Изобретение относится к строительной и горнодобывающей индустрии, энергетике и другим областям техники, где требуется эффективное удаление поверхностных слоев твердых материалов. Применительно к батонам оно может быть использовано для удаления радиоактивных поверхностных слоев бетонных стен помещений и радиационной защиты на АЭС и других крупномасштабных объектах атомной техники при их дезактивации, а также при обновлении поверхности взлетно-посадочных полос аэродромов, покрытий мостов, эстакад и других бетонных сооружений большой площади. Изобретение может быть также использовано для массивов твердых материалов: таких как бетоны, железобетоны и природные породы (граниты и другие).
Известно явление разрушения и отслаивания поверхностных слоев бетонных сооружений (полов и стен) при их достаточно интенсивном нагреве в случае очагов пожара, при попадании расплавленного металла и в других случаях. Нестационарный прогрев поверхностных слоев бетона и развивающийся при этом механизм термонапряженного разрушения с эффектом их внезапного отслаивания (термошокового взрыва) от остального массива изучался на различных типах бетонов в [1].
Однако проведенное в [1] экспериментальное и теоретическое исследование показало, что если тепловое воздействие на поверхностные слои материала заключается только в их нагреве, то время необходимого прогрева составляет не менее 1 часа, а толщина отслаиваемого при термошоковом взрыве слоя составляет не менее 20 - 30 мм. Одной из причин отслаивания столь больших толщин материала при термошоковом разрушении является, в частности, заметное разупрочнение отделяемого слоя в силу его перегрева из-за сравнительно малых теплопроводности и температуропроводности бетона. Поэтому осуществление термошокового механизма разрушения поверхностных слоев только нагревом поверхности требует сравнительно большого удельного расхода энергии и обеспечивает недостаточно высокую производительность. К тому же при этом невозможно добиться удаления поверхностных слоев бетона меньшей толщины (5 - 10 мм), характерной, например, для задач дезактивации АЭС, и тем более - регулирования необходимой толщины. При термошоковом взрыве именно из-за отслоения указанных в [1] сравнительно больших толщин бетона и его глубокого прогрева отмечено также появление слишком глубоких трещин в бетонных сооружениях. Такие трещины могут поставить под угрозу дальнейшую эксплуатацию обрабатываемых бетонных сооружений.
Наиболее близким к заявляемому является способ обработки поверхностных слоев твердых материалов - карбонатных полезных ископаемых, включающий подвод тепла к вырабатываемой поверхности, например инфракрасными генераторами и последующее механическое разрушение и отделение поверхностных слоев [2].
Известна установка для обработки поверхностных слоев твердых материалов, в частности для разрушения горных пород в щелевом забое [3]. Устройство содержит систему теплового нагрева, включающую генераторы ИК-излучения и систему для механического разрушения и отделения нагретых слоев с последующей их эвакуацией в виде шарошек. Термошарошечный рабочий орган представляет собой круглую обечайку, в которой установлены последовательно - попарно шарошки и генераторы - излучения. Температура поверхности излучения 800 - 1000oC, площадь излучения 0,012 м2, минимальная удельная излучаемая мощность 13,3 Вт/см2.
Известна также установка для обработки поверхностных слоев твердых материалов - электротермомеханического разрушения горных пород [4], являющаяся наиболее близкой к заявляемой установке. Установка содержит систему подвода тепла к поверхностным слоям с блоком нагрева в виде генератора ИК-излучения и устройство для разрушения и отделения разупрочненных слоев в виде механического породоразрушающего инструмента, размещенные на единой панели с возможностью перемещения панели вдоль и в глубь массива материала.
Обработка поверхностных слоев твердых материалов с помощью способа [2] и установок [3] , [4] требует больших энергетических затрат для осуществления теплового воздействия на удаляемые слои.
Дело в том, что любой способ, основанный на понижении механической прочности полезного ископаемого при его нагреве, даже в предлагаемом в [2] использовании его применительно к карбонатным породам, требует прогрева разупрочняемых слоев до достаточно высоких температур - порядка 500 - 700oC (в частности в [2] указан еще более высокий верхний предел температуры - 930 - 1200oC, когда релаксация после термического воздействия максимальна). Применительно к бетонам уровень температур, когда имеет место существенное разупрочнение бетонов в силу потери химически связанной воды и гидроксильных составляющих цементов, является еще более высоким, чем для карбонатных полезных ископаемых. Такой высокий уровень температур требует больших энергетических затрат на прогрев удаляемых слоев. К тому же применение механического способа разрушения и отделения горной массы при указанном высоком уровне предварительного прогрева отделяемых слоев может приводить к перегреву инструмента, которым проводится это отделение, что существенно снижает его стойкость и срок службы.
Наконец недостатком предлагаемых в [2, 3, 4] способа и устройств является также большая механическая работа, требуемая для разрушения поверхностных слоев материала, т.к. при этом значительная его часть превращается в пыль или в достаточно измельченную массу. К тому же превращение поверхностных слоев бетонов в сыпучую мелкую фракцию, а тем более в летучую пыль в случае проведения дезактивации АЭС весьма серьезно усложняет дальнейшие операции по сбору и захоронению этих радиоактивных материалов.
Предлагаемое изобретение решает задачу создания способа и установки для эффективной обработки поверхностей твердых материалов типа бетонов или твердых горных пород, подверженных разрушениям термомеханического характера при возникновении соответствующих градиентов температур в поверхностных слоях, подлежащих разрушению и отделению от массива.
