Изобретение относится к механической обработке поверхностей вращения деталей и устройствам, обеспечивающим такую обработку, и может быть использовано для обработки деталей, у которых ось не имеет постоянного положения в процессе обработки, например для обработки цапф лопаток направляющего аппарата на гидротурбины. Вследствие большого веса и малой жесткости, изменяющейся в течение одного оборота, такие лопатки вращаются с большой нестабильностью положения оси детали (большим радиальным биением).
Известен способ обработки цапф лопаток НА гидротурбин, в котором перед вращением лопатки и подводом инструмента круглый диск закрепляют на пере лопатки соосно с цапфой и устанавливают диск с лопаткой в люнет, который стабилизирует положение оси диска и пера лопатки в процессе обработки и соответственно оси обрабатываемой цапфы лопатки.
Недостаток способа - необходимость стабилизации оси детали при обработке относительно станка, поскольку радиальное биение при таком способе является причиной большой овальности обработанных цапф. Указанная необходимость стабилизации оси детали обуславливает необходимость использования тяжелых люнеток, трудоемкой и сложной операции установки диска люнета на лопатку соосно с цапфой лопатки.
Кроме того, недостаток способа - ограниченные возможности по обеспечению геометрической точности обработки (круглости) цапф, поскольку круглость обработанной цапфы определяется круглостью диска люнета, зазорами между диском и корпусом люнета.
Известно устройство для осуществления способа, представляющее из себя люнет, содержащий корпус с базовой бабитовой поверхностью и установленный в нем с возможностью вращения диск с прорезью под перо лопатки, установочные болты для регулирования положения лопатки в диске.
Недостатки люнета в том, что он тяжелый, дорогостоящий, сложный в изготовлении и трудоемкий в использовании.
Кроме того, как отмечалось выше, в способе при использовании известного люнета некруглость наружной цилиндрической поверхности диска люнета (базовой поверхности) переносится на обрабатываемую поверхность детали, что снижает геометрическую точность обработки (увеличивает некруглость обработанной детали).
Наиболее близким к изобретению является способ механической обработки деталей типа колец и втулок на самоустанавливающихся башмаках, в котором приводят в соприкосновение деталь с башмаками путем подвода детали к башмакам, прижимают деталь ее базовой поверхностью к башмакам за счет смещения оси детали, после чего приводят деталь во вращение и подводят инструмент к обрабатываемой поверхности детали.
В этом способе башмаки являются радиальными опорами для обрабатываемой детали. Однако по сравнению с обработкой в люнете (радиальной опоре) с неподвижной опорной поверхностью, как, например, в первом аналоге, такой способ обеспечивает большую геометрическую точность обрабатываемой поверхности за счет слежения формы детали башмаками.
Недостаток способа - невозможность его использования, когда в процессе обработки изменяется положение оси обрабатываемой детали из-за неуравновешенности ее массы или из-за геометрической формы оси детали (например коленчатого вала, кривошипа, имеющих ось в виде ломанной линии), так как такое изменение положения оси детали соответственно первому случаю приведет к поломке устройства, второму - делает невозможным обработку по всей длине детали.
Известно устройство для обработки на башмаках, являющееся наиболее близким к изобретению, содержащее блоки самоустанавливающихся башмаков с элементами самоустановки, зафиксированные от перемещения при обработке относительно ставка в радиальном направлении за счет неподвижного соединения блоков башмаков с корпусом, при этом направлении подачи инструмента выбрало в пределах угла расположения башмаков.
Это устройство в значительной степени исправляет погрешность формы обрабатываемой детали. При этом устройство является опорой для вращающейся детали, так же как и обыкновенный люнет, стабилизируя положение ее базовой поверхности относительно станка и установленного на станке режущего инструмента. (Деталь "сидит" на устройстве, неподвижном относительно станка).
Недостаток этого устройства, также как и способа обработки на самоустанавливающихся башмаках, - невозможность его использования для деталей, которые вследствие большого веса и малой жесткости вращаются на токарном станке с большим радиальным биением, как, например, цапфы лопаток на крупных гидротурбин, а также для деталей с неустранимым радиальным биением, обусловленным геометрической формой оси детали.
