Изобретения относятся к станкостроению и могут быть использованы для поддержания заготовок при обработке поверхностей вращения изделий на металлорежущих станках.
Известен самоцентрирующий люнет (SU N 1691053, B 23 Q 1/24, 16.05.89 г). В корпусе люнета размещены поддерживающие ролики с приводом их перемещения, зубчатые сектора, связанные с приводом и установленные с возможностью поворота в корпусе симметрично относительно вертикальной оси люнета, ползуны, попарно расположенные в корпусе по обе стороны относительно упомянутой оси и связанные с зубчатыми секторами с помощью зубчатых и реечных передач, причем поддерживающие ролики установлены на ползунах. Способ обработки изделия заключается в следующем. Заготовка устанавливается на поддерживающие ролики и удерживается двумя из них. Люнет поддерживает заготовку, и она при вращении попеременно подхватывается то одной, то другой парой противолежащих относительно центра поддерживающих роликов.
Известен люнет шлифовального станка (RU N 2008164, B 23 Q 1/24, 30.01.92). В корпусе люнета установлены два шарнирно связанных рычага с нижними боковыми губками, привод перемещения, содержащий винт, причем нижняя губка расположена так, что угол, образованный нормалью к ее рабочей поверхности и вертикалью, составляет 17-19o, а передаточное отношение кинематической цепи, связывающей нижнюю и боковую губки, равно 0,5. При этом люнет снабжен расположенной на корпусе и связанной с боковой губкой скобой с наклонной поверхностью, предназначенной для взаимодействия с винтом привода перемещения. Люнет настраивают на определенный диаметр заготовки. Подводят боковую губку, а затем - нижнюю с созданием натяга, примерно такого же, как на и боковой губке.
Известен люнет (SU N 1660929, B 23 Q 1/24, 03.05.89 г). В корпусе люнета размещен поршень со штоком, связанный через кинематическую цепь с призматической и прижимной губками, причем кинематическая цепь выполнена в виде жесткой планки с упорами и дополнительного штока, расположенного соосно основному и предназначенного для взаимодействия с прижимной губкой через введенный подпружиненный плунжер. Способ обработки изделия заключается в следующем. Призматическую губку подводят к эталонной детали, устанавливают так, чтобы она плотно охватывала шейку детали, фиксируют это положение. После наладки деталь устанавливают на станок и перемещают поршень, который прижимает призматическую губку к детали. Одновременно дополнительный шток перемещает плунжер, который, поворачивая рычаг прижимной губки, прижимает ее к детали. После окончания обработки поршень перемещают вправо, прижимная и призматическая губка отводятся от детали.
Описанные выше конструкции люнетов и способы обработки поверхностей вращения изделий имеют ограниченные технологические возможности по ряду параметров, в частности, ограничены размер и масса изделий, кроме того, погрешность формы базовой поверхности переносится на обрабатываемую поверхность изделия.
Известен люнет с самоустанавливающимися опорами (Журнал "Станки и инструмент" N 7, 1976 г. стр. 22-23). В корпусе люнета расположены две самоустанавливающиеся опорные призмы, которые подвижны в радиальном направлении. К ним посредством подпружиненного упора прижимается своей наружной (базовой) поверхностью обрабатываемая деталь. Кроме того, в корпусе люнета имеется вспомогательный упор с фторопластовой пятой, который служит для частичной компенсации веса детали.
Недостатком такой конструкции является наличие двух подпружиненных упоров: горизонтального, прижимающего деталь к самоустанавливающимся опорам, и вертикального, который частично компенсирует вес детали. Если технологическая база имеет отклонения от круглой формы, то эти упоры должны "следить" за этими отклонениями, т.е. при вращении детали упоры должны перемещаться на величины, равные некруглости технологической базы. Кроме того, замена детали требует отвода упоров с последующей установкой и регулировкой силы прижима.