При использовании предлагаемого изобретения проводят тепловое воздействие на поверхностные слои путем интенсивного нагрева поверхности, причем сравнительно кратковременному нагреву одновременно подвергается достаточно протяженная часть поверхности, а затем производится столь же интенсивное охлаждение нагретой поверхности. В результате осуществления такого цикла нагрева и последующего охлаждения поверхностных слоев в них возникают разрушительные (превосходящие пределы прочности) термические напряжения из-за больших градиентов температур по толщине этих слоев.
Использование предлагаемого способа и установки позволяет повысить скорость обработки (разрушения) поверхностей твердых материалов при уменьшении энергетических затрат, т. к. существенно снижается время теплового воздействия (от 1 - 1,5 час до 1 - 10 минут), необходимое для достижения термошокового отслоения их поверхностного слоя. При этом толщины отделяемых слоев могут регулироваться от 2 - 3 мм (и существенно выше) по сравнению с минимум 20 - 30 мм, наблюдаемыми в [1], что также важно для ряда практических задач, например для дезактивации АЭС с точки зрения объема захороняемого радиоактивного материала. К тому же при наличии стадии интенсивного охлаждения уровень максимальных температур обрабатываемой поверхности значительно ниже (не выше 350 - 400oC) по сравнению с достигаемыми в [1] и [2], где температуры разупрочнения должны составлять не ниже 600 - 700oC, что чревато при дезактивации АЭС опасными повышенными газовыделениями (учитывая покрытия бетона и состояние радионуклидов).
Применение последующего за нагревом поверхностных слоев интенсивного охлаждения приводит не только к более низкому уровню температур на поверхности, но и к значительно меньшему прогреву самого массива, что исключает образование глубоких трещин в бетонных сооружениях или в разрабатываемом массиве твердых природных пород.
При этом, что существенно важно в случае, например, дезактивации бетонных сооружений на АЭС, поверхностные слои материала отделяются не в виде мелкой пыли или крошки, а в основном в виде плоских фрагментов, имеющих достаточно большие размеры (несколько см и более).
Сущность изобретения заключается в том, что в способе обработки поверхностных слоев твердых материалов, включающем подвод тепла к поверхности, разрушение и отделение поверхностных слоев, дополнительно после подвода тепла осуществляют охлаждение обрабатываемой поверхности, а затем разрушение и отделение разупрочненных слоев, при этом тепловое воздействие осуществляют с интенсивностью, соответствующей тепловому потоку q в пределах до 0,1 - 0,5 МВт/м2 за время τн≃ 0,5-10мин , последующее охлаждение нагретых слоев осуществляют с эффективной интенсивностью теплоотдачи τохл от нагретой поверхности к охлаждающей среде в пределах от 300 Вт/м2К до 600 Вт/м2К в течение αохл=0,2-2,0 мин , а максимальная температура поверхности при подводе тепла составляет 350 - 600oC.
Кроме того, циклы теплового воздействия и охлаждения обрабатываемой поверхности могут быть осуществлены многократно.
Кроме того, предварительно перед тепловым воздействием обрабатываемые поверхностные слои могут быть пропитаны водой на глубину, превышающую необходимую толщину отделяемого слоя в 1,5 - 2 раза.
Кроме того, разрушение и отделение разупрочненных поверхностных слоев может быть осуществлено газовыми или газоабразивными струями.
Сущность изобретения заключается также в том, что установка для обработки поверхностных слоев твердых материалов, включающая систему подвода тепла к поверхности с блоком нагрева и устройство для разрушения и отделения разупрочненных слоев, закрепленные на единой панели с возможностью перемещения ее вдоль и в глубь массива, дополнительно содержит систему охлаждения обрабатываемых слоев поверхности с блоком охлаждения, установленным на указанной панели между блоком нагрева и устройством для разрушения и отделения разупрочненных слоев, причем блоки нагрева и охлаждения и устройство для разрушения и отделения разупрочненных слоев имеют индивидуальные механизмы взаимного перемещения в направлении, перпендикулярном вдоль и поперек обрабатываемой поверхности.
Кроме того, устройство для разрушения и отделения разупрочненных слоев может быть выполнено в виде системы, создающей газовые или газоабразивные струи, включающей сопла для создания этих струй, направленные под углом 10 - 50o к обрабатываемой поверхности.
Предлагаемый способ обработки поверхностных слоев твердых материалов с применением последовательно осуществляемых интенсивного нагрева и столь же быстрого охлаждения позволяют, как указывалось, существенно уменьшить время теплового воздействия. В этом случае используется весьма важная особенность бетона и горных пород, а именно значительно (на 1,0 - 1,5 порядка) меньшая прочность на разрыв и сдвиг, чем на сжатие. При последующем после нагрева охлаждении поверхностные слои материала испытывают весьма большие напряжения растяжения и сдвига (на границе в более прогретыми слоями), которые в силу указанной особенности бетона и горных пород могут в гораздо большей степени превышать разрушающие напряжения, чем напряжения сжатия в этих слоях, возникающие на стадии теплопровода.
Для примера, как показывают тепловые расчеты нестационарного прогрева и охлаждения поверхностных слоев бетона, при падающем тепловом потоке на поверхность бетона на уровне q = 0,1 МВт/м2 в течение приблизительно 1 часа максимальные градиенты температур в поверхностном слое толщиной δ=30 мм составляют в среднем 10oC мм; при этом в случае размеров нагреваемой поверхности 0,5 • 0,5 м2 возникают напряжения сжатия σсж≈300 кг/см2 , что близко к пределу прочности, но не превышает его (для бетонов марок M300 - M400 с допустимой величиной σсждоп=300-400 кг/см2 . В этих условиях температура поверхности бетона достигает 600 - 700oC, что чревато газовыделениями, опасными в случае радиоактивного "заражения" нагреваемой поверхности. В случае же последовательного нагревания в течение всего τ= 10 минут при таком же удельном тепловом потоке (q = 0,1 МВ/м2), но осуществления сразу после нагрева достаточно эффективного охлаждения (при интенсивности съема тепла с поверхности на уровне αохл=500 Вт/м2К) предельные температуры на поверхности к концу периода нагрева не превышают T = 350 - 400oC, а градиенты температур через τохл= 0,5-1,0 мин после начала охлаждения составляют в слоях на глубине от 5 до 10 мм около 4,0oC/мм ("обратные" по знаку). Это в 2 - 2,5 раз меньше, чем указанные градиенты температур при длительном нагреве без последующего охлаждения, однако в силу относительно весьма малых допускаемых напряжений в бетоне при растяжении эти "обратные" по знаку градиенты температур уже вызывают разрушение материала.
