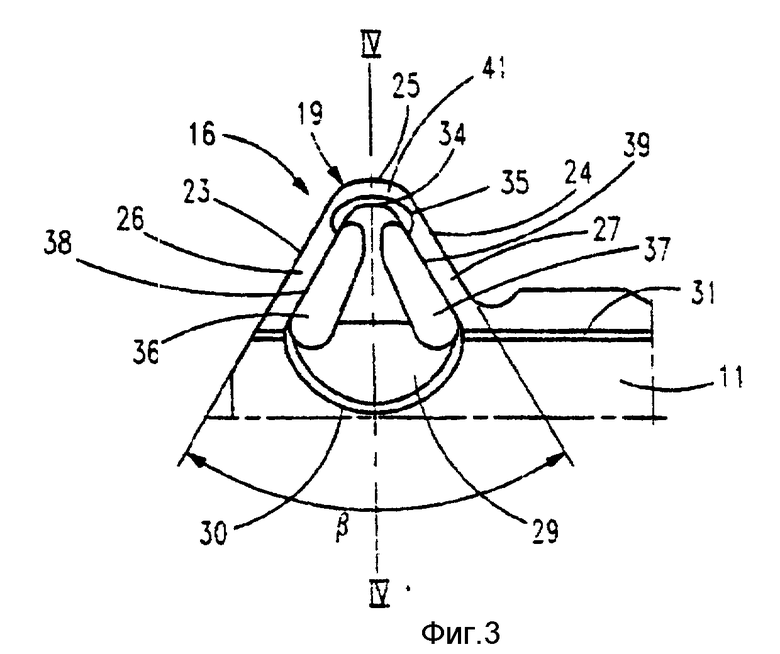
На фиг. 3 показан вид сверху с увеличением режущего угла пластины, изображенной на фиг. 1.
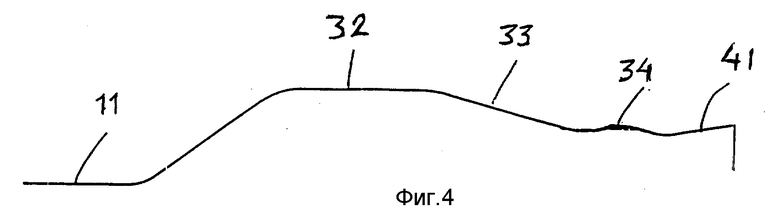
На фиг. 4 приведено сечение по линии IV - IV на фиг. 3.
На фиг. 5 приведено сечение по линии V - V на фиг. 1.
На фиг. 6 показан вид сверху режущей пластины, изображенной на фиг. 1, после того, как она была установлена в приемное гнездо резцедержателя.
На фиг. 7 показан вид сверху резьбовой режущей пластины для внутреннего нарезания резьбы в соответствии с настоящим изобретением.
На фиг. 8 показан вид сбоку режущей пластины, изображенной на фиг. 7.
На фиг. 9 показан вид сверху с увеличением режущего угла пластины, изображенной на фиг. 7.
На фиг. 10 приведено сечение по линии X - X фиг. 9.
На фиг. 11 приведено сечение по линии XI - XI фиг. 9.
Обратимся к рассмотрению фиг. 1-3, на которых показана резьбовая режущая пластина 10 в виде тонкого диска треугольной формы, преимущественно изготовленного из твердого сплава. Могут быть использованы и другие режущие материалы, такие как минералокерамические материалы или керметы.
Пластина 10 имеет верхнюю сторону 11 и нижнюю сторону 12, которая расположена напротив и, главным образом, параллельно указанной верхней стороне 11, а также множество боковых стенок 13-15, которые идут главным образом перпендикулярно между ними. Пластина 10 снабжена тремя идентичными участками режущих углов 16-18, на каждом из которых имеется режущая кромка 19-21, которая будет заглубляться в металлическую обрабатываемую деталь (не показана) и нарезать в ней резьбу. Пластина 10 имеет центральное отверстие 22 для ввода в него зажимного винта, предназначенного для ее установки в приемном гнезде резцедержателя. На нижней поверхности 12 режущей пластины режущие кромки отсутствуют и она предназначена единственно для упора в опорную поверхность указанного гнезда.
На фиг. 3 показан режущий угол 16, имеющий режущий выступ 19, расположенный симметрично относительно линии IV - IV. Режущий выступ 19, который также может быть расположен и асимметрично, имеет две основные режущие кромки 23 и 24, выступающие в виде буквы V, и расположенную между ними режущую кромку 25. Режущая пластина имеет первичные ступени 26 и 27 внутри указанных основных режущих кромок, которые стыкуются (сходятся) на режущем выступе 19. Первичные ступени 26 и 27 расположены в плоскости, которая наклонена вниз к центру режущей пластины под углом α который преимущественно составляет 5 - 15o. Первичные ступени служат поверхностями упрочнения кромки.
