Изобретение относится к области обработки кромок, плит или панелей из вспененных материалов, например пенополистирола, в том числе фасонных кромок.
Известны станки Смирнова С. В. для рельефной резки пенополистирола СРП-3200 «Стандарт», СРП-3210 «Мини», СРП-3220 «Макси» (Интернет сайт http://srp-3200/narod/ru/products.htm), в которых режущим инструментом является нагретая электрическим током натянутая струна. Обработка фигурных поверхностей достигается за счет перемещения нагретой струны в двух или трех координатах по компьютерной программе. Максимальная длина нагретой струны и соответственно максимальная длина обрабатываемой детали составляет 2200 мм. Недостаток станка заключается в том, что компьютерное обеспечение станка является весьма дорогостоящим оборудованием. Кроме того, натянутая и нагретая струна длиной в 2200 мм не позволяет получать прямолинейные поверхности на такой длине вследствие того, что длинная струна в процессе обработки прогибается от усилий резания. Существенным недостатком является и то, что в случае попадания в пенополистирол каких-либо включений струны рвутся. Следует отметить, что такие станки не могут быть установлены в линию по непрерывному получению, например, плит «бесконечной» длины.
Наиболее близким по технической сущности к заявляемому станку является китайский фрезерный станок для обработки кромок плит из пенополистирола «Extrusion molding polystyrol plastic foam plate multi-station milling machine», патент № CN 101077538 от 2007.06.20, класс В23С 3/24; В23С 3/00, публикация 2007.11.28.
Станок имеет Г-образную в плане станину, на которой размещены два взаимно-перпендикулярных устройства, подающих на обработку плиты. С каждой стороны каждого подающего устройства расположено по одной фрезерной головке. Фрезерные головки с одной стороны производят обработку кромки в виде гребня, а фрезерные головки с другой стороны позволяют получать паз, соответствующий гребню. На станке производят обработку предпочтительно квадратных плит. Плита подается первым подающим устройством до упора. Во время подачи первые фрезерные головки производят обработку кромок двух противоположных сторон плиты и получение на них паза и гребня. По окончании обработки плита доходит до упора и включается второй механизм подачи плиты в перпендикулярном направлении, при котором вторые фрезерные головки производят обработку кромок, перпендикулярных уже обработанным. Таким образом, на станке производится обработка кромок со всех четырех сторон плиты.
К недостаткам станка следует отнести его Г-образную форму, которая увеличивает габариты станка и требует дополнительную производственную площадь при его монтаже. Кроме того, для получения гребня и паза в легкообрабатываемом материале на станке установлено 8 фрезерных головок. Следует отметить и то, что станок не позволяет производить плиты любой длины, поскольку их длина ограничена шириной второй части станка, расположенной под углом 90°, и куда плита подается в поперечном направлении.
Задачей изобретения является создание малогабаритного станка для обработки с четырех сторон кромок плиты из вспененного материала любой длины плиты и сокращение количества фрезерных головок.
Фрезерный станок для обработки кромок плиты из вспененного материала включает станину, механизм подачи плиты, по меньшей мере, две фрезерные головки, при этом согласно изобретению каждая фрезерная головка выполнена с возможностью обработки продольной и поперечной кромок плиты.
В качестве вспененного материала плиты используют пенополистирол.
При обработке продольных кромок плиты обе фрезерные головки расположены неподвижно, а при обработке поперечных кромок плиты обе фрезерные головки имеют возможность поочередного перемещения в поперечном направлении относительно подачи плиты.
Одна фрезерная головка предназначена для обработки передней поперечной кромки плиты, а вторая фрезерная головка - для обработки задней поперечной кромки плиты, при этом обе фрезерные головки снабжены общими направляющими для их перемещения.
В целях уменьшения длины станка фрезы максимально приближены друг к другу, но таким образом, что расстояние между центрами фрезерных шпинделей превышает диаметр наибольшей фрезы во избежание их соприкосновения. При этом каретки фрезерных головок с целью максимального сближения шпинделей выполнены Г-образной формы.
Фрезы фрезерных головок могут быть выполнены как для обработки плоских поверхностей, так и для обработки фасонных поверхностей, например для образования гребня и паза на разных сторонах плиты.
Станок снабжен электроприводом или гидроприводом для перемещения фрезерных головок в поперечном направлении.