Проведенные в обоснование настоящего технического решения опыты показали, что если при постоянном нагреве в течение от 30 до 60 мин при указанных параметрах только некоторые из бетонов подвергались термошоковому разрушению, то при заявляемом варианте теплового воздействия - нагреве и последующем охлаждении с указанными выше параметрами - термошоковому разрушению подвергались поверхности даже наиболее термостойких бетонов. При этом разрушение поверхностных слоев на толщину от одного мм до 5 - 6 мм носило характер сколов отдельных фрагментов бетона указанной толщины и размером от 15 до 40 мм. Это очень важно при дезактивации АЭС с точки зрения минимизации количества пыли и мелких фракций радиоактивного бетона, подлежащих улавливанию и захоронению. Поверхность бетона после указанного термошокового воздействия имела множество микротрещин и была заметно разупрочнена. Это позволяет утверждать, что при предлагаемом способе не должно образоваться крупных глубоких трещин в бетонном массиве, а поверхность бетона может быть зачищена и выровнена достаточно легко с помощью газоабразивной обработки.
Обоснованность рекомендуемого сочетания главных параметров теплового режима в указанных диапазонах вытекает из анализа проведенных экспериментов и расчетных оценок по реализации термошокового механизма разрушения, экономических оценок и технических возможностей существующего оборудования. В частности, нижние пределы удельных тепловых потоков при нагреве (q = 0,1 МВт/м2) и интенсивности последующего охлаждения ( (αохл=300 Вт/м2К) ), а также размеров 0,3 • 0,3 м поверхности, подвергаемой тепловому воздействию, продиктованы минимальным уровнем развивающихся термомеханических напряжений растяжения и сдвига в поверхностных слоях материала при последовательном нагреве и охлаждении поверхности, которые приводят к разрушению этих слоев и их отделению от основного массива. Следует отметить, что, как показали аналогичные указанным выше для бетонов эксперименты с гранитами, удельные тепловые потоки начала термошокового разрушения несколько выше (порядка 0,2 - 0,25 мвт/м2). Однако минимальные размеры поверхности и времена нагрева заметно меньше, чем для бетонов и составляют соответственно l = 70 - 80 мм и τ = 20 - 30 c).
Таким образом, при подводе тепла к поверхности с удельным тепловым потоком менее 0,1 МВт/м2 требуется длительное время прогрева поверхностных слоев, сопровождаемое прогревом материала на недопустимо большую глубину. Прогрев в течение <0,5 мин с указанными тепловыми потоками не дает минимальную температуру поверхности на уровне 350oC, необходимую для разупрочнения и разрушения слоев при последующем охлаждении. При охлаждении нагретых слоев с интенсивностью теплоотдачи от нагретой поверхности <300 Вт/м2К развивающиеся термомеханические напряжения будут меньше, чем разрушающие. Охлаждение в течение менее чем 0,2 мин с указанными пределами интенсивности не приведет к появлению необходимых градиентов температур в материале, вызывающих развитие разрушающих термонапряжений.
Необходимость достаточного уровня интенсивности как нагрева, так и охлаждения обрабатываемой поверхности продиктована также тем требованием, что прогрев массива должен происходить на достаточно малую глубину, чтобы обеспечить одновременно как малые потери тепла, так и появление в массиве опасных термонапряжений, которые могут способствовать развитию глубоких трещин. До последней цели предлагается также предварительная пропитка водой на определенную глубину поверхностного слоя пористых материалов типа бетонов. При нагреве таких материалов пропитка водой или другой испаряемой жидкостью при сравнительно малых временах нагрева обеспечивает достаточно точную фиксацию температуры массива, которая не может быть заметно выше температуры кипения жидкости, а также может увеличивать градиент температуры в разрушаемых слоях материала после испарения в их объеме воды (по сравнению с вариантом нагрева сухого бетона).
Верхние пределы перечисленного выше сочетания параметров теплового режима продиктованы техническими возможностями соответствующих устройств и экономической целесообразностью. В частности, следует отметить, что освоение в промышленных масштабах способов осуществления удельных тепловых потоков на обрабатываемую поверхность более 0,5 МВт/м2 представляется весьма проблематичным. К тому же, как показывают расчеты нестационарного прогрева поверхностных слоев материалов типа бетонов или гранитов, при нагревании тепловым потоком более q = 0,5 МВт/м2 уже при минимальных временах нагрева τн= 0,5 мин достигаются температуры поверхности, превосходящие 600oC. В этих условиях материал поверхностных слоев начинает быть достаточно пластичным, что резко снижает вероятность их термошокового отслоения. Такой же нежелательный перегрев поверхности имеет место при минимальных q, но временах нагрева более 10 мин. Одновременно практически пропорционально величинам q и τн возрастают энергозатраты на обработку поверхностей, которые при указанных максимальных величинах q и τн становятся соизмеримыми с затратами на известные механические способы обработки поверхностей твердых материалов.