Задачи, на решение которых направлены изобретения, состоят в повышении технологических возможностей люнета, повышении круглости изделий.
Поставленные задачи решены следующим образом.
Способ обработки поверхности вращения изделия включает базирование изделия на, по меньшей мере, один люнет с самоустанавливающимися опорами, приведение изделия во вращение и обработки поверхности вращения инструментом и отличается тем, что на изделии образуют, по крайней мере, один соосный с обрабатываемой поверхностью вспомогательный кольцевой поясок и обработку осуществляют, по меньшей мере, за два этапа, на первом из которых обрабатывают вспомогательный поясок с базированием в люнете по подлежащей обработке поверхности, а на втором - подлежащую обработке поверхность с базированием в люнете по указанному выше вспомогательному пояску.
Люнет содержит корпус с основными опорами в виде призм и, по крайней мере, одну вспомогательную опору для компенсации веса и отличается тем, что дополнительно введено коромысло, установленное в корпусе люнета с возможностью поворота вокруг оси и вертикального перемещения, причем на плечах коромысла шарнирно установлены на осях основные опоры в виде призм, а вспомогательная опора выполнена в виде аналогичной призмы и смонтирована на ползуне шарнирно или неподвижно, причем ползун расположен под углом к вертикали и установлен с возможностью линейного перемещения в корпусе люнета. Кроме того, основные опоры люнета установлены в коромысле так, что угол, образованный радиусами, проходящими через центр вращения изделия и оси основных опор, составляет 2 μo = 50-100o. Кроме того, каждая призма основной опоры установлена так, что угол, образованный радиусами, проходящими через центр вращения изделия, ось основной опоры и точку касания призмы основной опоры с обрабатываемой деталью, составляет μ1 = 10o-30o. Кроме того, ползун расположен под углом γ = 5o-20o, образованным между вертикалью и прямой, проходящей через центр вращения изделия и ось вспомогательной опоры. Кроме того, коромысло имеет равные плечи, которые установлены с возможностью перемещения относительно корпуса коромысла. Кроме того, все упомянутые оси взаимно параллельны.
Изобретения отвечают критерию "новизна", так как из общедоступных источников информации не известно способа обработки поверхности вращения изделия и конструкции люнета, которые бы охарактеризованы описанной выше совокупностью существенных признаков.
Изобретения отвечают критерию "изобретательский уровень", так как конструкция люнета и способ обработки поверхности вращения изделия позволяют повысить круглость и расширить технологические возможности.
Обработка в люнете - одна из наиболее распространенных операций. Достоинство этого способа, являющегося одной из разновидностей бесцентровой обработки на неподвижных опорах, заключается в полном или частичном исключении влияния биения шпинделя станка на точность шлифования или токарной обработки. Геометрическая точность обработки в люнете определяется, в основном, точностью базовой поверхности детали и конструкцией опор люнета.