Станок снабжен механизмом подачи плиты, выполненным в виде приводных роликов, и подпружиненными роликами для прижима плиты при обработке кромок.
Станок снабжен датчиками для останова движения плиты в положении обработки его поперечных кромок.
Сущность изобретения поясняется чертежами, на которых изображено:
Фиг.1 - схематический вид станка в плане.
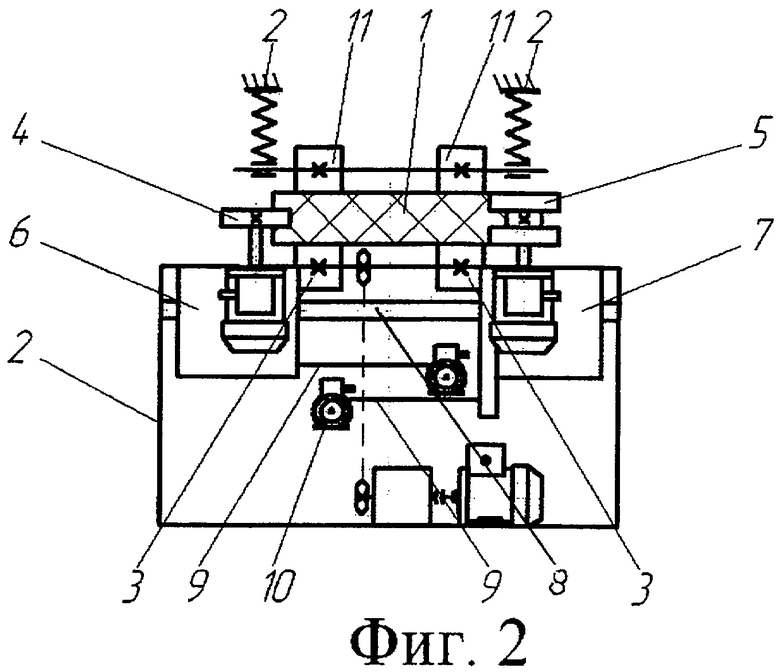
Фиг.2 - сечение А-А с фиг.1.
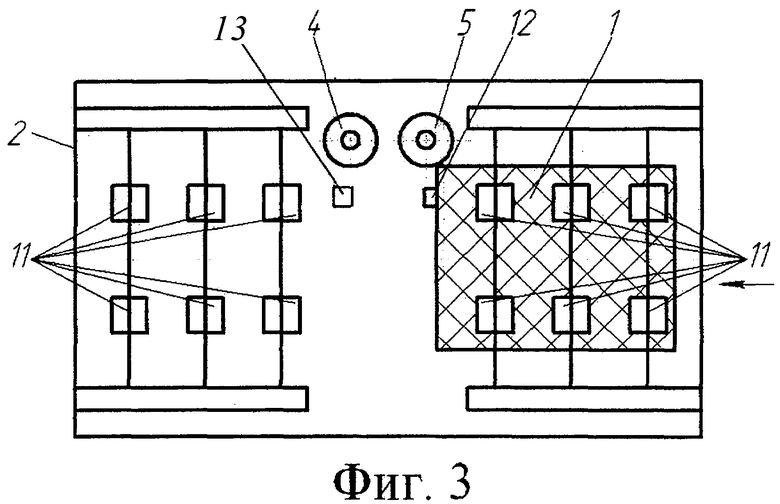
Фиг.3 - схема станка с исходным положением фрезерных головок по одну сторону плиты.
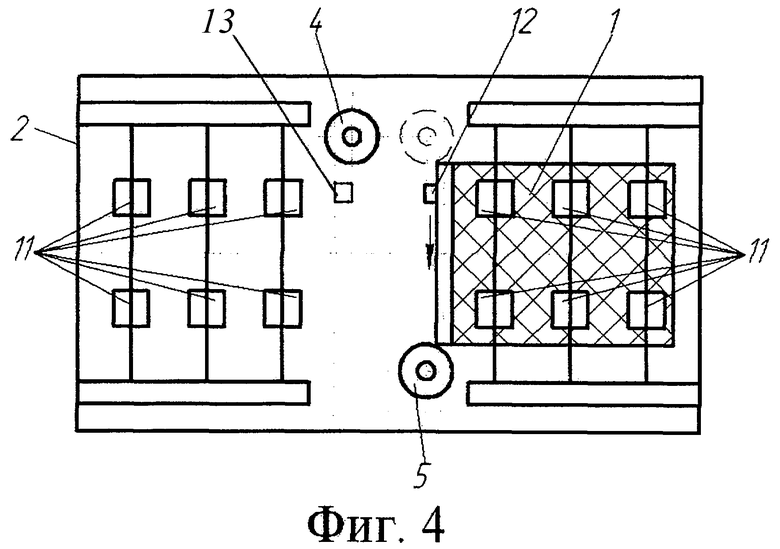
Фиг.4 - схема станка с положением первой фрезерной головки после обработки первой поперечной кромки плиты.