Таким образом, осуществление подвода тепла при тепловых потоках >0,5 МВт/м2 затруднено технически и поэтому нецелесообразно. При прогреве в течение >10 мин с указанными тепловыми потоками достигаются температуры поверхности более 600oC, что нецелесообразно с точки зрения как возможных газовыделений (при дезактивации АЭС), так и с точки зрения оптимального термошокового разрушения. Осуществление охлаждения нагретых слоев с интенсивностью теплоотдачи более 600 Вт/м2 представляется технически проблематичным и нецелесообразным при возможных в данном способе используемых методах охлаждения. Охлаждение нагретой поверхности в течение более 2 мин с указанными пределами интенсивности теплоотдачи нецелесообразно, т.к. не дает дополнительных разрушений обрабатываемой поверхности.
Предлагаемая замена механических инструментов на газовую или газоабразивную струю, разрушающую и эвакуирующую разупрочненные и отделяемые поверхностные слои материала, позволяет, во-первых, осуществить более полное удаление всех фракций разрушаемых слоев. Это весьма важно при многократном снятии слоев, т. к. если разрушенный материал остается на обрабатываемой поверхности, он экранирует ее от нагревания, одновременно перегреваясь, что к тому же может способствовать опасным газовыделениям (особенно при дезактивации АЭС). Во-вторых, применение газовых или газоабразивных струй вместо механического инструмента, который может перегреваться при контакте с нагретыми слоями и терять при этом свою стойкость, позволяет избежать существенных затрат времени и средств на замену этого инструмента, особенно при обработке таких твердых материалов, как мелкозернистый гранит или бетоны с близкими по твердости наполнителями.
При разрушении и отделении разупрочненных слоев газовой или газоабразивной струей, направленной соплом под углом менее 15o к поверхности, не происходит достаточно интенсивного разрушения удаляемого материала даже при максимальном разупрочнении. При направлении указанной струи соплом под углом более 50o разрушаемый материал недостаточно эффективно сдувается с разупрочненной поверхности.
Способ осуществляется следующим образом.
Сначала проводят нагрев поверхностных слоев твердых материалов с интенсивностью, соответствующей удельному тепловому потоку в пределах 0,1 - 0,5 МВт/м2 за время 0,5 - 10 мин. Температура поверхности при нагреве составляет 350-600oC. Затем проводят охлаждение нагретых слоев с эффективной интенсивностью теплоотдачи от нагретой поверхности к охлаждающей среде в пределах более 300 Вт/м2К в течение 0,2 - 2,0 мин. После охлаждения осуществляют разрушение и отделение разупрочненных поверхностных слоев с помощью газовых или газоабразивных струй, одновременно эвакуирующих материал разрушенных и отделенных от основного массива поверхностных слоев.
Предварительно перед тепловым воздействием поверхностные слои материала могут быть пропитаны водой на глубину в 1,5 - 2 раза больше толщины отделяемого слоя.
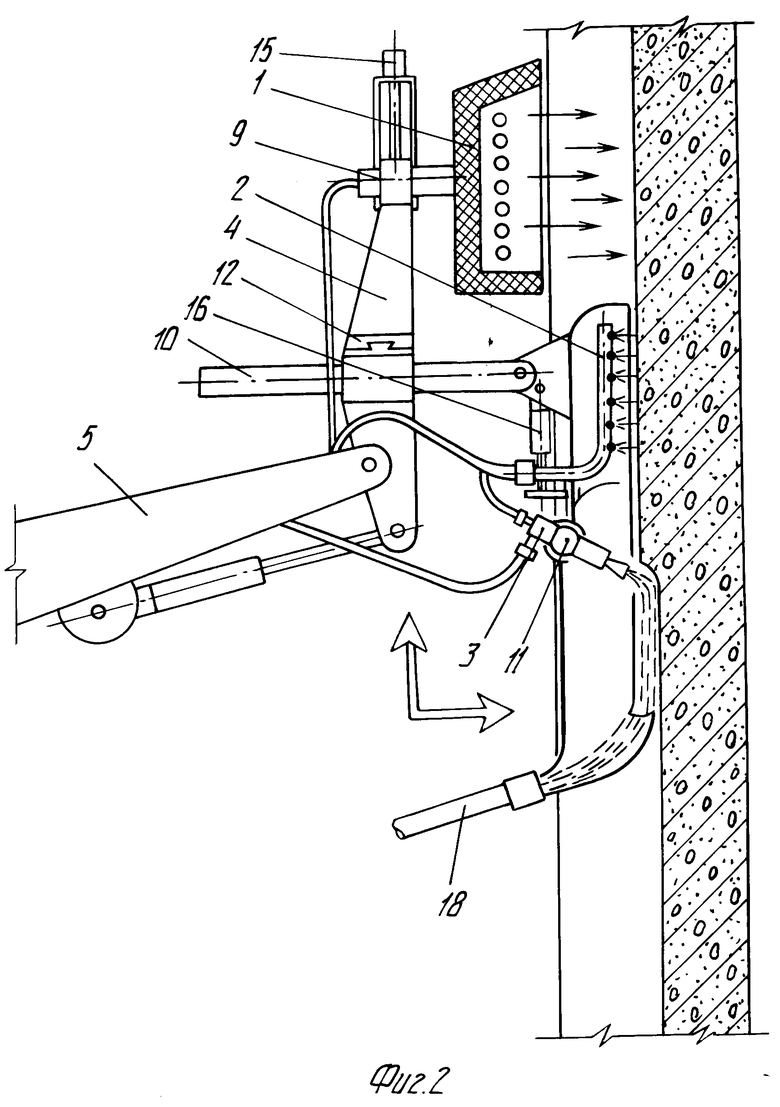
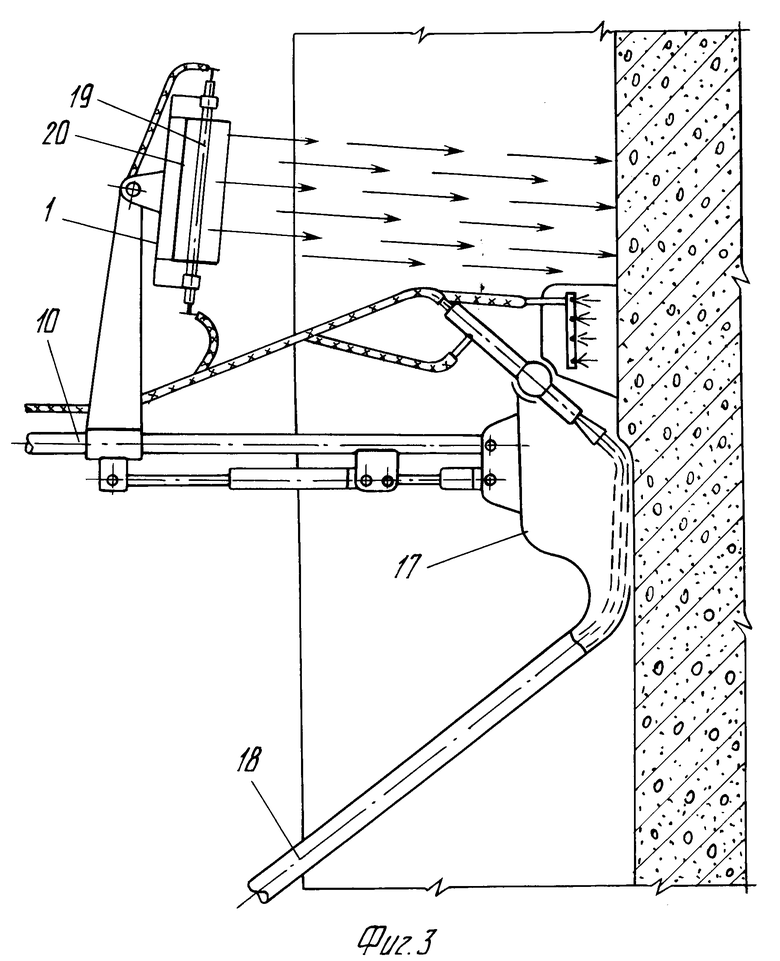
Установка для осуществления предлагаемого способа обработки поверхности твердых материалов поясняется чертежами 1, 2 и 3, на которых изображены ее схемы. На фиг. 1 изображена схема для отделения на больших площадях поверхностного слоя материала (например, при дезактивации бетонных сооружений АЭС или при ремонте бетонных покрытий мостов, эстакад и т.д.). На фиг. 2 изображена схема установки для глубокой обработки (резки) протяженных массивов из твердых пород (типа гранитных карьеров и др.). На фиг. 3 изображена схема с дистанционным нагревом, на фиг. 4 - поперечное сечение с механизмами взаимного перемещения поперек направления обработки.