Задачей изобретения является обеспечение исправления погрешности формы обрабатываемой детали при одновременном обеспечении слежения за радиальным биением оси детали из-за неуравновешенности ее массы или геометрической формы ее оси при ее вращении, т.е. при компенсации указанного радиального биения оси обрабатываемой детали. В результате повышается круглость деталей, имеющих нестабильное положение оси в процессе вращения при обработке.
Указанная задача решена в способе механической обработки поверхности вращения детали, содержащем приведение детали и башмаков в соприкосновение, прижим детали и башмаков друг к другу, приведение детали во вращение, подвод инструмента радиально к обрабатываемой поверхности в пределах угла расположения башмаков, в котором согласно изобретению, башмаки и инструмент монтируют на общей скобе, имеющей возможность качания в плоскости, перпендикулярной оси вращения детали, и приводят деталь и башмаки в соприкосновение путем подвода скобы к детали, прижимают скобу с башмаками к вращающейся детали с заданным усилием, подпружинивая скобу относительно суппорта станка затем инструмент подводят к обрабатываемой детали, перемещая инструмент относительно скобы. Задача изобретения, решена также в устройстве для механической обработки поверхности вращения детали, содержащем башмаки, в котором направление подачи инструмента выбрано в пределах угла расположения башмаков и которое согласно изобретению имеет скобу, несущую башмаки и режущий инструмент, упругий подвес, содержащий основание, предназначенное для закрепления в держателе суппорта стана, и стойку, связанную с основанием упругой в направлении к обрабатываемой детали связью, например пластинчатой пружиной, при этом скоба закреплена на стойке подвеса шарнирно, ось шарнира размещена параллельно оси вращения детали.
В предложенных способе и устройство скоба упруго прижата к валу и имеет возможность качания в плоскости, перпендикулярной оси вращения обрабатываемой детали, в результате компенсируется радиальное биение вращающейся детали и обеспечен постоянный контакт башмаков с обрабатываемой деталью. В результате круглость обработанной детали не зависит от точности вращения шпинделя (если заготовка крепится в патроне) и стабильности положения оси обрабатываемой детали (если заготовка обрабатывается в центрах).
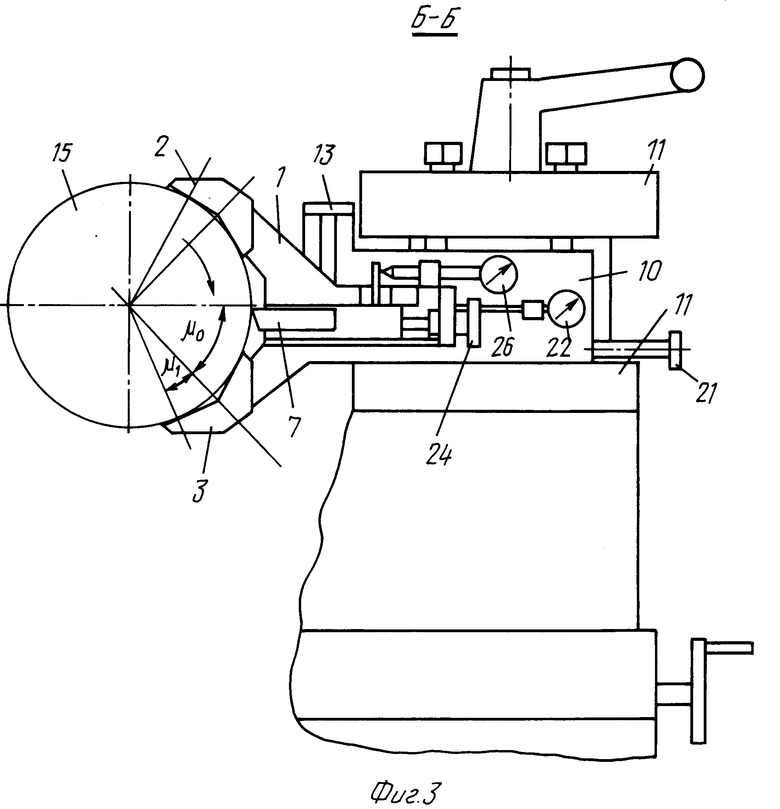
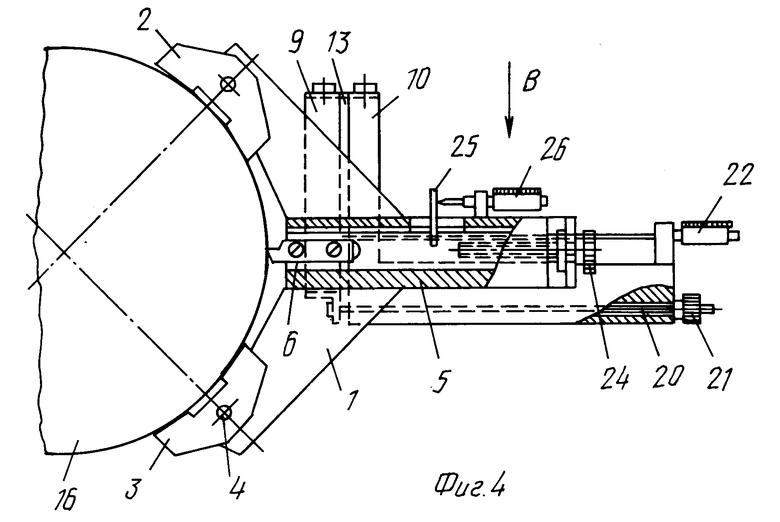
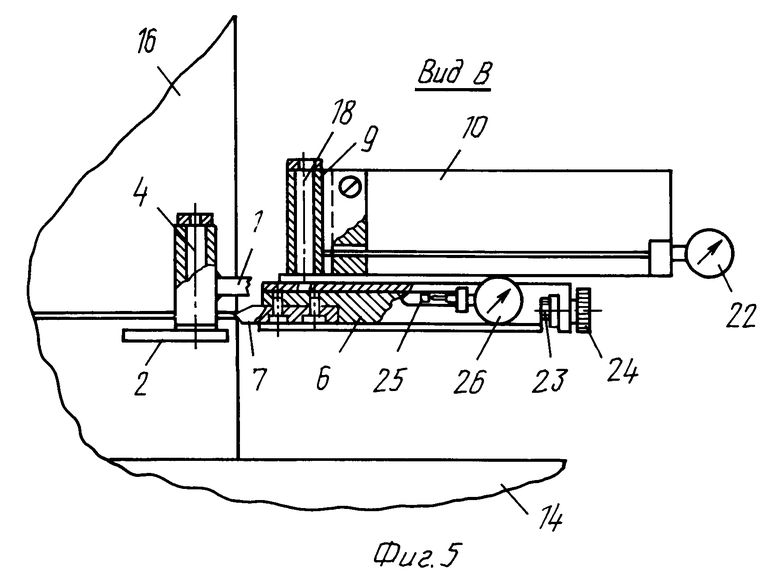
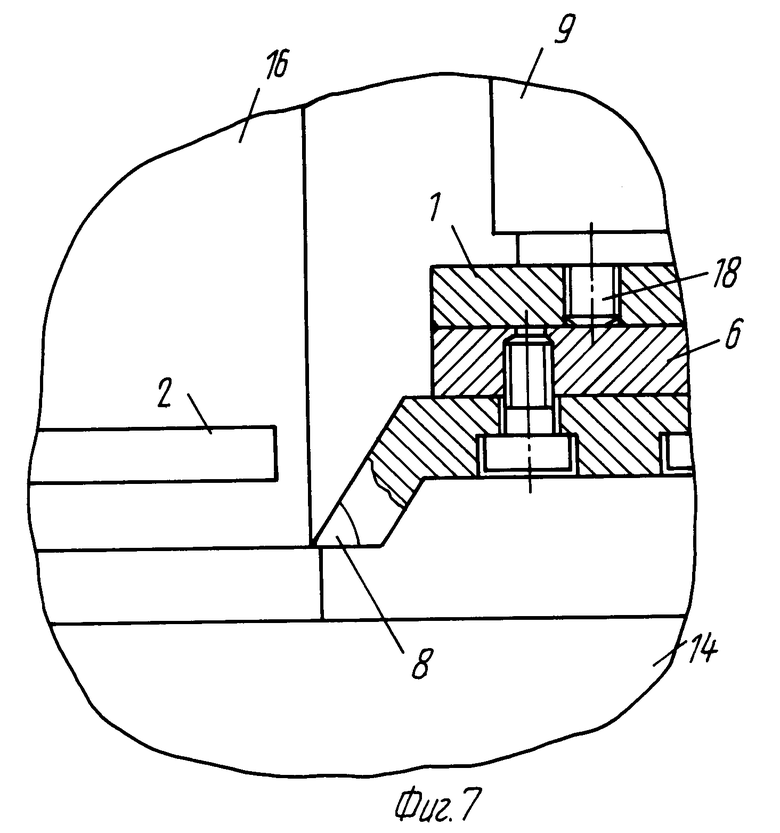
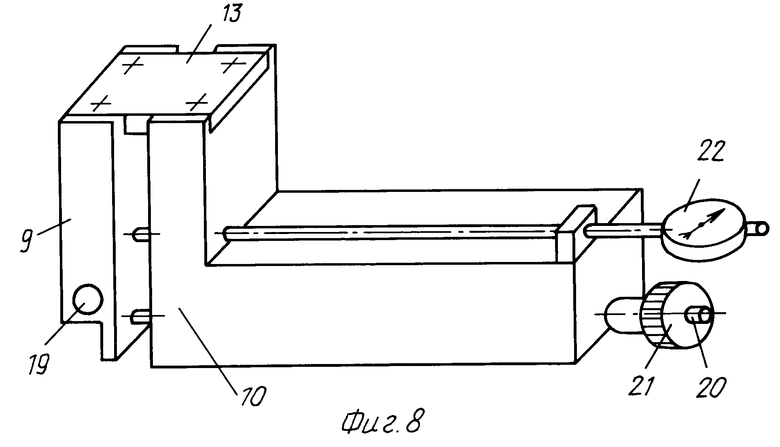
На фиг. 1 изображен общий вид устройства, станка и обрабатываемой детали; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид по стрелке В на фиг. 3; на фиг. 5 - группа элементов по фиг. 3; на фиг. 6 и 7 - модификация элементов по фиг. 5; на фиг. 8 - подвес устройства в косоугольной проекции.
