Изобретение относится к физике твердого тела, акустике, механике и может быть использовано для нанесения антикоррозионных покрытий на металлы, керамику, пластмассы и другие твердые материалы с использованием упругого миграционного эффекта и кавитации.
Известен способ нанесения антикоррозионных покрытий, при котором используют плазменное напыление, а также осаждение из газовой фазы или вакуумного испарения металлов на защищаемую поверхность металлов. (Кречмар Э. Напыление металлов, керамики и пластмасс. - М., 1968, с. 56). Известный способ трудоемок, нетехнологичен, не принимает во внимание структурные особенности материала изделия и не использует его резонансные свойства.
Известен способ нанесения антикоррозионных покрытий путем плазменного напыления, или осаждения газовой фазы, или вакуумного испарения металлов на защищаемую поверхность, причем перед нанесением покрытия возбуждают в металле ультразвуковые колебания, определяют частоту колебаний металла и осуществляют ультразвуковые воздействия одновременно с нанесением покрытия (патент РФ N 2026887, кл. С 23 С 4/00, 1995).
Известный способ не позволяет эффективно использовать упругий миграционный эффект и кавитацию для разрушения перегородок между порами, трещинами, дефектами в основном металле, что значительно снижает срок службы изделий.
Цель изобретения - устранить эти недостатки.
Поставленная цель достигается тем, что согласно способу производят местный нагрев от 40 до 80oС и ультразвуковые колебания вводят посредством акустического волноводного концентратора, изготовленного в виде металлического стержня полуволновой длины с сечением плавно меняющимся по экспоненте и имеющим коэффициент усиления 12-15, что дает возможность варьировать интенсивность ультразвуковых колебаний в пределах 0,5-0,7 от величины растягивающих напряжений основного металла и осуществлять в нем инициирование кавитирующих явлений, посредством которых разрушают перегородки между порами, трещинами, дефектами, что в свою очередь, способствует более полному заполнению наносимого антикоррозионного покрытия внутрь пор, трещин, дефектов, имеющихся в основном металле.
Частоту ультразвукового воздействия выбирают исходя из условий волнового подобия и кристаллического строения основного металла, так как для приведения в возбужденное состояние локального участка изделия необходимо выполнить условие
Л длина волны = Л размер кристалла металла
Нижний диапазон ультразвукового воздействия при условии, что размеры пор, трещин, дефектов основного металла превышают 3,0 мм, выбирают равным 0,6 мГц.
Направление распространения ультразвуковой волны совпадает с направлением простирания пор, дефектов, трещин в основном металле. Местный нагрев основного металла производят частями, чередуя полосу нагрева с ненагретой полосой, причем шаг между ними выбирают равным 30-40 см, чтобы вызвать температурные градиенты на пути распространения ультразвуковой волны, способствующие появлению кавитации в порах, трещинах и дефектах для более полного заполнения их защитным материалом.
