Изобретение относится к области транспортировки газа и нефтепродуктов, а в частности к ремонту газо- и нефтепроводов (паро-, газо-, нефте-, водопроводов) в полевых условиях методом лазерной заварки и устройству для его осуществления.
Анализ отечественных и мировых тенденций ремонта магистральных трубопроводов показывает, что для ремонта в полевых условиях, в основном, используется ручная газовая и ручная электродуговая сварка или наплавка, иногда используется автоматическая электродуговая наплавка. Ремонт газо- и нефтепроводов в полевых условиях позволяет существенно сэкономить материальные, временные и трудовые ресурсы и средства. С применением дуговой сварки и наплавки можно производить ремонт таких дефектов, как изменение геометрии металлических изделий в результате износа, трещин, свищей, подрезов (см. Л.А. Ефименко и др. Оценка структуры и свойств ремонтных сварных соединений газопроводов из сталей с повышенными показателями деформируемости. Сварочное производство №12, 2019. С. 40-46). Однако, применение такого источника энергии как электрическая дуга или плазменная струя имеет один основной недостаток - высокий уровень удельного тепловложения, что приводит к удовлетворительно контролируемому перегреву наплавляемого металла и основного металла восстанавливаемого изделия. Перегрев, в свою очередь, приводит к существенным структурным и фазовым изменениям металла изделия, разбрызгиванию наплавляемого металла, появлению остаточных напряжений после остывания металла изделия. Эти и другие негативные факторы применения электрической дуги приводят к вероятности, при дальнейшей эксплуатации изделия (см. СТОГазпром 2-2.3-137 - 2007 «Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов» Часть II), появления новых дефектов, например, усталостных трещин. По этой причине, в большинстве случаев, дефектные участки трубопроводов вырезают и вместо них вваривают новые. Альтернативой электрической дуге, как источнику плавления металла, может служить световой луч, в частности, лазерный. В настоящее время лазерный луч активно применяется для сварки как малых толщин (<1 мм), так и для сварки больших толщин (до 25 мм) за один проход. До недавнего времени основными недостатками использования лазерного луча для сварки и других способов обработки металлических материалов являлись низкий КПД и невозможность транспортировки лазерного излучения. Однако, с появлением волоконных лазеров, КПД которых на 10-15% выше СO2-лазеров, появилась возможность транспортировки излучения, что существенно расширило область применения лазерного излучения (см сайт компании НТО «ИРЭ-Полюс» https://www.ipgphotonics.com/ru).
Применение лазерных технологий при сварке имеет ряд преимуществ перед дуговой или плазменной сваркой (см. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки. М.: издательство МГТУ им. Н.Э. Баумана, 2006, - 664 с.).
Известен способ устранения дефектов, таких как свищи и подрезы, в производственных условиях с помощью ручной лазерной системы AL-ARM (сайт компании https://alphalaser.de/). Недостатком данного способа является то, что комплекс ручной лазерной сварки не оснащен корпусом, обеспечивающим защиту сварщика-оператора от вероятности поражения лазерным лучом, системой отвода газов и предназначен для применения в производственных условиях.
При использовании высокоскоростной видеокамеры с применением полосового интерференционного светофильтра возможно непосредственное наблюдение за процессом плавления металла лазерным лучом (см. Курынцев С.В., Исхаков Ф.Р., Гильмутдинов А.Х. Исследование влияния фокусного расстояния лазера на глубину проплава и динамику расплавленного металла с применением высокоскоростной видеокамеры. Сварка и диагностика №12, 2017. С. 32-36). Что может быть использовано в качестве экспериментальной основы для системы контроля плавления металла и присадочной проволоки непосредственно в процессе наплавки или сварки. Лазерная сварка характеризуется глубоким «кинжальным» проплавлением и большим соотношением глубины к ширине за счет высокой концентрации энергии в области воздействия на обрабатываемый металл. В некоторых случаях возникает необходимость увеличения ширины сварочной ванны, чего можно добиться применением расфокусировки лазерного луча или поперечных колебаний луча, обеспечиваемых механическими колебаниями оптической зеркальной системы (см. Курынцев С.В. Сварка низколегированных сталей волоконным лазером с применением режима сканирования лучом. Металловедение и термическая обработка металлов. №12, 2015. С. 58-62, Курынцев С.В., Шиганов И.Н. Сварка аустенитной стали с медью расфокусированным излучением волоконного лазера. Сварочное производство. №4, 2017, С. 7-11). При применении поперечных колебаний лазерным лучом сфокусированным в точку диаметром 200 мкм, с частотой 10-100 Гц, можно расплавить металл в области шириной 1-2 миллиметра, что будет зависеть от амплитуды колебаний, обеспечиваемых механической системы колебаний луча. При этом будет обеспечена максимальная эффективность сконцентрированной энергии лазерного луча для плавления металла.