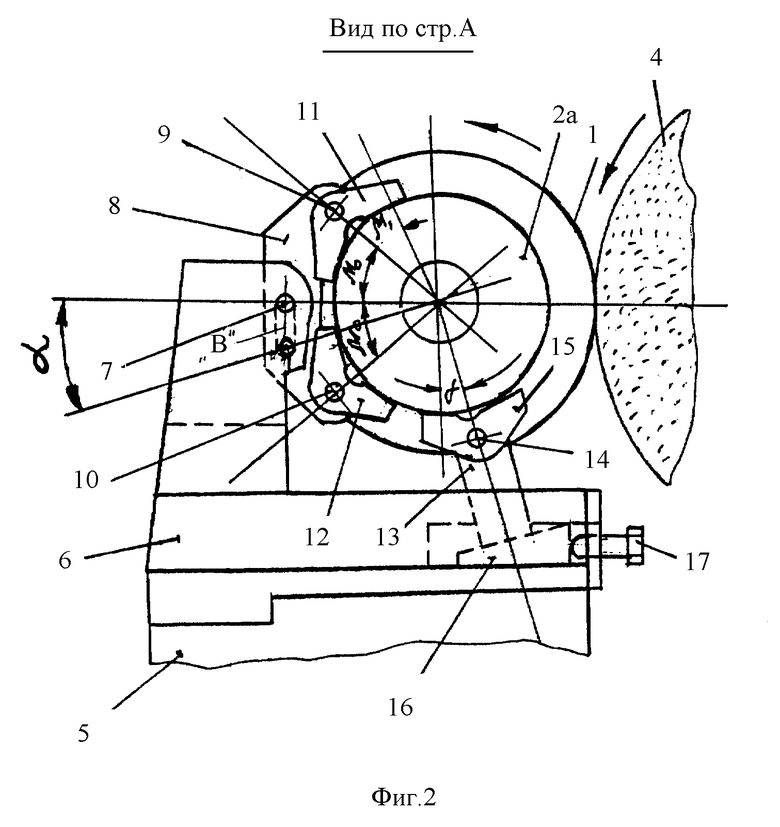
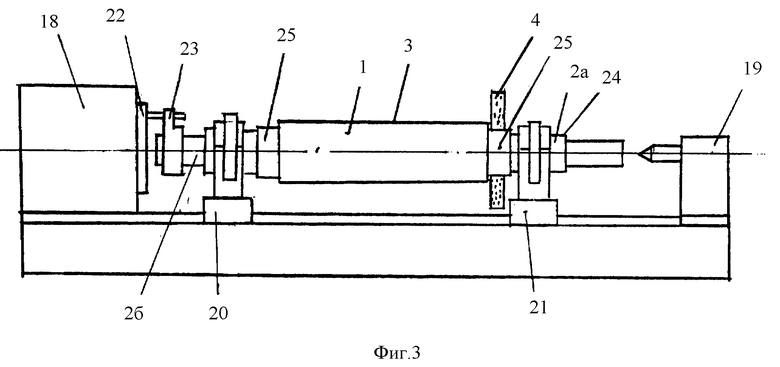
Изобретение поясняется чертежами. На фиг.1 изображен вид люнета сбоку, на фиг. 2 - вид люнета с торца, на фиг.3 - общий вид изделия в люнетах на станке.
Изделие 1 (типа прокатного или каландрового вала), выполненное в виде опорных цапф 2а и 2б и поверхности вращения 3, которую обрабатывают инструментом (шлифовальным кругом или резцом) 4, устанавливают на станине станка 5 в люнетах.
Люнет представляет собой следующую конструкцию. В корпусе 6 люнета, расположенного на станине 5, смонтирована ось 7, на которой установлено с возможностью поворота коромысло 8. Кроме того, ось 7 установлена в вертикальном пазу "B" корпуса люнета 6 так, что коромысло имеет возможность вертикального перемещения на угол α, где α - угол между прямой, проходящей через центры вращения детали и коромысла, и горизонтальной плоскостью.
На концах коромысла 8 установлены оси 9 и 10, на которых с возможностью вращения смонтированы самоустанавливающиеся основные опоры 11 и 12, выполненные в виде призм, поверхности которых взаимодействуют при обработке с опорной цапфой 2а изделия 1. Плечи коромысла 8, на которых установлены основные опоры 11 и 12, могут быть выполнены подвижными относительно корпуса коромысла (на чертеже не показано). Опоры 11 и 12 расположены друг относительно друга под углом 2 μo , который образован радиусами, проходящими через центр вращения изделия 1 и центры осей 9 и 10 основных опор и составляет 50o-100o. Угол μ1 составляет 10o-30o и образован радиусом, проходящим через центр вращения изделия 1 и центр оси 9 основной опоры, и радиусом, проходящим через центр вращения изделия и точку касания основной опоры с обрабатываемой деталью. В корпусе 6 люнета смонтирован ползун 13. На нем установлена либо неподвижно, либо с возможностью поворота вокруг оси 14 вспомогательная опора 15, которая необходима для компенсации веса изделия и прижима изделия к основным опорам. Ось ползуна 13 установлена под углом γ = 5o-20o, который образован вертикальной плоскостью и радиусом, проходящим через центры вращения изделия и вспомогательной опоры 15. Такая установка ползуна обеспечивает стабильный прижим изделия к основным опорам. Кроме того, ползун 13 перемещается в корпусе 6 посредством клина 16 и винта 17.