Установка включает систему нагрева обрабатываемых участков поверхности, содержащую блок нагрева 1, систему охлаждения нагретой поверхности, содержащую блок охлаждения 2 с форсунками для подачи охладителя, устройство 3 для разрушения разупрочненных слоев поверхности, содержащее сопло для подачи газовой или газоабразивной струи. Указанные блоки 1, 2 и устройство 3 установлены на единой панели 4, выполненной с возможностью перемещения ее вдоль и в глубь обрабатываемой поверхности с помощью механической манипуляторной системы 5, укрепленной на передвижном шасси 6, содержащем также энергетический блок питания 7 и пульт управления 8 всем комплексом обработки.
Кроме того, блоки 1, 2 и устройство 3 имеют индивидуальные механизмы из взаимного перемещения 9, 10, 11 соответственно в направлении, перпендикулярном обрабатываемой поверхности, механизмы взаимного перемещения 12, 13, 14 блоков 1, 2 и устройства 3 поперек направления обработки и механизмы 15, 16 взаимного перемещения блоков 1, 2 относительно друг друга в направлении обработки. Блок охлаждения 2 и устройство 3 для разрушения и отделения слоев ограничены герметичным кожухом 17, соединенным с отводом 18 для отсоса потока газа, несущего материал разрушаемых слоев. Блок нагрева 1 в исполнении дистанционного нагрева (фиг. 3) вынесен за объем обрабатываемого массива и содержит систему направленного излучения из нескольких излучательных элементов 19 типа галогеновых ламп или других подобных устройств с работой нагревательных элементов в защитной среде и геперболических отражателей 20.
В качестве блока нагрева 1 для схемы фиг. 1 наиболее рационально использовать панели, имеющие электронагревательные элементы из нихромовых спиралей, набранных параллельными рядами и заключенных в корпус, внутренняя полость которого выложена эффективной теплоизоляцией типа легковесов на основе кремнеземистых, алюмосиликатных (шамотных и других) или динасовых огнеупоров. Такое исполнение нагревательного блока при температуре его нагревательных элементов и теплоизоляции на уровне 1100-1200oC может обеспечить удельные тепловые потоки на обрабатываемые поверхности до q ≃ 0,15-0,2 МВт/м2. Такая система нагрева может быть использована для задач обработки сравнительно больших площадей поверхности бетонных сооружений (например для дезактивации АЭС). В качестве системы нагрева для схемы фиг. 2 могут быть использованы как электронагревательные элементы на основе нихрома, так и другие высокотемпературные материалы, стойкие к окислению и воздушной среде, такие как карборунд, дисилицид молибдена, хромиты и другие. На нагревательных элементах из таких материалов можно реализовать температуры до 1500oC и удельные тепловые потоки к поверхности - до 0,3-0,4 МВт/м2. Еще более высокие удельные тепловые потоки к поверхности можно осуществить, используя кварцевые галогеновые тепловые лампы типа КГТ, дающие яркостную температуру нагревателя до 3000oC. Все указанные нагревательные элементы пригодны для осуществления системы нагрева как по схеме фиг. 2, так и по схеме фиг. 1.
