Изобретение относится к обработке металлов резанием и может быть использовано для изготовления металлических защитно-декоративных решеток, а также других металлических деталей, имеющих сложную геометрическую форму.
Известна машина термической резки с программным управлением [1], которая содержит блок использованных органов термической резки, подключенный к блоку числового программного управления, который посредством программоносителя связан с блоком подготовки технологической программы.
Вышеописанная машина термической резки может быть использована для изготовления защитно-декоративных решеток сложной формы путем их вырезания из цельного металлического листа, однако при этом возникает проблема использования отходов, металлоемкость которых в зависимости от рисунка решетки может превышать металлоемкость последней. Кроме того, при использовании данной машины для производства защитно-декоративных решеток низка эффективность использования кислородно-ацетиленовых горелок. К тому же в устройстве не предусмотрены средства обеспечения резки под слоем воды, что приводит к выбросам вредных веществ в атмосферу.
Наиболее близкой по назначению к предлагаемому устройству является установка для изготовления металлических решеток [2], которая содержит разматыватели продольных элементов и поперечных стержней, узлы правки, сварочную машину, узел резки поперечных стержней, проводки, узел натяжения, устройство для мерной резки решетки, многодисковые ножницы, устройство для формовки крайних лент в уголки, узел поворота средних лент на ребро.
Однако эта установка предназначена для изготовления решеток преимущественно отопительных систем и не может быть использована для производства защитно-декоративных решеток, так как применение в установке сварочной машины затрудняет получению решеток сложной геометрической формы при обеспечении высокой прочности и качества.
Изобретение направлено на решение задачи изготовления высокохудожественных защитно-декоративных решеток, а также других деталей сложной геометрической формы из цельного металлического листа с минимальным количеством отходов исходного материала, повышение качества изготавливаемых изделий и снижения трудовых и энергетических затрат на их изготовление.
Сущность изобретения заключается в том, что устройство для изготовления металлических решеток предлагается выполнить содержащим блок исполнительных органов плазменной резки, подключенный к блоку числового программного управления, связанному с блоком подготовки технологической программы, при этом последний содержит объединенные общей шиной блок ввода-вывода данных, блок памяти данных с геометрической конфигурации решетки, блок памяти данных о геометрической конфигурации деталей заданного перечня, блок выбора деталей заданного перечня, геометрическая конфигурация которых максимально соответствует внутренним контурам решетки, и блок преобразования данных о контурах резки в коды рабочих перемещений исполнительных органов, при этом первый выход блока ввода-вывода данных соединен с входами блока памяти данных с геометрической конфигурации решетки и блока памяти данных с геометрической конфигурации деталей заданного перечня, а выход последнего и выход блока памяти данных о конфигурации решетки соединены с соответствующими входами блока выбора деталей заданного перечня, выход которого связан с входом блока преобразования данных о контурах резки в коды рабочих перемещений исполнительных органов, а выход последнего связан с первым входом блока ввода-вывода, которой выход которого является выходом блока подготовки технологической программы.
Блок исполнительных органов может быть выполнен в виде исполнительных органов плазменной резки и может быть снабжен ванной для проведения плазменной резки под слоем воды.
Второй вход блока ввода-вывода данных может быть связан с выходом блока сканирования.
Выполнение блока подготовки технологической программы содержащим объединенные общей шиной блок ввода-вывода данных, блок памяти данных с геометрической конфигурации решетки, блок памяти данных с геометрической конфигурации деталей заданного перечня, блок выбора деталей заданного перечня, геометрическая конфигурация которых максимально соответствует внутренним контурам решетки, и блок преобразования данных о контурах резки в коды рабочих перемещений исполнительных органов, позволяет непосредственно в процессе вырезания внутренних контуров решетки оптимально использовать удаляемые части для изготовления деталей заданного перечня, что позволяет изготавливать высокохудожественные защитно-декоративные решетки с минимальными потерями исходного листового металла.
Снабжение блока исполнительных органов ванной с водой для проведения плазменной резки под слоем воды позволяет повысить поверхностную твердость боковых поверхностей вырезаемых решеток, а также исключить выбросы вредных веществ в атмосферу при проведении резки.
Возможность подключения блока ввода-вывода данных к выходу блока сканирования позволяет использовать для ввода графической информации представленные на бумажном носителе рабочие чертежи деталей заданного перечня, а чаще всего чертежи решетки или, например, портретные изображения, необходимые для изготовления в металле сложных художественных произведений.