Известен способ устранения дефектов, преимущественно трещин, в толстостенных стальных деталях (патент №2368481, МПК В23Р 6/04 (2006.01), опубл. 27.09.2009) с помощью дуговой наплавки, наиболее близкий к заявляемому изобретению и принятый за прототип, включающий выборку дефекта, разделку дефектного места, нагрев конструкции и аргонодуговую заварку разделки, при этом перед заваркой разделки выполняют облицовку поверхности конструкции, примыкающей к разделке дефекта, и облицовку разделки путем наплавки слоя пластичного материала толщиной до 1 мм, близкого по химическому составу металлу конструкции, при силе тока до 80 А и скорости наплавки 3-4 м/ч, причем при устранении дефекта с размером менее 20 мм заварку разделки осуществляют сварочной проволокой из пластичного гомогенного хромоникелевого сплава на том же режиме, что и при облицовке разделки, а при устранении дефекта с размером более 20 мм - сварочной проволокой из сплава, близкого по прочности к металлу конструкции.
Однако, в данном способе при наплавке используется электрическая дуга, предварительный подогрев до 150-200°С с последующей выдержкой 30-40 минут. Как было отмечено ранее, тепловложение при использовании электрической дуги в 5-8 раз больше, чем при использовании лазерного луча, что приводит к значительному перегреву металла восстанавливаемого изделия, увеличению зоны термического влияния, появлению остаточных напряжений в восстанавливаемом изделии, крупнокапельному разбрызгиванию расплавленного присадочного материала. Указанные недостатки приводят к невозможности применения данного способа для ремонта как малоразмерных дефектов по причине недоступности горелки сварочного аппарата, так и для крупноразмерных по причине значительного перегрева металла изделия, что приводит к существенным изменениям микроструктурного и фазового состава металла изделия, негативно влияющим на дальнейшие эксплуатационные свойства трубопровода. Также при электродуговой сварке и наплавке за счет разбрызгивания, потери металла присадочного материала составляют 25-50% от используемого. Около 10-25% расходуется на разбрызгивание за счет высокого уровня тепловложения и 15-25% расходуется на огарок (неиспользованную часть электрода или присадочной проволоки). Контроль выполненной заварки дефекта или наплавки одного валика (наплавочного прохода) в данном способе может быть выполнен только по окончании наплавки и охлаждении металла, что также является существенным недостатком.
Известно устройство для ремонта трубопровода (патент №159244, МПК В23Р 6/00 (2006.01), опубл. 10.02.2016) наиболее близкое к заявляемому изобретению и принятое за прототип, содержащее корпус, каретку с механизмом ее продольного перемещения и сварочную горелку, отличающееся тем, что оно снабжено фрезерной головкой с механизмами поперечного и вертикального ее перемещения, механизмами поперечного и вертикального перемещения сварочной горелки, газовыми горелками и датчиками температуры поверхности трубы, при этом сварочная горелка и фрезерная головки с механизмами поперечного и вертикального их перемещения расположены на каретке, а газовые горелки и упомянутые датчики температуры размещены на корпусе.