Оптимальным вариантом системы охлаждения, обеспечивающим, с одной стороны, интенсивность охлаждения, достаточную для достижения термошокового воздействия на поверхностные слои материала, и, с другой стороны, требующую минимального расхода охладителя, является ее выполнение в виде равномерно распределенных по поверхности струй воздуха с мелкими каплями воды, которые испаряются при ударе о нагретую охлаждаемую поверхность. Минимальное количество охлаждающей воды - весьма важный фактор в применении к задаче дезактивации АЭС, к тому же ее максимально полное испарение необходимо и для эффективной работы газоабразивной струи.
Установка, указанная на фиг. 1, работает следующим образом, Весь комплекс устанавливается так, что напротив первого из обрабатываемых участков поверхности устанавливается блок нагрева 1, который к моменту его постановки достаточно прогрет, работает на полную номинальную мощность. Через заданное время прогрева участков весь комплекс нагрева 1, охлаждения 2 и устройство 3 газоабразивного разрушения и отделения с помощью механической системы 5 и шасси 6 передвигается (в данном случае вверх) так, чтобы блок нагрева 1 оказался напротив следующего участка поверхности, а напротив первого - блок охлаждения 2. В таком положении весь комплекс остается также в течение τн , причем в течение времени τохл (как правило τохл < τн) включается и работает блок охлаждения 2, охлаждая поверхность первого участка. По истечении времени τн весь комплекс снова передвигается с помощью механизма 5 или шасси 6 так, что блок нагрева 1 устанавливается на следующий обрабатываемый участок и нагревает его, блок охлаждения 2 - на второй и охлаждает его, а устройство 3 газоабразивного разрушения с помощью отдельных механизмов 14, 16 сканирует газоабразивной струей поверхность 1-го участка, передвигаясь как в направлении перемещения всего комплекса, так и в поперечном направлении; при этом за время, близкое к τн , газоабразивная струя разрушает или смывает разупрочненную поверхность на глубину определенного заданного слоя. Системы воздушно-капельного охлаждения и газоабразивной резки работают в пространстве, ограниченном герметичным колпаком (кожухом) 17, который герметизирует это пространство, ограниченное каждыми двумя обрабатываемыми участками. При этом отвод 18 осуществляет отсос потока газа, несущего как материал разрушаемых слоев, так и абразива.
При работе комплекса по схеме фиг. 2, 3 он передвигается в направлении реза массива, многократно возвращаясь на одни и те же участки, снимая при каждой такой обработке толщину слоя Δ . В случае производства достаточно глубокого, но сравнительно узкого реза устройство разрушения 3 - генератор газоабразивной струи и блок охлаждения 2 передвигаются в направлении движения установки в целом и одновременно - в глубь разрезаемого массива с помощью механизмов 10, 11. При расширении зоны обработки индивидуальные механизмы 12, 13, 14 позволяют производить сканирование блоками 1, 2 и устройством 3 поперек направления реза. При этом блок нагрева 1 участков поверхности, снабженный отражательными гиперболическими рефлекторами вокруг каждого нагревательного элемента или вокруг каждой излучательной трубки (типа КГТО или аналогичных), нагревает обрабатываемые участки поверхности практически параллельным (или даже фокусируемым на поверхности) потоком излучения, не углубляясь при этом в объем массива, а в отличие от блока 2 и устройства 3 передвигаясь только по его поверхности.
Примеры осуществления способа.
Пример 1. Конкретно данный пример относится к решению задачи отделения и удаления слоя бетонных стен в помещениях АЭС, например в турбинном цехе или бетонных сооружений радиационной защиты. Как правило, размеры таких помещений составляют 2-30•40-50 м2, а высота стен - 5 м и более. Толщина поверхностного слоя бетона, который содержит привнесенные извне радионуклиды и который подлежит отделению и удалению для дальнейшего захоронения, составляет, как правило, около 10 мм. Бетон таких стен относится к группе тяжелых бетонов (иногда с добавкой металлических частиц), механические характеристики бетона близки к стандартным типам М300 и М400.
Установка по указанной обработке поверхности бетонных стен термошоковым способом собрана по схеме фиг. 1 и включает все указанные на фиг. 1 основные агрегаты:
блок нагрева (1) состоит из несущего корпуса, поверхность которого со стороны нагревательных элементов выложена теплоизоляцией; нагревательные элементы в виде спиралей из нихромовых сплавов;
блок охлаждения (2) представляет систему подачи воздуха в виде равномерно расположенных трубок - коллекторов и распыливаемой этим воздухом воды.
генератор (3) газоабразивной струи для разрушения и отделения разупрочненных слоев бетона, а также их удаления с поверхности;
система передвижения (5) комплекса обработки поверхностей в целом и указанных его основных частей.
Далее приведены параметры и характеристики основных систем и комплекса термошоковой обработки поверхности в целом.