На фиг. 1 представлена функциональная схема предлагаемого устройства для изготовления металлических решеток; на фиг. 2 - внешний вид изделия (металлической решетки).
Устройство содержит блок 1 исполнительных органов плазменной резки, снабженный ванной 2 и связанный с выходом блока 3 числового программного управления (ЧПУ), вход которого через программоноситель 4 или непосредственно связан с выходом блока 5 подготовки технологической программы. Блок 5 подготовки технологической программы содержит блок 6 сканирования, соединенный с блоком 7 ввода-вывода данных, объединенным общей шиной с блоком 8 памяти данных о геометрической конфигурации решетки, блоком 9 памяти данных с геометрической конфигурации деталей заданного перечня, блоком 10 выбора деталей заданного перечня и блоком 11 преобразования данных о контурах резки в коды рабочих перемещений исполнительных органов, при этом первый выход блока 7 ввода-вывода данных соединен с входом блока 8 памяти данных о геометрической конфигурации решетки и входом блока 9 памяти данных о геометрической конфигурации деталей заданного перечня, а выход последнего и выход блока 8 памяти данных о геометрической конфигурации решетки соединены с соответствующими входами блока 10 выбора деталей заданного перечня, выход которого связан с входом блока 11 преобразования данных о контурах резки в координаты рабочих перемещений исполнительных органов, а выход последнего связан с первым входом блока ввода-вывода, второй выход которого является выходом блока 5. Выход блока 6 сканирования связан с вторым входом блока 7 ввода-вывода.
Блок 1 исполнительных органов плазменной резки и блок 3 ЧПУ могут, например, представлять собой плазморежущую машину "Енисей" ППл 2,5-10-1УХЛ4 (БО-2061.00.00 И1). Плазморежущая машина содержит не показанные на чертеже портал, установленный на рельсовом пути, следящие электроприводы портала (координата Х), каретки (координата Y) и резака (координата Z), подключенные к соответствующему выходу блока 3 ЧПУ, каретку, установленную на портале, и резак плазменно-дуговой резки, закрепленный на корпусе каретки.
В качестве блока 6 сканирования может быть использован, например, сканер типа HP Scan Jat 4P.
Блок 7 ввода-вывода данных может, например, включать в себя не показанные на чертеже дисковод, индикатор и пульт управления, каждый из которых через соответствующий контроллер (не показан) подключен к общей шине. В качестве дисковода может использоваться, например, дисковод на гибких магнитных дисках 3,5 дюйма, в качестве индикатора - монитор типа SAMSUNG 15 M, в качестве пульта управления - клавиатура типа BTC 8120.
Блок 8 памяти данных о геометрической конфигурации решетки может, например, представлять собой постоянное запоминающее устройство типа накопителя на жестком магнитном диске Sea gate ST 12450 Barracuda, а более 9 памяти данных о геометрической конфигурации деталей заданного перечня может представлять собой оперативное запоминающее устройство типа модуля памяти SIMM 4 Mb.
Блок 10 выбора деталей из заданного перечня и блок 11 преобразования данных о контурах резки в коды рабочих перемещений исполнительных органов могут, например, быть выполнены на микропроцессоре типа 80286 и оперативных запоминающем устройство типа модули памяти SIMM 1 Mb.
Устройство работает следующим образом.
Перед началом работы в блок 8 памяти заносятся данные о геометрической конфигурации изготавливаемой металлической решетки. Для этого с помощью блока 6 сканирования преобразуют графическую информацию, представленную на бумажном носителе в виде рабочего чертежа, в графическую информацию, представленную в машиночитаемом виде, и через блок 7 ввода-вывода данных заносят в блок 8 памяти. Чертеж решетки может быть, при необходимости, построен с помощью одного из известных графических редакторов и занесен в блок 7 как непосредственно, так и с помощью любого из известных магнитных или оптических носителей информации. Данные о геометрической конфигурации деталей заданного перечня записываются в блок 9 памяти аналогичным образом. В качестве деталей заданного перечня могут быть использованы любые плоские металлические детали из номенклатуры, выпускаемой предприятием, такие, например, как круги, фланцы и подобные им изделия, имеющие геометрические размеры заведомо меньше, чем размеры внутренних контуров изготавливаемой решетки, и соответствующие по толщине параметров исходного металлического листа.