Однако, в данном устройстве используется электродуговая горелка в качестве источника энергии для заварки, контроль процесса заварки осуществляется только посредством датчиков температуры, позиционирование сварочной головки осуществляется автоматически. Указанные недостатки приводят к следующим нежелательным воздействиям на металл трубопровода. Использование электродуговой горелки приводит к перегреву металла восстанавливаемого трубопровода, что существенно влияет на фазовый и микроструктурный состав наплавляемого металла и зоны термического влияния, появление послесварочных остаточных напряжений. В процессе наплавки осуществляется контроль только температуры подогрева поверхности трубы, что не позволяет контролировать, непосредственно, процесс наплавки и заварки дефекта. Позиционирование и перемещение сварочной головки, осуществляемое автоматически, в случае ремонта единичных неодинаковых дефектов, также является недостатком, так как при изменении формы дефекта и соответственно разделки под заварку будет возникать необходимость перепрограммирования автоматического перемещения каретки. Тогда как в предлагаемом изобретении, сварщик-оператор ведет корпус с установкой по траектории разделанного дефекта, возможно, имеющей криволинейную траекторию, при этом контролируя и управляя процессом в реальном времени, в случае необходимости увеличивая или уменьшая скорость перемещения и скорость подачи присадочной проволоки.
Техническая проблема, на решение которой направлено предлагаемое изобретение, заключается в создании экологичного и энерго эффективного способа ремонта трубопроводов в полевых условиях.
Технический результат, на достижение которого направлено предлагаемое изобретение заключается в обеспечении минимального тепловложения при ремонте трубопроводов посредством заварки разделки, обеспечении высокого коэффициента используемого материала, экологичности процесса, возможности в реальном времени визуально контролировать процесс заварки, в минимизации остаточных напряжений, в минимизации разделки дефекта под заварку, полном устранении дефекта, заваренного присадочным материалом, обеспечивающим равнопрочное соединение с основным металлом трубопровода.
Технический результат достигается тем, что в способе ремонта металлических трубопроводов в полевых условиях, включающем выборку дефекта, разделку дефектного места, заварку плавлением разделки проволокой из сплава, близкого по химическому составу к металлу трубопровода, новым является то, что при заварке в виде источника энергии для плавления используют лазерный луч, расплавляют присадочную проволоку в конвективном режиме без образования парогазового канала, при мощности лазерного излучения не более 1500 Вт, скорости перемещения лазерного луча 1-25 мм/сек, амплитуде поперечных колебаний луча (2-5 мм) частоте колебаний 5-100 Гц, при этом в область ремонта лазерный луч, присадочную проволоку, защитный газ подают одновременно.
В процессе заварки для визуального контроля используют полосовой интерференционный светофильтр.
Используют присадочную проволоку диаметром 0.6-1.2 мм.
Выполняют ремонт дефектов труб, залегающих на глубине не более 10 мм с наружной поверхности трубопровода.
Технический результат достигается тем, что в установке для осуществления способа, включающей корпус, источник энергии, новым является то, что корпус выполнен в виде короба без днища, оснащен наружной рукоятью, внутри корпуса встроены система транспортировки лазерного луча, механическая система, обеспечивающая колебания лазерного луча, система подачи защитного газа и присадочной проволоки с керамическим соплом, система отвода продуктов испарения расплавленного металла и отработанного защитного газа, технологическое окно, видеокамера с полосовым интерференционным светофильтром, защитное стекло для оптической системы лазера.