На фиг. 1 приведена схема реализации способа, где 1 - изделие. 2 - ультразвуковой излучатель с волноводным акустическим концентратором, 3 - усилитель мощности, 4 - генератор импульсов, 5 - микропроцессор для управления процессом ультразвукового воздействия на изделие, 6 - устройство для нанесения антикоррозионных покрытий на поверхность изделия.
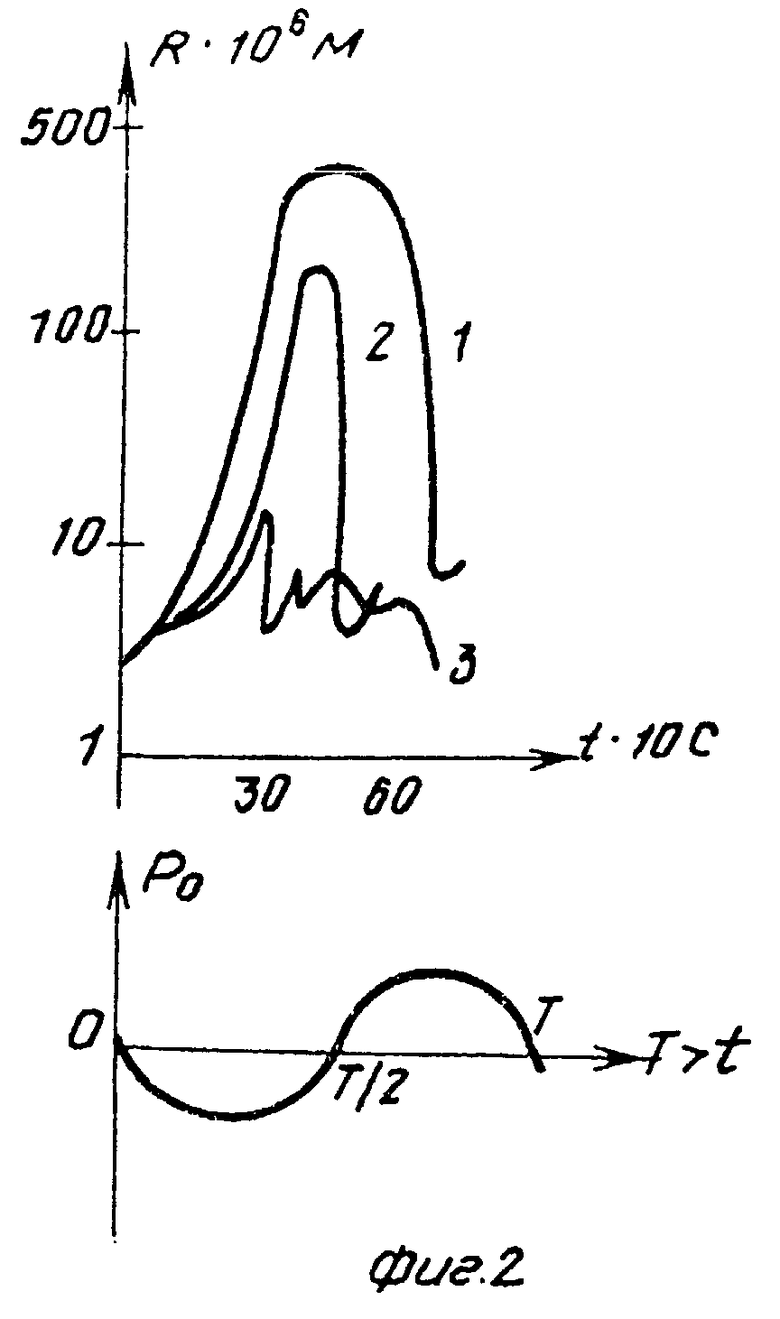
На фиг. 2 показано изменение радиуса кавитационного пузырька во времени при постоянном давлении Ро = 105 Па на частоте 500000 кГц, где 1 - Ро = 106 Па, 2 - Ро = 5х105 Па; 3 - Ро = 106 Па.
Способ осуществляют следующим образом. Посредством ультразвукового излучателя, изготовленного в виде волноводного акустического концентратора, дающего усиление амплитуды от 12 до 15, возбуждают в материале изделия 1 схемой из генератора 4, усилителя мощности 3, управляемых микропроцессором 5, ультразвуковые колебания в широком диапазоне частот от 0,6 до 50 мГц, исходя из условий волнового подобия и кристаллического строения материала изделия, так как для приведения локального участка материала изделия необходимо, чтобы длина волны была соизмерима с размерами неоднородностей, слагающих материал изделия.
При скорости продольных колебаний в материале изделия, равной 5000 м/с и размерах кристаллов слагающих материал в пределах 0,1-3,0 мм частоты ультразвукового воздействия будут следующими.
При длине волны 0,1 мм : (5000 м/с)/(0,0001 м) = 50 мГц
При длине волны 3,0 мм : (5000 м/с)/(0,003 м) = 1,5 мГц.
При условии, что размеры пор и трещин могут превышать 3,0 мм, нижний диапазон частоты ультразвукового воздействия выбирают не менее 1,5 мГц,, а 0,6 мГц.
Интенсивность ультразвуковых колебаний плавно поднимают от минимально возможного уровня до величины 0,5-0,7 от величины разрушающих напряжений материала на растяжение в совокупности с нанесением на поверхность защитных материалов в расплавленном или другом физическом состоянии - аннодирование, пассивирование и т. д. Если изделие, например обсадные трубы в скважине, работают в контакте с агрессивными средами (кислоты и другие вещества), то вначале изделие приводят в возбужденное состояние в диапазоне частот от 0,6 до 50 мГц, колебания осуществляют в течение времени, при котором деформации сжатия материала сменят деформации растяжения. После этого переходят на частоту ультразвукового воздействия, равную частоте собственных колебаний материала изделия, и ультразвуковые воздействия осуществляют в совокупности с нанесением защитного покрытия в течение времени, при котором концентрация газовых компонентов истекающих из пор, трещин, дефектов материала снизится до первоначального уровня (до нанесения защитного покрытия).