По окончании процесса записи данных в блоки 8 и 9 памяти подготовительный этап заканчивается и по команде "пуск" с пульта управления блока 7 блок 10 выбора деталей считывает из блока 8 данные о конфигурации первого внутреннего контура решетки, после чего блок 10 циклически обращается к блоку 9, последовательно считывает данные о геометрической конфигурации деталей заданного перечня и в соответствии с управляющей программой, хранящейся в резидентном оперативном запоминающем устройстве (ОЗУ) блока 10, сравнивает их с данными о геометрической конфигурации первого контура, заполняя таким образом первый контур решетки деталями заданного перечня, исходя из условия максимального использования площади, ограниченной этим контуром. При этом размещение деталей заданного перечня производится в соответствии с технологическими данными, такими, например, как минимальное значение перемычек между вырезанными элементами. Технологические данные заносятся в соответствующие ячейки памяти блока 9 перед началом работы. После того, как первый из внутренних контуров решетки заполнится деталями из заданного перечня, данные об этом контуре переписываются в резидентное ОЗУ блока 11 преобразования данных о контурах резки в коды рабочих перемещений исполнительных органов, а блок 10 считывает из блока 8 данные о втором внутреннем контуре решетки, который заполняется деталями заданного перечня подобно описанному выше. Процесс повторяется до тех пор, пока все внутренние контуры решетки не будут заполнены деталями заданного перечня, после чего блок 11 в соответствии с типовой управляющей программой преобразует данные о контурах резки в коды рабочих перемещений исполнительных органов, которые представляют собой технологическую программу. По завершении процесса преобразования коды рабочих перемещений через блок 7 ввода-вывода непосредственно либо с помощью программоносителя 4 переписываются в блок 3 числового программного управления. Устройство готово к изготовлению металлической решетки из цельного металлического листа.
На рабочем столе, который помещен в ванну 2 с водой, укладывают и фиксируют подлежащий разрезке металлический лист. По команде с панели управления блока 3 (не показана) включаются приводы блока 1, и резак перемещается к месту начала резки, соответствующему заданными (нулевым) координатам, после чего производится разрезка металлического листа с помощью резака, который перемещается в соответствии с кодами, записанными в блоке 3 ЧПУ, в результате чего одновременно с вырезанием контуров металлической решетки производится вырезание деталей заданного перечня из отходных частей металлического листа, ограниченных внутренними контурами решетки, благодаря чему отходы металла сводятся до минимума. При этом также уменьшаются затраты на изготовление деталей заданного перечня из отходов производства решетки за счет их изготовления одновременно с решеткой. К тому же процесс резки происходит под слоем воды, что исключает выбросы в атмосферу вредных веществ, а также обеспечивает повышение твердости боковых поверхностей вырезаемых изделий, а следовательно и их качество.