Система нагрева поверхности
Размер обогреваемой поверхности, м2 - 1,0•1,0
Общая потребляемая мощность, кВт - 170
Рабочая температура нагревательных элементов, oC - 1200
Эффективная средняя температура нагревательной панели, oC - 1100
Средний тепловой поток излучения на холодные поверхности, МВт/м2 - 0,15
Время нагрева обрабатываемого участка, мин - 2
Температура обрабатываемой поверхности в конце нагрева, oC - 500
Система охлаждения обрабатываемой поверхности
Площадь охлаждения поверхности, м2 - 1,0•1,0
Общий расход воздуха, кг/с - 1,0
Общий расход охлаждающей воды, кг/с - 1,0
Скорость двухфазного потока вблизи охлаждаемой поверхности, м/с - 5,0
Диаметр капель воды, мкм - 30-60
Средний эффективный коэффициент теплоотдачи от нагретой поверхности, Вт/м2K - 500
Средний тепловой поток, снимаемый с поверхности (при ее средней температуре 300oC), МВт/м2 - 0,15
Время охлаждения обрабатываемых поверхностей (мин) - 1
Параметры газоабразивной струи
Общий расход воздуха, кг/с (т/ч) - 0,55 (2,0)
Давление перед соплом, МПа - 0,6
Расход абразива (песка)%, г/с - 5(28)
Диаметр частиц абразива, мкм - 300
Скорость потока на выходе из сопла, м/с - 900
Максимальная скорость частиц абразива, м/с - 440
Технический результат
Толщина снятия слоя, мм - 10
Общее время обработки поверхности 1,0•1,0, мин - 10
Для сравнения - удаление такого же поверхностного слоя бетона с использованием газоабразивной струи указанных параметров (но без применения предварительного термошокового нагрева и охлаждения) можно провести за 90 мин.
Пример 2. Данный пример, иллюстрируемый фиг. 2 и 3, относится к применению предлагаемого способа для разделки (резки) крупных массивов твердых материалов. В частности, такая резка может быть применена при добывании блоков твердых горных пород из гранита и аналогичных отделочных материалов. Другим применением является резка бетонных или железобетонных конструкций, в первую очередь, - разделка фундаментов энергетического и другого тяжелого оборудования, бетонных массивов в сооружении ГЭС, объектов оборонного назначения и других.
Установка для разделки (резки) массивов твердых материалов (фиг. 2 и 3) аналогична показанной на фиг. 1. Однако блок электронагрева 1, кроме устройства, изложенного в примере 1 и показанного на фиг. 2, может быть выполнен, как показано на фиг. 3, при этом он располагается вне объема, т.е. над поверхностью разделяемого массива, и является системой электронагрева с направленным излучением для дистанционного нагрева разрушаемой поверхности. Блок состоит из теплоизлучающих элементов 12 (например, галогенных ламп) и отражателей 13, обеспечивающих необходимый удельный тепловой поток и глубину его воздействия.
Возможность заглубления в массив блока охлаждения 2 и устройства 3 для газоабразивного разрушения и отделения слоев осуществляется с помощью механизма подачи в глубь массива.
Параметры и характеристики основных систем и комплекса по разделке (резке) твердых массивов.
Система нагрева поверхности
Ширина полосы обогрева поверхности (реза), м - до 0,1
Рабочая температура нагревательных элементов (в защитной атмосфере), oC - 2800
Средний тепловой поток излучения на обрабатываемую поверхность, мВт/м2 - 0,5
Время нагрева каждого обрабатываемого участка поверхности, мин - 0,5
Средняя температура обрабатываемой поверхности в конце периода нагрева для случая гранита, oC - 600
Система охлаждения поверхности
Тип охлаждения - воздушно-капельным потоком
Ширина охлаждаемой поверхности, м - до 0,1
Общий расход воздуха, кг/с - 0,15
Общий расход охлаждаемой воды, кг/с - 0,15
Средняя скорость двухфазного потока вблизи охлаждаемой поверхности, м/с - 7,0
Диаметр капель воды, мкм - 20-50
Средний эффективный коэффициент теплоотдачи от нагретой поверхности, Вт/м2K - 600
Средний тепловой поток, снимаемый с обрабатываемой поверхности (при ее средней температуре 500oC) МВт/м2 - 0,35
Время охлаждения обрабатываемой поверхности реза, мин - 0,3
Параметры газоабразивной струи
Общий расход воздуха, кг/с (т/ч) - 0,28 (1,0)
Давление перед соплом, МПа - 2,5
Температура газа перед соплом, oC - 725
Тепловая мощность струи, кВт - 200
Расход абразива (песка), % (г/с) - 5 (14)
Диаметр частиц абразива, мкм - 300 и менее
Скорость потока на выходе из сопла, м/с - 1120
Число Маха - 2,8
Максимальная скорость частиц абразива, м/с - 610
Технический результат
Скорость резки гранитного массива: м2/час - 0,8
Для сравнения - скорость резки гранитного массива газоабразивной струей указанных параметров без термошокового термического воздействия на поверхности составляет около 0,2 м2/час.
Источники информации, принятые во внимание.
1. Жаропрочные бетоны. Cборник под ред. К. Д.Некрасова, НИИЖБ, М.: Стройиздат, 1974.
2. SU, авт.св. 783471, кл. E 21 C 37/16, 1980.
3. Холявченко Л.Т. Влияние инфракрасного нагрева на эффективность процесса термомеханического разрушения горных пород, Киев: Наукова Думка, 1976, с. 124-126.