Обработку поверхности вращения изделия производят следующим образом.
Изделие 1 устанавливают на круглошлифовальном или токарном станке, станина которого несет бабку изделия 18, бабку с инструментом 4, заднюю бабку 19, а также люнеты 20 и 21. Изделие 1 связано с планшайбой 22 бабки изделия 18 поводковым устройством 23. Опорные цапфы 2а и 2б изделия 1 поддерживаются люнетами 20 и 21.
При обработке инструментом поверхности вращения 3 изделия 1 возникает эффект стабилизации оси вращения изделия на самоустанавливающихся опорах 11, 12 и за один проход инструмента (без перестановки люнетов) достигается заданная величина круглости изделия.
Однако в тех случаях, когда некруглость поверхностей цапф 2а и 2б под люнетами велика и за один проход инструмента не удается получить необходимую круглость, используют следующий каскадный метод обработки.
После установки изделия 1 опорными цапфами 2а и 2б в люнеты 20, 21 изделие приводят во вращение, затем подводят инструмент 4, которым осуществляют первый этап обработки, и образуют на поверхности вспомогательный кольцевой поясок 25. В процессе обработки благодаря эффекту стабилизации оси вращения на самоустанавливающихся опорах 11, 12 отклонения пояска 25 от круглой формы уменьшаются.
Затем осуществляют второй этап обработки. Для чего люнет 21 перемещают и устанавливают под обработанный вспомогательный кольцевой поясок 25, а инструмент 4 - к подлежащей обработке поверхности 24 цапфы 2а и выполняют второй этап обработки с дальнейшим уменьшением отклонений от круглой формы поверхности 24 цапфы 2а. При необходимости первый и второй этапы повторяют до достижения необходимой степени отклонения от круглой формы.
Аналогичным образом используют вспомогательный поясок 25 другого конца изделия 1, обрабатывая поочередно поясок 25, базируясь цапфой 2б на люнет 20, а затем, подведя люнет 20 под вспомогательный поясок 25, обрабатывают поверхность цапфы 2б и затем окончательно обрабатывают рабочую поверхность 3 изделия 1.
Однако, если обрабатываемое изделие имеет большие габаритно- весовые характеристики, в этом случае не всегда удобно переставлять люнеты и можно производить обработку без их перестановки. В этом случае инструмент подводят к поверхности, на которой базируется люнет, и обрабатывают на ней кольцевой поясок. Для этого случая большое значение имеет правильный подбор углов α и γ люнета, которые выбираются из условия обеспечения необходимой круглости поверхности.