Таким образом, устройство позволяет изготавливать из цельного листового металла с минимальными отходами высокохудожественные металлические решетки различного назначения с толщиной 1-100 мм, имеющие сложный рисунок внутренних контуров при высоких прочностных характеристиках (фиг. 2).
Предлагаемое устройство внедрено на Новосибирском научно-производственном предприятии "Астер", где с его помощью изготовлено 25000 м2 защитно-декоративных решеток, предназначенных для окон, дверей, витражей, а также декоративных заборов, ворот, фонарей и т.п. изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИФРОВОЙ РЕНТГЕНОДИАГНОСТИЧЕСКИЙ АППАРАТ | 2002 |
|
RU2218088C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛИНЕЙНОГО РЕНТГЕНОВСКОГО ТОМОГРАФА | 2008 |
|
RU2371094C1 |
| Система управления технологическим процессом дискретного производства | 1984 |
|
SU1251110A1 |
| Система автоматического магнитного управления положением, формой и током плазмы в токамаке с диверторной конфигурацией | 2023 |
|
RU2821007C1 |
| Способ подготовки и выполнения хирургической операции на голове с использованием смешанной реальности | 2020 |
|
RU2754288C1 |
| СПОСОБ ФОРМИРОВАНИЯ 4-КАНАЛЬНОЙ ОТКАЗОУСТОЙЧИВОЙ СИСТЕМЫ БОРТОВОГО КОМПЛЕКСА УПРАВЛЕНИЯ ПОВЫШЕННОЙ ЖИВУЧЕСТИ И ЭФФЕКТИВНОГО ЭНЕРГОПОТРЕБЛЕНИЯ И ЕГО РЕАЛИЗАЦИЯ ДЛЯ КОСМИЧЕСКИХ ПРИМЕНЕНИЙ | 2011 |
|
RU2449352C1 |
| Способ диагностирования неисправностей газотурбинных двигателей летательных аппаратов | 1989 |
|
SU1617317A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК ЛОПАТОЧНОЙ РЕШЕТКИ МАШИНЫ | 1999 |
|
RU2176071C2 |
| Устройство для распознавания графических изображений | 1987 |
|
SU1508255A1 |
| Устройство для автоматической подналадки многорезцовых станков | 1979 |
|
SU876313A1 |
Изобретение предназначено для изготовления металлических защитно-декоративных решеток, а также других деталей сложной геометрической формы. Устройство обеспечивает возможности изготовления высокохудожественных защитно-декоративных решеток и других деталей сложной геометрической формы из цельного металлического листа с минимальным количеством отходов исходного материала, повышение качества изготавливаемых изделий и снижение трудовых и энергетических затрат на их изготовление. Устройство для изготовления металлических решеток содержит блок исполнительных органов плазменной резки, подключенный к блоку числового программного управления, связанному с блоком подготовки технологической программы. Последний содержит объединенные общей шиной блок ввода-вывода данных, блок памяти данных о геометрической конфигурации решетки, блок памяти данных о геометрической конфигурации деталей заданного перечня, блок выбора деталей заданного перечня, конфигурация которых максимально соответствует внутренним контурам решетки, и блок преобразования данных о контурах резки в коды рабочих перемещений исполнительных органов. 2 з.п. ф-лы, 2 ил.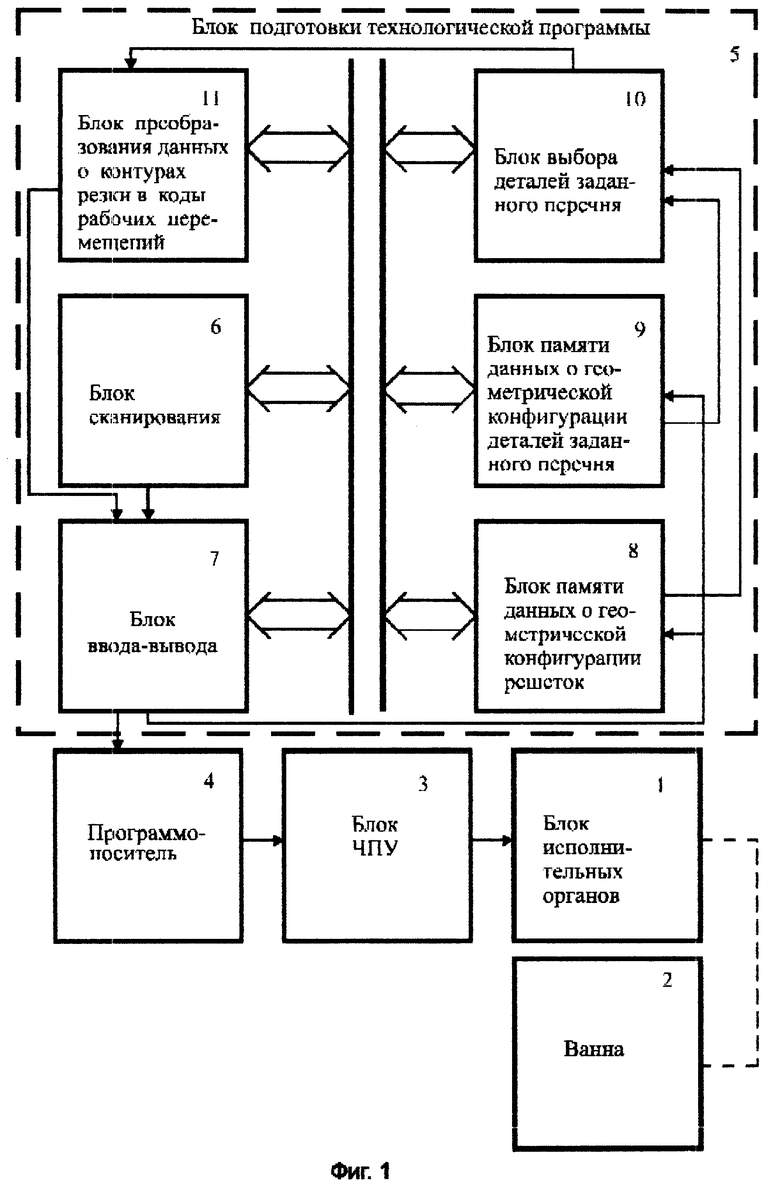
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 695774, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 707753, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