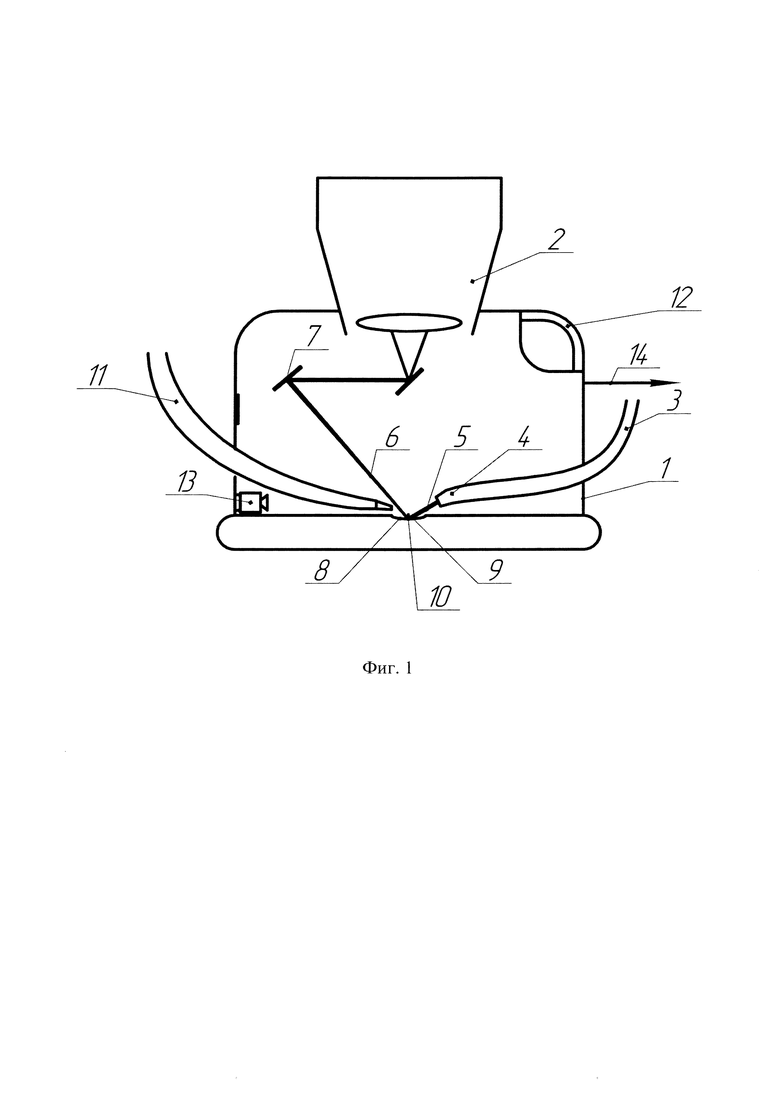
На фигуре 1 представлено схематичное изображение продольного сечения устройства для лазерной заварки дефектов
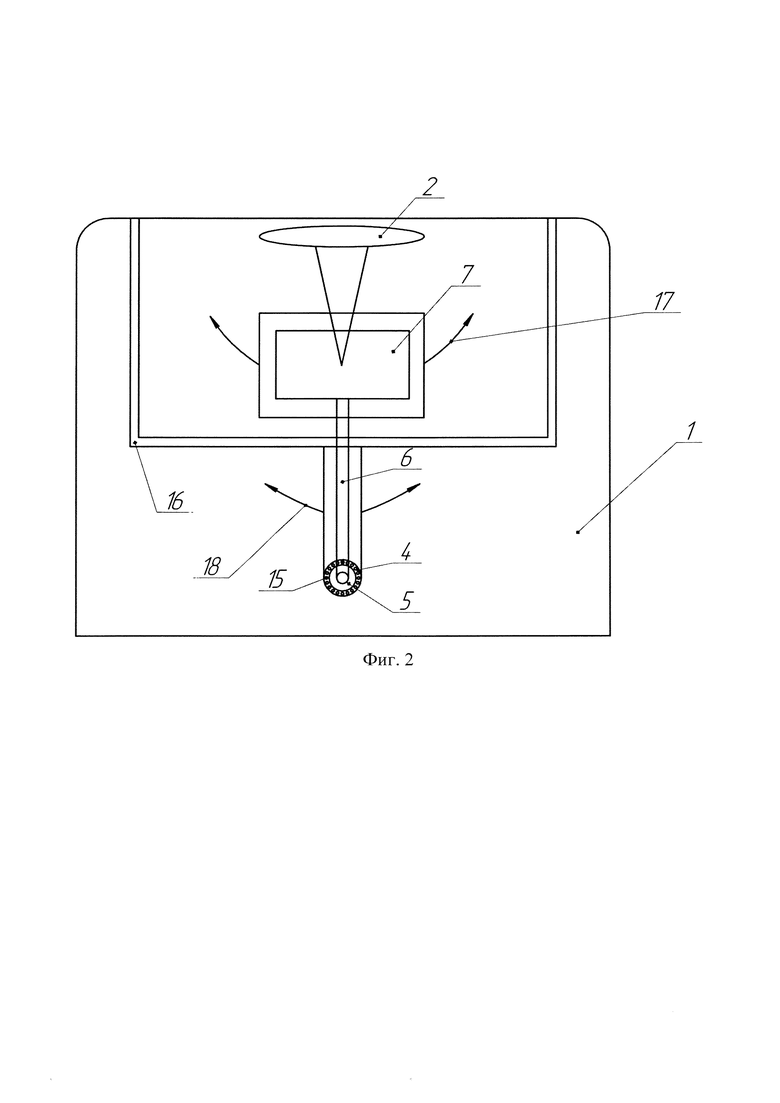
На фигуре 2 представлено схематичное изображение поперечного сечения устройства для лазерной заварки дефектов
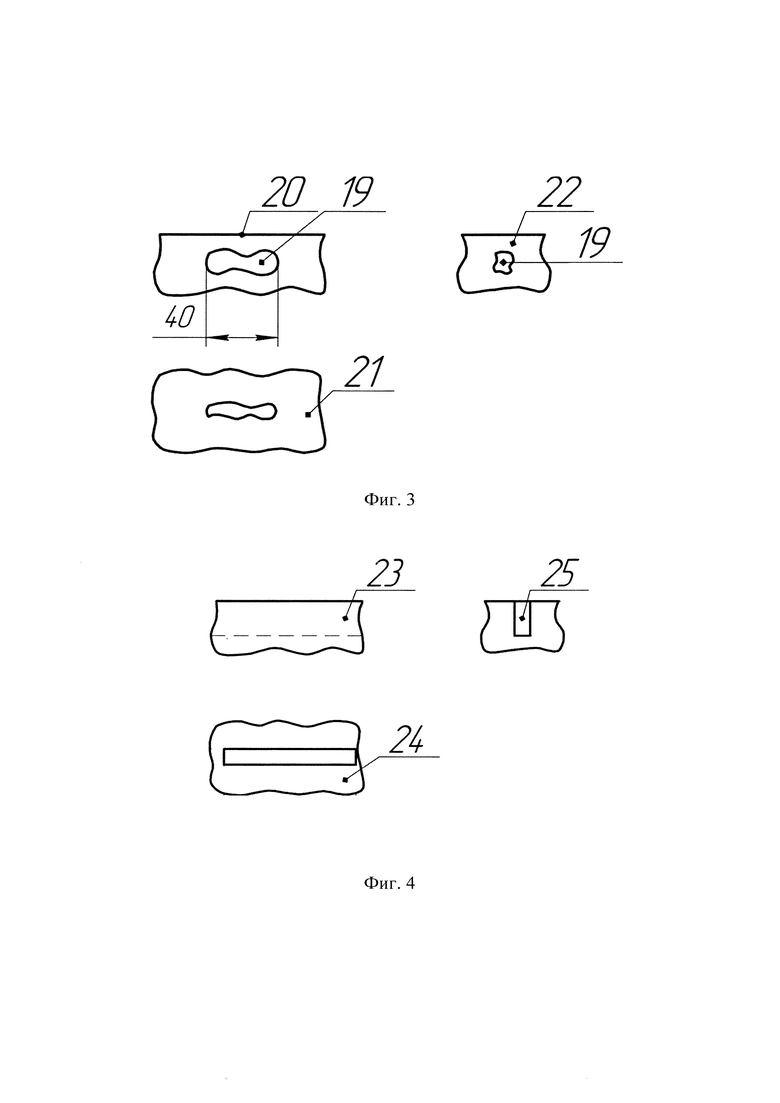
На фигуре 3 представлены продольное, поперечное сечение участка трубы с дефектом и сечение трубы с дефектом вид сверху
На фигуре 4 представлены продольное, поперечное сечение участка трубы с разделкой под заварку и сечение трубы с разделкой под заварку вид сверху
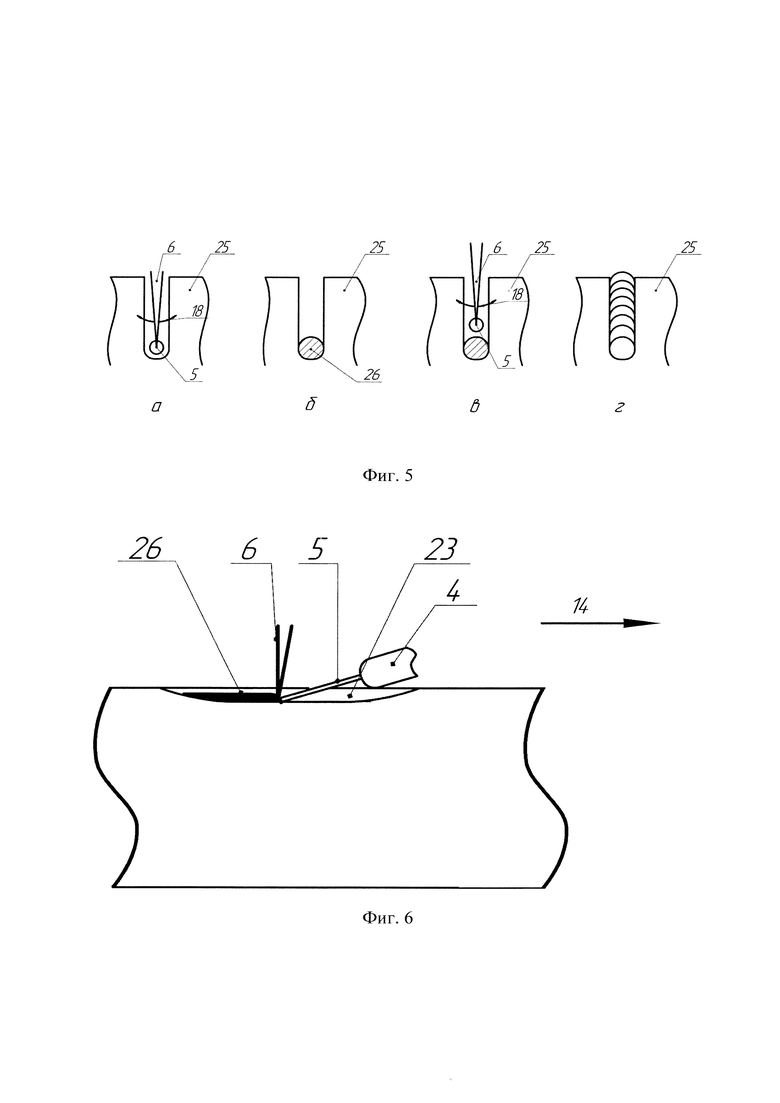
