Изобретение относится к механической обработке поверхностей вращения цилиндрических деталей и может быть использовано для обработки деталей, у которых ось в процессе обработки не имеет стабильного положения относительно режущего инструмента.
Известен люнет шлифовального станка (RU N 2008164, B 23 Q 1/24, 30.01.92). В корпусе люнета установлены два шарнирно связанных рычага с нижними боковыми губками, привод перемещения, содержащий винт, причем нижняя губка расположена так, что угол, образованный нормалью к ее рабочей поверхности и вертикалью, составляет 17-19o, а передаточное отношение кинематической цепи, связывающей нижнюю и боковую губки, равно 0,5. При этом люнет снабжен расположенной на корпусе и связанной с боковой губкой скобой с наклонной поверхностью, предназначенной для взаимодействия с винтом привода перемещения. Люнет настраивают на определенный диаметр заготовки. Подводят боковую губку, а затем нижнюю с созданием натяга примерно такого же, как и на боковой губке.
Известен люнет (SU N 1660929, B 23 Q 1/24, 03.05.89). В корпусе люнета размещен поршень со штоком, связанный через кинематическую цепь с призматической и прижимной губками, причем кинематическая цепь выполнена в виде жесткой планки с упорами и дополнительного штока, расположенного соосно основному и предназначенного для взаимодействия с прижимной губкой через введенный подпружиненный плунжер. Способ обработки изделия заключается в следующем. Призматическую губку подводят к эталонной детали, устанавливают так, чтобы она плотно охватывала шейку детали, фиксируют это положение. После наладки деталь устанавливают на станок и перемещают поршень, который прижимает призматическую губку к детали. Одновременно дополнительный шток перемещает плунжер, который, поворачивая рычаг прижимной губки, прижимает ее к детали. После окончания обработки поршень перемещают вправо, прижимная и призматическая губка отводятся от детали.
Описанные выше конструкции люнетов имеют ограниченные технологические возможности по ряду параметров, в частности, ограничены размер и масса изделий. Кроме того, при использовании таких люнетов некруглость наружной цилиндрической поверхности (базовой поверхности люнетов) переносится на обрабатываемую поверхность изделия, что снижает геометрическую точность обработки, т.к. увеличивается некруглость обработанной детали.
Известно устройство для механической обработки поверхности вращения цилиндрической детали на станке, содержащее скобу, установленную с возможностью качания в плоскости, перпендикулярной оси вращения детали, и несущую самоустанавливающиеся призматические опоры и режущий инструмент (патент 2111089, B 23 B 1/00, 1998), предложенное в качестве наиболее близкого аналога.
Это устройство обладает следующими недостатками:
- усилие прижима башмаков и режущего инструмента к поверхности детали зависит от натяга (упругой деформации) пружины, который не является постоянной величиной;
- если деталь имеет большое биение (порядка 10 мм), то устройство теряет работоспособность, так как скоба с башмаками не может отслеживать такие перемещения детали.
Задачей изобретения является повышение круглости цилиндрических деталей, имеющих нестабильное положение оси в процессе вращения при обработке.
Поставленная задача решается тем, что в известном устройстве для механической обработки поверхности вращения цилиндрической детали на станке, содержащем скобу, установленную с возможностью качания в плоскости, перпендикулярной оси вращения детали, и несущую самоустанавливающиеся призматические опоры и режущий инструмент, новым является то, что оно снабжено рычагом и стойкой, выполненной с возможностью неподвижного закрепления на суппорте станка, самоустанавливающиеся призматические опоры выполнены симметричными, рычаг установлен на стойке с возможностью поворота относительно нее, скоба смонтирована на рычаге, а режущий инструмент установлен на ней с возможностью перемещения вдоль нее в пределах угла α = 180o относительно оси симметрии опор. Кроме того, скоба установлена на рычаге с возможностью перемещения в пределах угла β = ± 60o относительно вертикальной оси детали, опоры и режущий инструмент расположены в параллельных плоскостях, перпендикулярных оси вращения детали, опоры выполнены в виде одной или нескольких ступеней, каждая из которых состоит из балансира и шарнирно установленных на его концах башмаков, а в качестве режущего инструмента использован резец или шлифовальный круг.