4. SU, авт.св. 756008, кл. E 21 C, 37/18, 1980.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТВЕРДЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2100520C1 |
| СПОСОБ ДЕЗАКТИВАЦИИ ПОЧВЫ ОТ РАДИОАКТИВНОГО ВЕЩЕСТВА | 1995 |
|
RU2098875C1 |
| ДАТЧИК ИНТЕГРАЛЬНОГО ТЕПЛОВОГО ПОТОКА | 1995 |
|
RU2084844C1 |
| СПОСОБ ДЕМОНТАЖА И РАЗДЕЛКИ РАДИОАКТИВНО-ЗАРАЖЕННОГО ОБОРУДОВАНИЯ ЯДЕРНЫХ УСТАНОВОК | 1996 |
|
RU2120676C1 |
| АДСОРБИРУЮЩИЙ ФИЛЬТРУЮЩИЙ МАТЕРИАЛ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ОЧИСТКИ ГАЗОВ ОТ РАДИОАКТИВНЫХ ВЕЩЕСТВ | 1993 |
|
RU2036698C1 |
| СПОСОБ ОБНАРУЖЕНИЯ НЕГЕРМЕТИЧНЫХ ТВЭЛОВ | 1994 |
|
RU2094861C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МАРГАНЦА ИЗ МАРГАНЕЦСОДЕРЖАЩЕГО СЫРЬЯ | 1994 |
|
RU2044088C1 |
| СПОСОБ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017702C1 |
| КАНАЛ ЛИНЕЙНОГО МАГНИТОГИДРОДИНАМИЧЕСКОГО ГЕНЕРАТОРА (ВАРИАНТЫ) | 1997 |
|
RU2123228C1 |
| ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2147108C1 |

Способ обработки поверхностных слоев твердых материалов может быть использован в строительной и горнодобывающей индустрии. Способ заключается в подведении тепла к обрабатываемой поверхности путем ее интенсивного кратковременного нагрева, после чего проводят интенсивное охлаждение нагретой поверхности и разрушение и отделение поверхностных слоев. При этом подвод тепла осуществляют с интенсивностью, соответствующей удельному тепловому потоку в пределах 0,1 - 0,5 МВт/м2 за время 0,5 - 10 мин, последующее охлаждение нагретых слоев - в пределах от 300 до 600 Вт/м2К в течение 0,2 - 2,0 мин, а температура поверхности при подводе тепла составляет 350 - 600oC. Для реализации способа в установке для обработки поверхностных слоев твердых материалов между блоком нагрева и устройством для разрушения и отделения слоев на единой панели дополнительно установлены блоки охлаждения, при этом все они снабжены индивидуальными механизмами взаимного перемещения в направлении, перпендикулярном обрабатываемой поверхности, вдоль и поперек поверхности. В результате использования изобретения достигается технический результат, заключающийся в повышении эффективности обработки поверхностей материалов типа бетонов и горных пород, подверженных разрушениям термомеханического характера при возникновении соответствующих градиентов температур в поверхностных слоях. 2 с. и 3 з.п.ф-лы, 4 ил.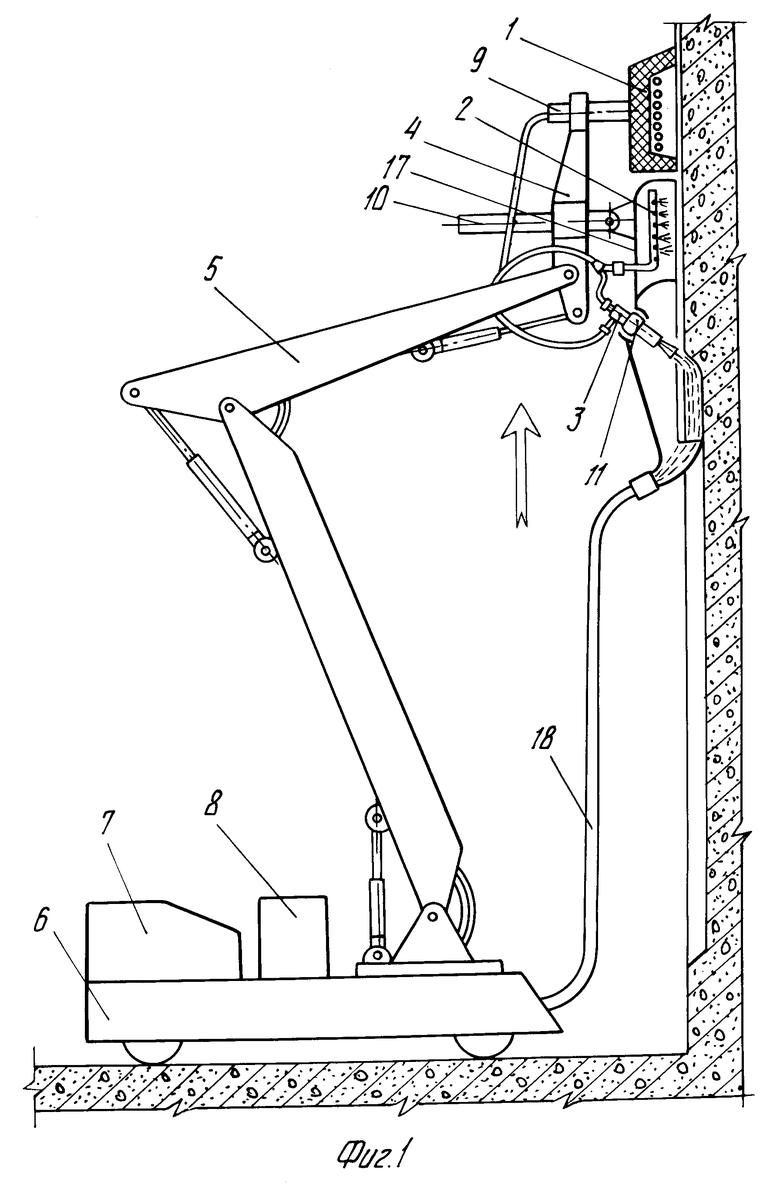
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 783471, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 756008, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