На фигуре 5 представлено: а - поперечное сечение разделки трубы перед первым проходом заварки, б - поперечное сечение разделки трубы после первого прохода заварки, в - поперечное сечение разделки трубы перед вторым проходом заварки, г - поперечное сечение разделки трубы после n-ного прохода заварки.
На фигуре 6 представлено продольное сечение разделки в процессе наплавки первого прохода заварки.
Позиции на фигурах:
1 - корпус установки
2 - система транспортировки и фокусировки лазерного луча
3 - система подачи присадочной проволоки и защитного газа
4 - сопло для подачи присадочной проволоки и защитного газа
5 - присадочная проволока
6 - лазерный луч
7 - механическая система зеркал, обеспечивающая поперечные колебания лазерного луча
8 - участок разделки дефекта
9 - конец вылета присадочной проволоки
10 - точка, в которую направлены лазерный луч и конец вылета присадочной проволоки
11 - система отвода продуктов испарения расплавленного металла и отработанного защитного газа
12 - рукоять устройства
13 - видео камера
14 - направление сварки
15 - каналы для подачи защитного газа
16 - защитное стекло для оптической системы лазера
17 - направления колебаний зеркала
18 - направления колебаний луча
19 - дефект
20 - фрагмент продольного сечения трубы с дефектом
21 - фрагмент сечения трубы с дефектом, вид сверху
22 - фрагмент поперечного сечения трубы с дефектом
23 - продольное сечение разделки дефекта
24 - фрагмент трубы с разделкой дефекта вид сверху
25 - поперечное сечение разделки дефекта
26 - наплавленный первым проходом слой металла (ремонтный валик) Сущность способа заключается в следующем.