Для увеличения эффективности способа направление ультразвукового воздействия выбирают таким образом, чтобы оно совпадало с направлением простирания пор, дефектов, трещин, выявленных рентгенометрическим анализом. Для инициирования в основном металле кавитирующих явлений, способствующих разрушению перегородок между порами, трещинами, дефектами и способствующих более полному заполнению их защитными материалами, производят местный нагрев изделия с шагом 30-40 см до температуры 40-80oC. Температурные градиенты приводят в зоне разрежения ультразвуковой волны к появлению кавитирующих взрывов, что способствует резкому увеличению проницаемости защитных материалов в поры, трещины, дефекты и более прочному сцеплению защитных материалов с основным металлом. Во время процесса нанесения защитных покрытий измеряют температуру материала изделия и выбирают оптимальный режим нанесения покрытия с таким условием, чтобы избежать негативных явлений индуцирования в материале изделия остаточных напряжений для чего до, во время и после ультразвукового воздействия измеряют в материале изделия скорости распространения продольной и двух сдвиговых волн с взаимно ортогональной поляризацией и, зная плотность материала, упругие постоянные второго и третьего порядка (контакты Мурнагана а, в, с) определяют из соотношений нелинейной теории упругости начальные напряжения, действующие в материале изделия в процессе нанесения антикоррозионных покрытий, и исходя из напряженно-деформированного состояния материала выбирают оптимальный режим нанесения защитных покрытий и скорость его нанесения на поверхность изделия.
Таким образом, приведение локального участка материала изделия в возбужденное состояние посредством ультразвуковых воздействий в широком диапазоне частот способствует более полному заполнению пустот, дефектов и трещин защитным материалом, что в конечном итоге увеличивает срок службы изделия и снижает энергоемкость процесса на 30-40% по сравнению с имеющимися технологиями, поскольку вибрации, развиваемые с использованием волноводного акустического концентратора, позволяют защитному материалу проникнуть вглубь материала и более полно заполнить поры, трещины, дефекты, повысив при этом прочность материала на 10-20% и увеличив срок службы изделия в 3-5 раз.
Предлагаемым способом наносят защитные покрытия на любые твердые материалы, пористость которых находится в пределах 1,0% и выше. Причем чем выше пористость материала, тем эффективнее работает предложенный способ, в особенности в резонансном режиме.
Сущность способа состоит в том, что на пути распространения ультразвуковой волны возникают волны сжатия и растяжения, способствующие тому, что флюиды - расплав защитного материала, попадающий в поры, трещины, дефекты изделия, мигрируют на несколько порядков быстрее, чем в отсутствие упругой волны. В особенности этот эффект проявляется на частоте резонанса - частоте собственных колебаний материала изделия, что, в свою очередь, способствует перераспределению поля упругих напряжений на пути распространения ультразвуковой волны; дегазации локального участка материала изделия, то есть истечению газов из пор, дефектов, трещин под воздействием вибраций; проявлению кавитации, носящей вероятностный характер и проявляющейся при определенных начальных и граничных условиях, основными из которых являются:
- совпадение направления распространения ультразвуковой волны с направлением простирания пор и трещин в материале изделия;
- соизмеримость длины волны и размеров пор и трещин в материале;
- близость частоты ультразвуковых импульсов к частоте собственных колебаний флюидов - расплава защитного материала, попадающего в поры и трещины материала изделия;
- температурные градиенты на пути распространения ультразвуковой волны;
- наличие твердых включений в расплаве, наносимом защитном материале твердых частиц размерами 0,01-0,03 мм, что способствует зарождению кавитирующих явлений на пути распространения ультразвуковой волны, причем в зоне разрежения возникают гидроразрывы - мельчайшие пузырьки, заполненные паром и газом, и схлопывающиеся в зоне сжатия ультразвуковой волны.
Преимущества способа состоят в том, что возбуждение в материале изделия ультразвуковых колебаний с интенсивностью 0,5-0,7 от величины разрушающих напряжений позволяют: закачать в материал упругую энергию в выбранном диапазоне частот в режиме накопления и тем самым управлять состоянием и свойствами материала в процессе нанесения антикоррозионных покрытий; повысить эффективность способа за счет более полного заполнения пор, трещин и дефектов изделия и тем самым повысить не только прочность материала, но и увеличить срок его службы; снизить энергоемкость способа нанесения защитных покрытий на 20-40%; увеличить проницаемость материала изделия за счет инициирования кавитирующих явлений, так как кавитация способствует разрушению перегородок между порами, дефектами, трещинами материала изделия.
Использование предлагаемого способа позволит значительно повысить качество наносимых покрытий, снизить энергоемкость и продлить срок службы изделий по сравнению с имеющимися классическими технологиями нанесения защитных покрытий, не использующими упругий миграционный эффект, кавитацию и структурно-механические свойства материала изделия.