Устройство для механической обработки поверхности вращения детали содержит скобу 1, несущую самоустанавливающиеся башмаки 2 и 3, связанные со скобой осями 4 с возможностью качания относительно скобы 1. В пазу 5 скобы 1, выполненном с направляющими, размещая контактирующий с направляющими паза 5 ползун 6, на котором закрепления резец 7 или 8. Устройство содержит также упругий П-образные подвес, образованный стойкой 9 и основанием 10, предназначенным для крепления в резцедержателе 11 суппорта 12 станка. Основание 10 и стойка 9 связаны друг с другом таррированной плоской пружиной 13 в направлении к обрабатываемой детали, например к лопатке НА, содержащей перо 14 лопатки с подлежащими обработке шейкой 15 и шеек 16 и 17 цапф. Скоба 1 связана шарнирно на оси 18 со стойкой 9 подвеса. Ось 18 размещена в расточке 19 стойки 9 параллельно оси вращения обрабатываемой детали. Стойка 9 и основание 10 могут быть связаны шарниром и пружиной.
Для отвода башмаков 2 и 3 и резца 7 (8) от поверхности цапфы 15 (или 14) подвес имеет резьбовой винт 20 с головкой 21, а для точного отсчета натяга пружины 13 - индикатор 22.
Для перемещения ползуна 6 с резцом 7 (8) относительно скобы 1 она снабжена ходовым винтом 23 с маховиком 24. Для точного отсчета этих перемещений резца 7 (8) ползун 6 несет палец 25, с которым взаимодействует индикатор 26.
Способ осуществляется следующим образом.