В способе ремонта таких дефектов как, поры, свищи, неметаллические включения, усталостные трещины, несплавления, подрезы с применением лазерной системы, манипулируемой посредством мускульной силы оператора-сварщика производят разделку дефекта механическим способом, обеспечивая минимальные размеры разделки (2×2×5 мм). Устанавливают корпус 1 установки над местом разделанного дефекта 8, направляют конец 9 вылета присадочной проволоки 5 в точку 10 продольного края разделки, включают систему подачи защитного газа, через 5-10 секунд включают систему подачи присадочного материала 3 и лазерное излучение. Наблюдая за процессом плавления присадочного материала 5 в разделке и за наплавкой ремонтного валика 26 сварщик-оператор посредством мускульной силы ведет корпус установки 1 вдоль прямолинейной или криволинейной разделки по ее траектории от одного продольного края до противоположного. При этом сварщик-оператор имеет возможность непосредственно наблюдать за процессом плавления присадочного материала лазерным лучом, контролировать его и управлять им в реальном времени, наблюдение осуществляется, либо через защитное стекло, встроенное в корпус установки, оснащенное полосовым интерференционным светофильтром, либо через видео камеру 13, транслирующую изображение процесса наплавки на экран монитора. После наплавки первым проходом слоя металла 26 (фигура 5), качество наплавленного металла визуально контролируется на предмет не расплавления присадочной проволоки, при необходимости выполняется второй проход по аналогичной технологии и следующие проходы наплавки до достижения необходимого количества наплавленного металла, обеспечивающего полное устранение дефекта.
Установка состоит из корпуса 1, системы транспортировки и фокусировки лазерного излучения 2, механической системы 7, обеспечивающей колебание лазерного луча, системы подачи присадочной проволоки и защитного газа 3 с керамическим соплом 4, системы отвода продуктов испарения расплавленного металла и отработанного защитного газа 11, защитного стекла 16, встроенного в корпус установки для наблюдения за плавлением металла лазерным лучом, видеокамеры 13 с полосовым интерференционным светофильтром, защитного стекла 16 для оптической системы транспортировки и фокусировки лазерного луча. Видеокамера, встроенная в установку предназначена для трансляции изображения процесса заварки и плавления присадочной проволоки с возможностью записи процесса для дальнейшего подтверждения качества выполненных сварщиком-оператором работ.
Наиболее рациональным и благоприятным способом подачи присадочной проволоки при лазерной сварке и наплавке является способ, когда проволока подается по схеме, представленной на фигуре 6. Направление подачи проволоки противоположно направлению наплавки (см. Шиганов И.Н., Холопов А.А., Трушников А.В., Иода Е.Н., Пантелеев М.Д., Скупов А.А. Лазерная сварка высокопрочных алюминий-литиевых сплавов с присадочной проволокой. Сварочное производство. №6, 2016. С. 44-50) что обеспечивает стабильное плавление проволоки исключая нерасплавления и стабильное, равномерное расплавление и течение жидкого металла в полости разделки. Однако, вводимая погонная энергия не должна превышать уровень, который приведет к образованию парогазового канала (см. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки. М.: издательство МГТУ им. Н.Э. Баумана, 2006, - 664 с., Курынцев С.В., Шиганов И.Н., Морушкин А.Е., Гильмутдинов А.Х. Лазерная сварка листовых элементов конструкций с деталями, полученными аддитивной технологией выращивания. Сварочное производство. №1, 2018. С. 10-14), а должна быть достаточной для плавления присадочной проволоки лазерным лучом в режиме кондукции. Плавление проволоки в режиме кондукции обеспечит минимальный уровень тепловложения в основной материал трубопровода и минимизацию плавления основного металла, что в свою очередь гарантирует минимизацию остаточных напряжений при многопроходной заварке дефекта. Использование режима кондукции или режима с образованием парогазового канала для плавления металла присадочного и основного материала трубопровода зависит от погонной энергии наплавки и для каждого материала и диаметра присадочной проволоки является индивидуальной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ УСТОЙЧИВОСТЬЮ СВАРОЧНОЙ ВАННЫ | 2020 |