Пример 1. Для нанесения защитных покрытий на использование 8 ультразвуковых излучателей с концентраторами, размещенных в шахматном порядке на одной из технологических деталей судна. С использованием генератора 3Г-6 в материале изделия возбуждали ультразвуковые колебания с последующим их усилением усилителем мощности, собранным на транзисторе КТ8331А, и управляли интенсивностью ультразвуковых колебаний и частотой возбуждаемых колебаний с использованием микропроцессора. Вначале определили частоту собственных колебаний материала изделия, для чего частоту колебаний плавно повышали от 60 кГц с шагом через 1,0 кГц и измеряли амплитуду колебаний на каждой частоте. Максимальный уровень сигнала соответствует собственной частоте колебаний, которая была равна 560 кГц. И на этой частоте все 8 ультразвуковых излучателей синхронно работали - возбуждали колебания в материале изделия в течение 18 мин. Затем плазменным напылением производили напыление хрома. Специально выполненный образец 25х25 см из того же материала подвергался тем же операциям, что и остальное изделие. Образец помещался в 50%-ный раствор серной кислоты. Аналогичный образец из того же материала, но без ультразвуковой обработки подвергался нанесению защитного материала и помещался в тот же раствор. После 16 сут непрерывного пребывания в растворе 50%-ной серной кислоты образец, подверженный ультразвуковой обработке, остался без изменения, а аналогичный образец без ультразвуковой обработки подвергся коррозии на 80% его поверхности. Прочность материала в образце, подверженном ультразвуковой обработке, на 22% превышала аналогичные характеристики такого образца без обработки ультразвуком.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЭМАЛИ НА СТАЛЬНЫЕ ДЕТАЛИ | 1997 |
|
RU2109846C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННЫХ ПОКРЫТИЙ | 1991 |
|
RU2026887C1 |
| СПОСОБ НАПЛАВКИ ИЗДЕЛИЙ ИЗНОСОСТОЙКИМИ МАТЕРИАЛАМИ | 1997 |
|
RU2109610C1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОЛИВИНИЛБУТИРАЛЯ НА ДЕТАЛИ СУДОВОГО МАШИНОСТРОЕНИЯ | 1996 |
|
RU2091500C1 |
| СПОСОБ ПРОПИТКИ И СУШКИ КАПИЛЛЯРНО-ПОРИСТЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2010701C1 |
| СПОСОБ РЕКУЛЬТИВАЦИИ ПОЧВ, ЗАГРЯЗНЕННЫХ РАДИОНУКЛИДАМИ | 1991 |
|
RU2028016C1 |
| Способ разупрочнения горной массы | 1990 |
|
SU1794186A3 |
| СПОСОБ ИЗВЛЕЧЕНИЯ СЕРЫ ИЗ ГЛУБОКИХ СКВАЖИН | 1991 |
|
RU2039231C1 |
| Способ глубинного уплотнения грунтов | 1991 |
|
SU1806245A3 |
изобретение может быть использовано для нанесения антикоррозионных покрытий на металлы, керамику, пластмассы и другие твердые материалы. Покрытие наносят путем плазменного напыления, или осаждения из газовой фазы, или вакуумного испарения, причем перед нанесением покрытия в металле возбуждают ультразвуковые колебания и осуществляют ультразвуковые воздействия одновременно с нанесением покрытия. Ультразвуковые колебания вводят посредством акустического концентратора, что позволяет инициировать в основном металле кавитирующие явления, способствующие разрушению перегородок между порами, трещинами, дефектами и соответственно более полному заполнению их защитными металлами. Способ позволяет значительно повысить качество покрытий, снизить энергоемкость. 4 з.п. ф-лы, 2 ил.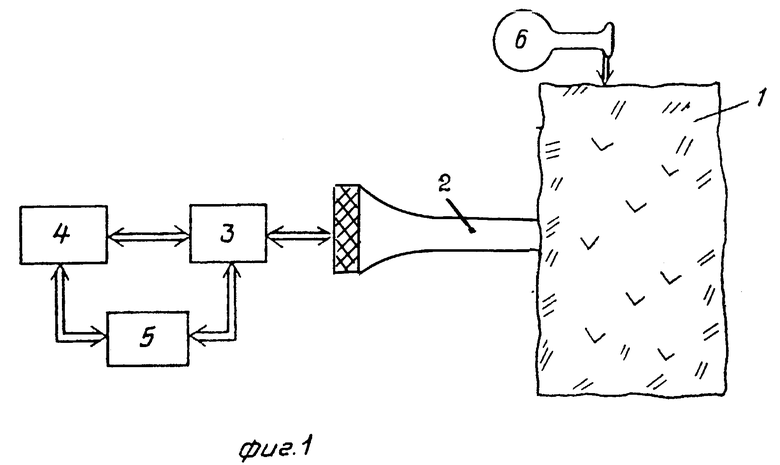
| RU, N 2026887, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