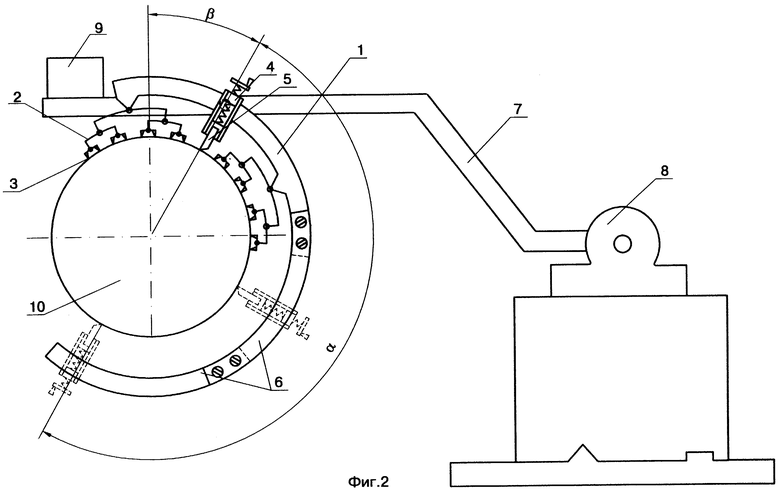
На фиг. 1 изображена конструктивная схема устройства с режущим инструментом для обработки поверхности детали; на фиг. 2 - та же схема, что на фиг. 1 с поворотом режущего инструмента на угол β.
Устройство для механической обработки поверхности вращения цилиндрической детали содержит скобу 1, охватывающую деталь. В скобе установлены на осях с возможностью качания относительно нее призматические самоустанавливающиеся опоры. Опоры могут быть выполнены в виде одной пары башмаков или в виде многоступенчатой рычажно-шарнирной системы, каждая ступень которой состоит из балансира 2 и установленных на его концах башмаков 3.
В скобе 1 в направляющих установлен узел 4, несущий режущий инструмент 5, в качестве которого может быть использован либо резец, либо шлифовальный круг. Положение узла 4 с режущим инструментом вдоль скобы определяется углом α, величина которого лежит в пределах 0-180o относительно оси симметрии опор.
Возможность выбора угла установки режущего инструмента позволяет повышать точность других параметров детали. Этот угол зависит от типа обрабатываемой детали и от ее крепления на станке (в патроне, в центрах, в люнетах).
Скоба 1 может быть выполнена в виде нескольких разъемных деталей 6, которые при необходимости могут быть сняты. Скоба с опорами и режущим инструментом устанавливается на оси рычага 7 с возможностью качания относительно него. Рычаг 7 установлен на оси стойки 8 с возможностью поворота относительно последней. Стойка 8 установлена неподвижно на суппорте токарного станка. На другом конце рычага 7 расположен груз 9, который необходим для того, чтобы прижать устройство к поверхности обрабатываемой детали 10. Обрабатываемая деталь может быть закреплена в патроне либо в центрах, либо может быть установлена в люнетах.
Опоры и режущий инструмент расположены в параллельных плоскостях, которые перпендикулярны оси вращения детали. В зависимости от типа обрабатываемой детали (если смотреть в направлении подачи) сначала могут быть расположены башмаки, а за ними режущий инструмент, и наоборот. В большинстве случаев при обработке поверхности опоры идут впереди режущего инструмента по необработанной поверхности. Однако может возникнуть ситуация, при которой такая компоновка устройства не позволит резцу произвести обработку поверхности детали до конца. Например, в случае когда нужно произвести обработку поверхности детали с фланцем, и тогда опоры упрутся во фланец и останется необработанная поверхность. В этом случае в конце прохода необходимо поменять местами режущий инструмент и опоры.
Устройство работает следующим образом.
Опоры и режущий инструмент монтируют в скобе 1, которую устанавливают в рычаге 7 с возможностью качания в плоскости, перпендикулярной оси вращения детали 10. Затем рычаг со скобой устанавливают на стойке с возможностью поворота вокруг последней.