|
RU2763068C2 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки | 2017 |
|
RU2639182C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
Изобретение относится к области транспортировки газа и нефтепродуктов, а в частности к ремонту газо- и нефтепроводов в полевых условиях методом лазерной заварки. При заварке дефектного места в виде источника энергии для плавления используют лазерный луч, расплавляют присадочную проволоку в конвективном режиме без образования парогазового канала при мощности лазерного излучения не более 1500 Вт, скорости перемещения лазерного луча 1-25 мм/с, амплитуде поперечных колебаний луча 2-5 мм и частоте колебаний 5-100 Гц, при этом в область разделки дефекта подают одновременно лазерный луч, присадочную проволоку и защитный газ. Установка состоит из корпуса, в который встроены оптическая система транспортировки и фокусировки лазерного излучения, механическая система, обеспечивающая колебание лазерного луча, система подачи присадочной проволоки и защитного газа с керамическим соплом, система отвода продуктов испарения расплавленного металла и отработанного защитного газа, защитное стекло для наблюдения за плавлением металла лазерным лучом, видеокамера с полосовым интерференционным светофильтром, защитное стекло для оптической системы транспортировки и фокусировки лазерного луча. Изобретение обеспечивает минимальное тепловложение при ремонте металлических трубопроводов посредством заварки разделки, высокий коэффициент используемого материала, экологичность процесса, возможность в реальном времени визуально контролировать процесс. 2 н. и 3 з.п. ф-лы, 6 ил.
1. Способ ремонта металлических трубопроводов в полевых условиях, включающий выборку дефекта, разделку дефектного места, заварку плавлением разделки присадочной проволокой из сплава, близкого по химическому составу к металлу трубопровода, отличающийся тем, что при заварке в виде источника энергии для плавления используют лазерный луч, расплавляют присадочную проволоку в конвективном режиме без образования парогазового канала при мощности лазерного излучения не более 1500 Вт, скорости перемещения лазерного луча 1-25 мм/с, амплитуде поперечных колебаний луча 2-5 мм и частоте колебаний 5-100 Гц, при этом в область разделки дефекта подают одновременно лазерный луч, присадочную проволоку и защитный газ.
2. Способ по п.1, отличающийся тем, что в процессе заварки для визуального контроля используют полосовой интерференционный светофильтр.
3. Способ по п.1, отличающийся тем, что используют присадочную проволоку диаметром 0,6-1,2 мм.
4. Способ по п.1, отличающийся тем, что выполняют ремонт дефектов труб, залегающих на глубине не более 10 мм, с наружной поверхности трубопровода.
5. Установка для ремонта металлических трубопроводов в полевых условиях, включающая корпус с источником энергии, отличающаяся тем, что в качестве источника энергии используют оптическую систему транспортировки и фокусировки лазерного луча, корпус выполнен в виде короба без днища с наружной рукоятью, внутри которого встроены упомянутая оптическая система транспортировки и фокусировки лазерного луча, механическая система, обеспечивающая колебания лазерного луча, система подачи защитного газа и присадочной проволоки с керамическим соплом, система отвода продуктов испарения расплавленного металла и отработанного защитного газа, технологическое окно, видеокамера с полосовым интерференционным светофильтром, защитное стекло для упомянутой оптической системы транспортировки и фокусировки лазерного луча.
| 0 |
|
SU159244A1 | |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ, ПРЕИМУЩЕСТВЕННО ТРЕЩИН, В ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ДЕТАЛЯХ | 2006 |
|
RU2368481C2 |
| ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ НАДЕЖНОСТИ ТРУБОПРОВОДОВ | 1998 |
|
RU2246068C2 |
| РУЧНАЯ ПИТАЕМАЯ ПОРОШКОМ ГОРЕЛКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ПЛАВЛЕНИЕМ | 2003 |
|
RU2317183C2 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| US 4564736 A1, 14.01.1986 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