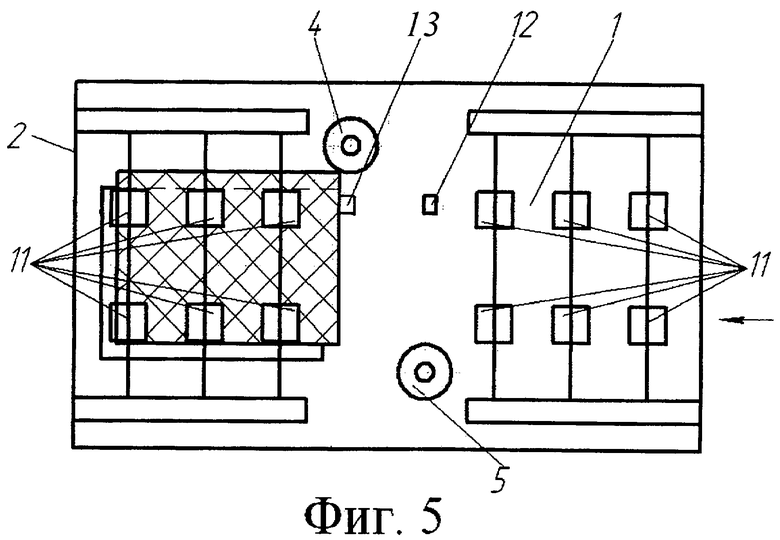
Фиг.5 - схема станка с положением фрезерных головок по разные стороны плиты после обработки продольных кромок плиты.
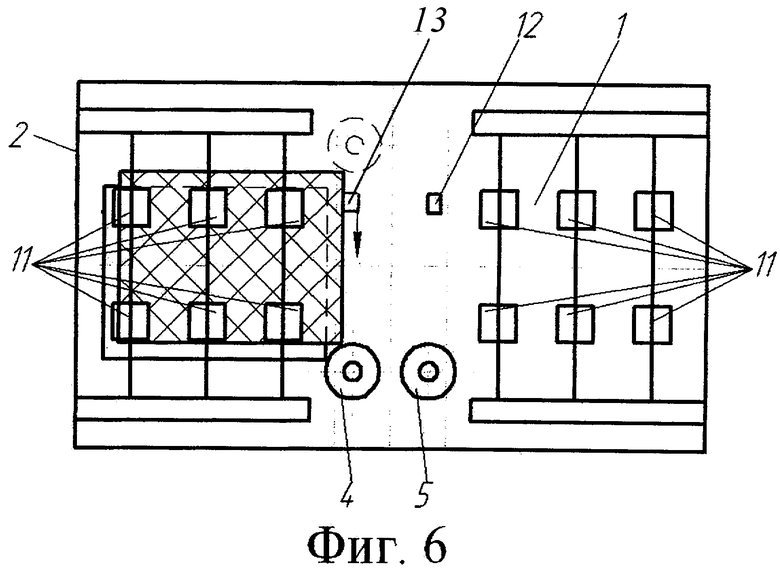
Фиг.6 - схема станка с положением второй фрезерной головки после обработки второй поперечной кромки плиты.
Фрезерный станок для обработки кромок плиты 1 (фиг.1) из вспененного материала, например пенополистирола, включает станину 2, на которой размещен механизм подачи плиты в виде приводных роликов 3, по меньшей мере, две фрезерные головки 4 и 5 с обрабатывающими фрезами. Каждая фрезерная головка размещена на каретке 6 и 7. Каретки 6 и 7 в плане имеют Г-образную форму, которая обеспечивает уменьшение их габаритов и ширины станка, а также позволяет использовать для поперечного перемещения головок одни общие для них направляющие 8.