Внутри первичных ступеней 26 и 27 и режущего выступа 19 предусмотрен выступающий участок 28, который предназначен служить стружколомом. Выступающий участок 28 имеет выступающий наружу клиновидный участок, причем его задняя часть заканчивается круговой задней кромкой 30. Выступающий наружу клиновидный участок указанного выступающего участка 28 граничит с продолжением идущей наклонно вниз плоскости, в которой находятся указанные первичные ступени 26 и 27, в то время как задняя часть 29 выступающего участка 28 выпукло изогнута и заканчивается изогнутой задней кромкой 30, которая лежит в плоскости верхней поверхности 11. Более конкретно, клиновидный участок указанного выступающего участка 28 идет к указанной изогнутой задней части 29 по линии сечения 31, которая разграничивает переход между плоскостью первичных ступеней 26 и 27 и верхней стороной схода стружки 11.
Верхняя поверхность указанного выступающего участка 28 является плоской и идет вниз через поверхность 33 к участку поверхности 34, который выпукло закруглен и служит верхней поверхностью в основном С-образного верхнего участка поверхности 35, передний участок которого является выпуклым и направлен в сторону режущего кончика 19. К отличительным характеристикам следует также отнести то, что боковые поверхности указанного клиновидного участка 28 снабжены вогнутыми канавками 36 и 37.
На фиг. 6 показана режущая пластина после ее закрепления в гнезде резцедержателя 40, при этом нижняя (тыльная) поверхность 12 указанной режущей пластины упирается в соответствующую нижнюю опорную поверхность указанного гнезда. Один из режущих выступов 19 режущей пластины выступает из указанного гнезда для его заглубления в обрабатываемую деталь для нарезания резьбы. Ширина каждой из первичных ступеней 26 и 27 главным образом меньше в положениях, смежных с указанным С-образным участком 35, по сравнению с шириной указанных первичных ступеней в местоположениях, расположенных ближе к центральной части указанной режущей пластины. Эти первичные ступени 26 и 27 идут вперед в сторону угловой ступени 41, ширина которой несколько шире ширины указанных первичных ступеней. Острый угол β между указанными главными режущими кромками 23 и 24 составляет 25-80o, а преимущественно лежит в диапазоне 50-70o.
При нарезании резьбы с радиальной подачей при помощи резьбовой режущей пластины в соответствии с настоящим изобретением, стружка будет срезаться либо по режущим кромкам 23 и 24, либо вдоль их частей, в результате чего стружка будет предварительно формироваться и одновременно следовать вдоль пути вверх в направлении С-образного участка 35, после которого она дополнительно формируется при помощи канавки 36 или 37 на выступающем участке 28. После этого стружка приобретает окончательную форму и контролируется при помощи наклонной поверхности 33 таким образом, что она получает малый радиус кривизны, подобно спирали, в то же самое время как она отводится от обрабатываемой детали и инструмента. Благодаря использованию этой формы поверхности схода стружки на V-образном режущем угле 16 достигается удовлетворительный результат обработки при использовании одной и той же режущей пластины для обработки различных материалов при различных параметрах металлообработки. За счет ограничения стружколома 28 только угловой областью и за счет одновременного сохранения центральной зоны режущей пластины в виде заглубленного участка относительно указанного стружколома стало возможно обеспечить более эффективную подачу охлаждающей среды в направлении к активному режущему кончику.
На фиг. 7-11 показан альтернативный вариант осуществления изобретения, предназначенный для внутреннего нарезания резьбы в обрабатываемой детали. Аналогично фиг. 1 -3, каждый режущий угол имеет две основные режущие кромки 23 и 24 с изогнутой режущей кромкой 25 между ними. Каждый указанный угол имеет выступающий участок 28, продолжение которого граничит с зоной угла. Передняя часть указанного выступающего участка 28, расположенная рядом с кромкой угла 25, имеет главным образом клиновидную форму, в то время как задняя часть 29 имеет выпуклую форму.