Проведенные испытания показали, что при шлифовании в люнете с самоустанавливающимися опорами, практически при всех значениях некруглости базы, некруглость обрабатываемой поверхности изделия уменьшается в 5-10 раз и более, т.е. если исходная некруглость технологической базы детали, на которую опираются люнеты, имела некруглость 30-50 мкм, то можно обеспечить некруглость окончательно обработанной поверхности изделия 3-4 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЮНЕТ | 2004 |
|
RU2259269C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛЮНЕТ | 2004 |
|
RU2268816C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 1999 |
|
RU2173238C1 |
| СПОСОБ ШЛИФОВАНИЯ ВАЛКОВ И ЛЮНЕТ | 2004 |
|
RU2270084C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| ЛЮНЕТ | 2001 |
|
RU2196673C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| НАКЛАДНОЙ КРУГЛОМЕР | 1998 |
|
RU2134404C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ДЕТАЛИ | 1996 |
|
RU2111089C1 |
Изобретения относятся к станкостроению и могут быть использованы для поддержания заготовок при обработке поверхностей вращения изделий на металлорежущих станках. Способ обработки поверхности вращения изделия включает базирование изделия на, по меньшей мере, один люнет с самоустанавливающимися опорами, приведение изделия во вращение и обработку поверхности вращения инструментом. На изделии образуют, по крайней мере, один соосный с обрабатываемой поверхностью вспомогательный кольцевой поясок и обработку осуществляют, по меньшей мере, за два этапа, на первом из которых обрабатывают вспомогательный поясок с базированием в люнете по подлежащей обработке поверхности, а на втором - подлежащую обработке поверхность с базированием в люнете по указанному выше вспомогательному пояску. Люнет содержит корпус с основными опорами в виде призм и, по крайней мере, одну вспомогательную опору для компенсации веса. Дополнительно введено коромысло, установленное в корпусе люнета с возможностью поворота вокруг оси и вертикального перемещения, причем на плечах коромысла шарнирно установлены на осях основные опоры в виде призм, а вспомогательная опоpa выполнена в виде аналогичной призмы и смонтирована на ползуне шарнирно или неподвижно, причем ползун расположен с возможностью линейного перемещения в корпусе люнета. Технический результат выражается в повышении круглости изделия и повышении технологических возможностей люнета. 2 с. и 5 з.п. ф-лы, 3 ил.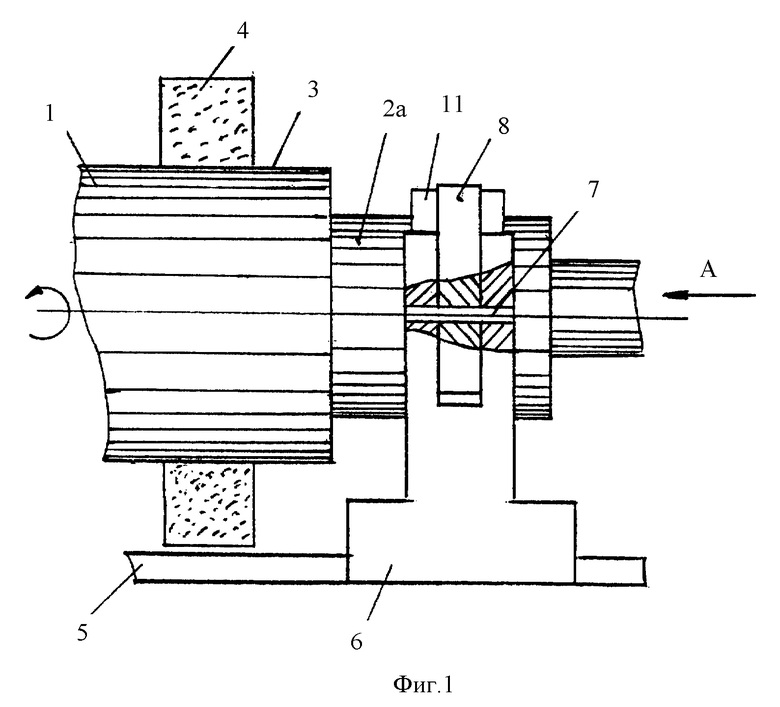
| Космачев И.Г | |||
| Технология машиностроения | |||
| - Л.: Лениздат, 1970 г | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| Станки и инструмент, N 7, 1976, с.22-23 | |||
| Люнет | 1977 |
|
SU642131A1 |
| GB 1349446, 03.04.1974 | |||
| Следящий люнет | 1976 |
|
SU645809A1 |
| Люнет | 1989 |
|
SU1660929A1 |
| Самоцентрирующий люнет | 1979 |
|
SU831494A1 |
| Люнет | 1978 |
|
SU706227A1 |
| US 4655105, 07.04.1987. | |||