В целях уменьшения габаритов станка фрезы максимально приближены друг к другу, при этом расстояние между центрами фрезерных шпинделей превышает диаметр наибольшей фрезы любой фрезерной головки 4 или 5.
Фрезы фрезерных головок 5 и 6 могут иметь любую конфигурацию, например, для образования плоской кромки или гребня и паза на разных сторонах плиты.
Перемещение фрезерных головок 4 и 5 в поперечном направлении может быть осуществлено любым известным способом, например тросовой или цепной передачей 9 с использованием электропривода или гидропривода 10 (фиг.2).
В неподвижном положении фрезерные головки 4 и 5 осуществляют обработку продольных кромок плиты 1. При поперечном движении фрезерных головок относительно направления подачи плиты они осуществляют обработку поперечных кромок плиты 1, при этом одна головка 5 осуществляет обработку передней поперечной кромки плиты, а вторая головка 4 осуществляет обработку задней поперечной кромки плиты 1.
Прижим плиты 1 при обработке кромок осуществляется подпружиненными роликами 11.
Для останова движения плиты 1 в положении обработки ее поперечных кромок станок снабжен датчиками 12 для первого останова и 13 для второго останова плиты. Датчики могут быть выполнены в виде конечных выключателей или использованы для этого иные датчики, как, например, оптические или пневматические.
Станок работает следующим образом.
Подлежащая обработке плита 1 подается по рольгангу или подающему транспортеру (не показано) в станок. Направление подачи плиты 1, а также движение фрезерных головок 4 и 5 обозначено на изображениях стрелками. Подающие ролики 3 продвигают ее до позиции обработки передней кромки плиты, в которой ее останавливает сигнал с первого датчика 12 (фиг.3). После останова плиты 1 включается подача фрезерной головки 5, которая, перемещаясь, производит обработку первой передней поперечной кромки плиты 1 (фиг.4). Затем плита 1 продвигается во вторую позицию, в которой ее останавливает второй датчик 13 (фиг.5), при этом во время продвижения плиты производится обработка ее продольных кромок. Вторая фрезерная головка 4, перемещаясь в поперечном направлении, производит обработку задней поперечной кромки плиты 1 (фиг.6). Затем подающими роликами 3 плита продвигается на приемный транспортер (не показано).
Таким образом, обе фрезерные головки 4 и 5 оказываются с левой стороны станка по отношению направления подачи плиты 1. Затем обе фрезерные головки автоматически перемещаются на другую сторону станка в исходное положение, и станок готов к повторению очередного цикла работы.
Достигнутый технический результат заключается в том, что станок для обработки с четырех сторон кромок плиты из вспененного материала позволяет обрабатывать плиты любой длины, так как для этого необходимо только настроить датчиком 13 положение останова плиты необходимой длины. Кроме того, по сравнению с прототипом количество фрезерных головок сокращено с восьми до двух. Сокращение фрезерных головок и поперечное их перемещение позволило значительно уменьшить размеры станка, который вполне можно считать малогабаритным.
Станок может найти широкое применение в малом и среднем бизнесе.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРОМКОФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 2023 |
|
RU2819729C1 |
| Самоходный фрезерный станок | 1977 |
|
SU745603A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ИНСТРУМЕНТ ДЛЯ БЕЗОПИЛОВОЧНОЙ РЕЗКИ И ПОЛУЧЕНИЯ ФИГУРНОЙ ПОВЕРХНОСТИ ВО ВСПЕНЕННОМ МАТЕРИАЛЕ | 2005 |