Монтируют башмаки 2 и 3 резец 7 (8) на общей скобе 1, которая имеет возможность качания в плоскости, перпендикулярной оси вращения детали за счет шарнирного (на оси 4) соединения со стойкой 10. При этом, поскольку основание 9 закрепляют в резцедержателе станка, скоба 1 за счет упругих деформаций пружины 13 имеет возможность перемещений относительно суппорта 12. Для обработки, например, шейки 16 цапфы поперечной подачей суппорта 12 подают скобу 1 к детали до плотного касания башмаков 2 и 3 с базовой поверхностью вращающейся шейки 16 цапфы. При этом индикатор 22 показывает величину, близкую к радиальному биению шейки 16 цапфы относительно суппорта 12 станка. Продолжая подавать суппорт к шейке 16, увеличивают деформацию (сжимают) пружины 13, обеспечивая прижим башмаков 2 и 3 к базовой поверхности шейки 16 с заданным усилием. При этом, наблюдая за индикатором 22, деформируют пружину 13 на требуемую величину, обеспечивающую постоянное усилие прижима башмаков 2 и 3 к шейке 16 в процессе обработки. Затем, вращая маховик 24, подают резец 7 (8) до касания с шейкой 16, перемещая его относительно скобы 1, и устанавливают глубину резания вращением маховика 24. После чего включают продольную подачу суппорта станка. Так как скоба упруго прижата пружиной 13 к шейке 16, то нестабильность центра профиля ее поперечного сечения относительно суппорта станка не будет оказывать влияния на характер касания резца с обрабатываемой поверхностью шейки. Характер касания резца зависит в процессе обработки только от формы профиля поперечного сечения, которую отслеживают самоустанавливающиеся башмаки 2 и 3 и скоба 1.
Устройство работает следующим образом.
Основание 10 закрепляет в резцедержателе 11 так, чтобы башмаки 2 и 3 лежали в плоскости, перпендикулярной оси шейки 17 цапфы 15. Поперечной подачей суппорта обеспечивают плотный контакт башмаков 2 и 3 с шейкой 17 и деформируют пружину 12 на заданную величину при вращении шейки 17 цапфы 15. Подают резец 7 (8) до касания с шейкой 17 и устанавливают глубину резания вращением маховика 24, включают продольную подачу станка.
Во время обработки шеек цапф, например шейки 16 цапфы, башмаки 2 и 3 идут по этой шейке перед резцом 7, их прижатие обеспечивается упругими деформациями пружины 13.
Резец 8 обеспечивает возможность обработки шейки 16 до торца пера 14 лопатки, в этом случае башмаки 2 и 3 идут за резцом 8 по обработанной поверхности шейки 16.
Во время обработки башмаки 2 и 3 идут вдоль шейки 16, отслеживая форму обработанной поверхности и обеспечивая существенное уменьшение погрешностей формы изделия. При этом скоба 1 качается относительно оси 18, которая, в свою очередь, перемещается вместе со скобой 1 вдоль основания 10 благодаря упругим деформациям пружины 13, в результате компенсируется радиальное биение оси шейки 17 из-за неуравновешенной массы лопатки НА.
Описанный пример осуществления изобретения не ограничивает возможности изобретения. Для специалистов очевидны возможности замены резца 7 (8) иным инструментом, например абразивным, обработки поверхностей вращения не на токарном станке, а, например, на карусельном. Возможна обработка не только деталей типа лопаток НА гидротурбин, но и иных изделий, например обточка или очистка каландровых валов непосредственно на бумагоделательной машине, обработка различных эксцентриковых валов и т.д. Возможна обработка деталей не только цилиндрической формы, но также тел вращения, например, конической и бочкообразной форм.


Изобретение относится к механической обработке поверхностей вращения деталей, имеющих нестабильное положение их оси в процессе обработки. Исправление погрешности формы обрабатываемой детали обеспечивается при размещении режущего инструмента в пределах угла опорных элементов в виде башмаков. Башмаки и инструмент смонтированы на общей скобе, установленной с возможностью качания в плоскости, перпендикулярной к оси вращения детали. 8 ил.
Устройство для механической обработки поверхности вращения детали, содержащее башмаки, в котором направление подачи инструмента выбрано в пределах угла расположения башмаков, отличающееся тем, что оно имеет несущую башмаки и режущий инструмент скобу, упругий подвес, содержащий основание, предназначенное для закрепления в резцедержателе суппорта станка, и стойку, связанную с основанием упругой в направлении к обрабатываемой детали связью, например плоской пружиной, при этом скоба закреплена на стойке подвеса шарнирно, ось шарнира размещена параллельно оси вращения детали, инструмент размещен в пазу скобы с возможностью перемещения по нормали к обрабатываемой поверхности.
| Гамзе З.М | |||
| и Гольдшер А.Я | |||
| Технология производства крупных гидротурбин, МГМ | |||
| - М.Л.: Государственное научно-техническое издательство машиностроительной литературы, 1950, с.185 | |||
| SU, авторское свидетельство N 512030, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| SU, авторское свидетельство N 984794, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