Ограничительные боковые поверхности указанного участка 28, которые расположены смежно с первичными ступенями 26 и 27, имеют частично форму в виде вогнутых канавок 36 и 37 с поперечным сечением, которое образовано кольцевыми участками З6a и 37a и участками 36b и 37b прямого контура, которые достигают плоскости верхнего участка 43, который является главным образом плоским и пересекается с верхней поверхностью режущей пластины под углом δ равным 5 - 20o. Имеется отличие в конструкции этой пластины по сравнению с фиг. 1 - 3, при этом пластина в соответствии с фиг. 7- 11 не снабжена выпуклым выступающим участком 34, показанным на фиг. 4. Эта пластина имеет наклонную ступень 41, смежную с кромкой угла 25, которая идет через вогнутую канавку 42 к наклоненной вверх плоской поверхности 43. Благодаря такому решению может быть достигнут более эффективный разлом стружки и ее отвод при внутреннем нарезании резьбы, в результате чего устраняются проблемы переплетения стружки, которые могли бы возникнуть в противном случае.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2108894C1 |
| РЕЖУЩАЯ ПЛАСТИНА С ВИНТОВОЙ ПОВЕРХНОСТЬЮ СХОДА СТРУЖКИ | 1994 |
|
RU2108210C1 |
| РЕЖУЩАЯ ПЛАСТИНА, ИМЕЮЩАЯ ВИНТОВУЮ ЗАДНЮЮ ПОВЕРХНОСТЬ СО СМЕЖНОЙ ВЫЕМКОЙ | 1994 |
|
RU2108897C1 |
| ДВУХСТОРОННЯЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2661694C2 |
| РЕЖУЩАЯ ПЛАСТИНА С ЗАКРУЧЕННОЙ ПОВЕРХНОСТЬЮ СХОДА СТРУЖКИ | 1994 |
|
RU2108211C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА | 1994 |
|
RU2107587C1 |
| ФРЕЗЕРНАЯ РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2132259C1 |
| РЕЖУЩАЯ ПЛАСТИНА С ИЗОГНУТОЙ ЗАДНЕЙ ПОВЕРХНОСТЬЮ | 1994 |
|
RU2110371C1 |
| МНОГОГРАННАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2594301C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 1994 |
|
RU2114721C1 |







Изобретение относится к созданию режущей пластины для формирования резьбы, главным образом треугольной формы. Форма режущей пластины позволяет осуществлять отвод стружки с высокой степенью контроля для таких материалов, при обработке которых получают достаточно длинные стружки. Режущая пластина может быть использована для нарезания внутренней резьбы. Форма режущей пластины позволяет эффективное охлаждение, снижение усилий резания и износа инструмента. Кромки режущего выступа пластины расположены в плоскости, наклонненной к горизонтальной плоскости под углом 5 - 15o. Между этими кромками расположен клиновидный выступ, задняя часть которого сопрягается с верхней стороной пластины. 9 з.п.ф-лы, 11 ил.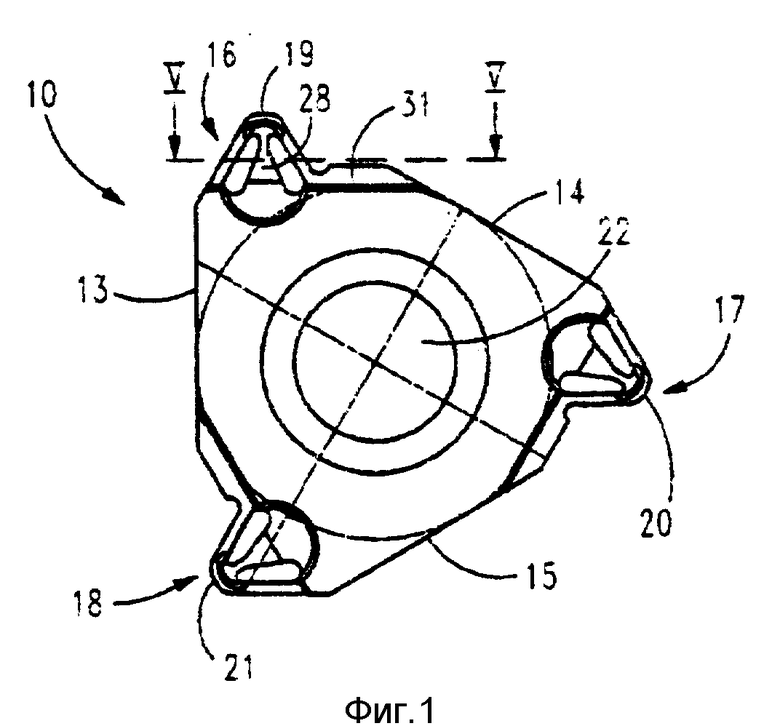
| GB, патент, 2254026, B 23 B 27/22, 1992. |