|
RU2289503C2 |
| МНОГОСТОРОННИЙ СТРОГАЛЬНЫЙ СТАНОК | 1993 |
|
RU2041801C1 |
| Продольно-фрезерный деревообрабатывающий станок | 1990 |
|
SU1794011A3 |
| СПОСОБ РЕЗКИ НЕПРЕРЫВНОГО МЕТАЛЛОКАШИРОВАННОГО ЛАМИНАТНОГО ПОЛОТНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
RU2035271C1 |
| Станок для снятия фасок на фасонных концах деревянных заготовок | 1987 |
|
SU1470502A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ГОРБЫЛЯ И СТАНОК ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2006 |
|
RU2313446C2 |
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
Станок включает станину, механизм подачи плиты и, по меньшей мере, две фрезерные головки. Для уменьшения габаритов и числа фрезерных головок при обработке плиты с четырех сторон каждая фрезерная головка выполнена с возможностью обработки продольной и поперечной кромок плиты. 12 з.п. ф-лы, 6 ил.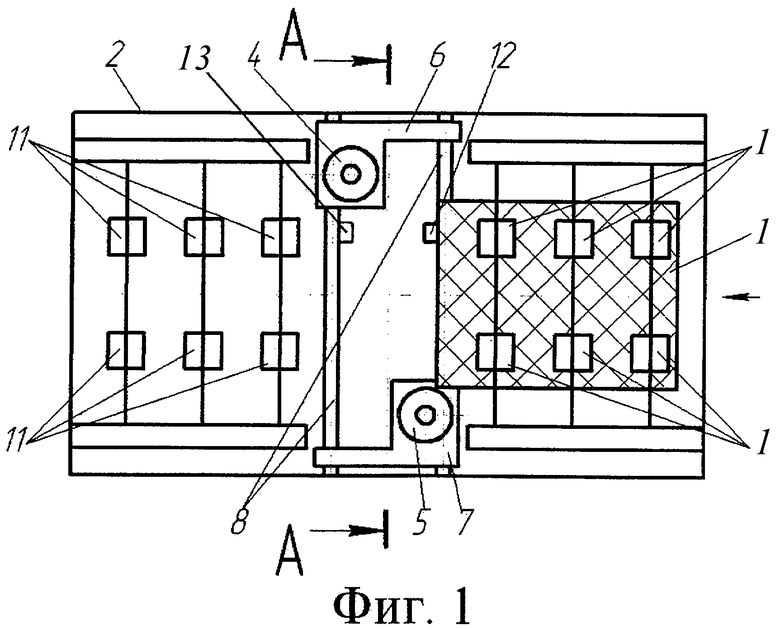
1. Фрезерный станок для обработки кромок плиты из вспененного материала, включающий станину, механизм подачи плиты и по меньшей мере две фрезерные головки, отличающийся тем, что каждая фрезерная головка выполнена с возможностью обработки продольной и поперечной кромок плиты.
2. Станок по п.1, отличающийся тем, что он предназначен для обработки плит из пенополистирола.
3. Станок по п.1, отличающийся тем, что при обработке продольных кромок плиты обе фрезерные головки расположены неподвижно.
4. Станок по п.1, отличающийся тем, что при обработке поперечных кромок плиты обе фрезерные головки имеют возможность поочередного перемещения в поперечном направлении относительно подачи плиты.
5. Станок по п.1, отличающийся тем, что одна фрезерная головка предназначена для обработки передней поперечной кромки плиты, а вторая фрезерная головка - для обработки задней поперечной кромки плиты.
6. Станок по п.1, отличающийся тем, что он снабжен общими направляющими для перемещения обеих фрезерные головки.
7. Станок по п.1, отличающийся тем, что фрезы головок максимально приближены друг к другу, при этом расстояние между центрами фрезерных шпинделей превышает диаметр наибольшей фрезы любой фрезерной головки.
8. Станок по п.6, отличающийся тем, что каретки фрезерных головок имеют в плане Г-образную форму.
9. Станок по п.1, отличающийся тем, что фрезы фрезерных головок выполнены фасонными, например, для образования гребня и паза на разных сторонах плиты.
10. Станок по п.1, отличающийся тем, что он снабжен электроприводом или гидроприводом для перемещения фрезерных головок в поперечном направлении.
11. Станок по п.1, отличающийся тем, что механизм подачи плиты выполнен в виде приводных роликов.
12. Станок по п.1, отличающийся тем, что он снабжен датчиками останова движения плиты в положении обработки ее поперечных кромок.
13. Станок по п.1, отличающийся тем, что он снабжен подпружиненными роликами для прижима плиты при обработке кромок.
| CN 101077538 А, 28.11.2007 | |||
| Станок для обрезки кромок панелей дисковыми фрезами | 1961 |
|
SU144698A1 |
| Устройство для зачистки длиномерных деталей | 1977 |
|
SU618211A1 |
| Агрегат для зачистки кромок | 1985 |
|
SU1379018A1 |
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ПРИПУСКА ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1992 |
|
RU2028934C1 |
| АРШИНОВ В.А | |||
| и др | |||
| Резание металлов и режущий инструмент | |||
| - М.: Машиностроение, 1975, с.286. | |||