Подают режущий инструмент до касания с поверхностью детали, устанавливают глубину резания (вращением маховика) и включают продольную подачу станка. Во время обработки поверхности детали опоры идут впереди режущего инструмента по необработанной поверхности (если смотреть по направлению подачи).
При обработке поверхности детали эффект стабилизации положения режущего инструмента относительно оси вращения детали возникает за счет использования самоустанавливающихся опор, в которых контакт башмаков с поверхностью детали осуществляется в точках, определенных постоянно заданными углами μ0, μ1, μ2, μ3. 3а один или несколько проходов достигается заданная величина круглости изделия.
При обработке некоторых типов деталей возникает необходимость установки скобы с режущим инструментом на угол β, величина которого находится в пределах ±60o. Это может быть достигнуто двумя путями:
- конструктивным, когда скоба установлена в рычаге с возможностью перемещения на угол β,
- либо технологическим методом, когда устройство устанавливают на деталь и поперечной подачей суппорта обеспечивают поворот скобы на заданный угол.
Предлагаемое устройство найдет применение особенно для финишной обработки поверхностей деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ДЕТАЛИ | 1996 |
|
RU2111089C1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 1998 |
|
RU2134404C1 |
| ЛЮНЕТ | 2004 |
|
RU2259269C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| ЛЮНЕТ | 2001 |
|
RU2196673C2 |
| НАКЛАДНОЙ КРУГЛОМЕР | 2001 |
|
RU2196959C2 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛЮНЕТ | 2004 |
|
RU2268816C2 |
Изобретение может быть использовано для обработки деталей, у которых ось, в процессе обработки, не имеет стабильного положения относительно режущего инструмента. Устройство содержит скобу, установленную с возможностью качания в плоскости, перпендикулярной оси вращения детали. На скобе установлены самоустанавливающиеся призматические опоры и режущий инструмент. Последний установлен с возможностью перемещения вдоль скобы в пределах 180° относительно оси симметрии опор. Скоба посредством рычага и стойки крепится на суппорте станка. Изобретение позволяет повысить круглость цилиндрических деталей, имеющих нестабильное положение оси в процессе обработки. 4 з.п. ф-лы, 2 ил.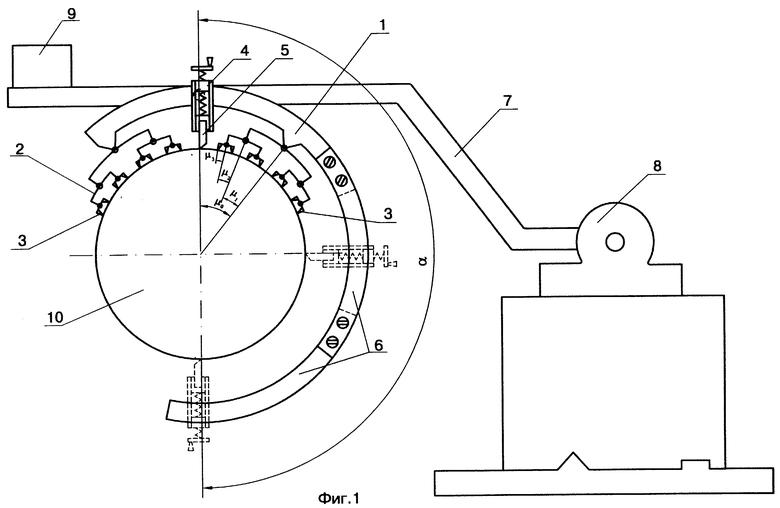
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ДЕТАЛИ | 1996 |
|
RU2111089C1 |
| СПОСОБ ПОДГОТОВКИ шлифов ЗУБА ИЛИ КОСТИ к ИССЛЕДОВАНИЮ | 0 |
|
SU240908A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИЙ КОМПОНЕНТОВ ПУЛЬСИРУЮЩЕЙ МУТНОЙ СРЕДЫ | 2007 |
|
RU2349254C1 |

