Изобретение может использоваться при демонтаже ядерных установок различного назначения после окончания их расчетного срока эксплуатации, а также при их текущем или капитальном ремонте и при авариях. Способ может также использоваться там, где имеется высокая радиоактивность, а также другие вредные для здоровья человека факторы.
Известно, что в настоящее время задача демонтажа отработанного оборудования атомных электростанций, а также подводных лодок с ядерным приводом - элементы реакторов (типа ВВЭР, РБМК и др.), парогенераторы, коммуникации 1-го и 2-го контуров, тепловыделяющие элементы (ТВЭЛы), главные циркуляционные насосы (ГЦНы), сепараторы, конденсаторы, главные циркуляционные трубопроводы (ГЦТ) и т.д. имеет большие трудности при ее реализации. Основными причинами этого являются высокая радиоактивность оборудования, а также ограниченная доступность его элементов. Поэтому его разделку ведут с помощью механизмов с дистанционным управлением. Так как управление механизмами осуществляется на достаточно большом расстоянии, то возникает дополнительная проблема - контроль за процессом разделки.
Следующей проблемой, возникающей уже после демонтажа оборудования, является его компактное хранение, так как при складировании в хранилище твердых отходов (ХТО) демонтированные элементы оборудования имеют нерациональную с точки зрения компактного складирования форму (например, технологические каналы (ТК), имеющие тонкие стенки и большой внешний диаметр).
Одним из основных решений данной проблемы является разделка конструкций оборудования на более мелкие и более простые по своей форме части, что позволяет их более плотно укладывать в ХТО. Однако эта задача также осложнена из-за их высокой радиоактивности.
Демонтаж и разделка радиоактивно-зараженного оборудования механическими способами из-за большого количества образующейся пыли может привести к облучению персонала и загрязнению окружающей среды. Демонтаж кипящего реактора в Элк-Ривере (США), при котором его корпус резался под водой при помощи плазменной горелки, привел к чрезвычайно большим затратам [1]. Кроме того, контроль за процессом разделки под водой осуществлять достаточно трудно.
Известно, что излучение, возникающее вследствие реакцией, происходящих в активной зоне реактора, воздействует на окружающее топливо оборудование, преимущественно на его приповерхностный слой. Возникающие в приповерхностном слое радиационные повреждения резко снижают его механические свойства. Особенно сильно снижается пластичность материала. Снижение пластичности, например, стенок ТВЕЛа может привести к охрупчиванию и вследствие этого к нарушению его герметичности. Нарушение герметичности приведет к прямому контакту топлива с теплоносителем, радиоактивность которого резко повышается. Теплоноситель, соприкасаясь с оборудованием всего контура (ГЦТ, ГЦНы, парогенераторы (двухконтурные схемы), сепараторы, турбины, конденсаторы и т. д. (одноконтурная схема) резко повышает их радиоактивность, что ведет к значительному повышению затрат на ремонт, демонтаж, а также к более серьезным последствиям в случае аварий (разрыв ГЦТ и т.д.).
Известно также, что в 1-м контуре постоянно протекают физико-технические процессы, приводящие к коррозии конструкционных материалов. Продукты коррозии образовывают отложения. Отложения повышают температуру оболочки ТВЭлов, т.к. плохо пропускают тепло, а также имеют пористую структуру, что ведет к локальной коррозии ТВЭЛов. Отложения на СУЗ (система управления защитой), могут вызвать перебои в ее работе, что может привести к аварийной ситуации на АЭС.
Вышеуказанные процессы относятся к поверхностным.
Задачами, решаемыми изобретением, являются повышение надежности оборудования, упрощение контроля расстояния от среза сопла до поверхности разрезаемой детали, локальная вырезка или лазерное выфрезеровывание радиационно-поврежденных участков, элементов оборудования по уровням их радиоактивности с целью дальнейшей их раздельной дезактивации, а также их разделка на более мелкие и простые по своей форме части.
Поставленные задачи решаются тем, что демонтаж и разделку радиоактивно-зараженного оборудования ведут лазерным лучом, а контроль за расстоянием от среза сопла лазерного объектива до поверхности обрабатываемого материала осуществляют измерением уровней радиоактивности на разных высотах от поверхности обрабатываемого материала, причем разница между высотами в процессе работы остается неизменной.
Одним из перспективных способов утилизации радиоактивно-зараженного оборудования является лазерная резка. Лазерный луч может легко подаваться на большие расстояния и его параметры (мощность, энергия в импульсе, скважность и т.д.) могут легко изменяться по командам системы управления.
Лазерный луч позволяет осуществлять резку в труднодоступных местах и в замкнутых объемах через прозрачные для лазерного луча окна.
Кроме того, лазерный способ резки является бесконтактным, что в отличие от механической разделки резко снижает количество образующейся радиоактивной пыли, а также позволяет инструменту - лазерному объективу в процессе работы не соприкасаться с радиактивно-зараженным оборудованием.
Однако для осуществления процесса разделки или выфрезеровки поверхностного слоя лучом лазера с высокой производительностью и во избежание столкновения технологического объектива с поверхностью разделываемого оборудования необходимо поддерживание строго определенного расстояния от среза сопла объектива до вышеуказанной поверхности.
Известно, что при лазерной обработке для контроля расстояния от среза сопла технологического объектива до поверхности разрезаемого металла используются датчики различных конструкций [2]: контактные и бесконтактные. Использование контактных датчиков для разделки радиактивно-зараженного оборудования затруднено, т.к. они применяются преимущественно при обработке плоских поверхностей, а оборудование ядерных установок атомных станций и подводных лодок имеет в основном сложные пространственные геометрические формы и ограниченную доступность. Применение для контроля за процессом разделки пары камера - телевизор также затруднено из-за помех, которые будут вноситься радиацией, а также из-за громоздкости аппаратуры, что не позволит осуществлять разделку в труднодоступных местах.
Наиболее предпочтительными для контроля расстояния от среза сопла до обрабатываемой поверхности являются бесконтактные емкостные и индуктивные датчики, которые, однако, также работают ненадежно в условиях высокой радиации, т. к. датчики этого типа являются активными, т.е. для их работы необходимо в непосредственной близости от радиоактивно-зараженного оборудования наводить электромагнитное поле. Радиация будет нарушать равномерность поля и, следовательно, показания датчиков будут неточными, что может привести к выходу аппаратуры из строя. Кроме того, вышеуказанные датчики чрезвычайно чувствительны к настройке и в случае сбоя их в работе дальнейшая их настройка будет связана с определенными трудностями, т.к. они уже будут радиоактивно-зараженными и работа с ними будет представлять угрозу здоровью обслуживающего персонала.
Известно, что наиболее высокий уровень радиации отмечается на поверхности радиоактивно-зараженного оборудования и по мере удаления от нее экспоненциально снижается. В общем случае зависимость от уровня радиации от высоты до поверхности выглядит следующим образом:
u = A(x)•e-x/1
где u - уровень радиации на расстоянии X от поверхности;
A - уровень радиации на поверхности зараженного оборудования;
X - текущее расстояние от поверхности оборудования;
L - эффективная длина поглощения излучения.
Так как контроль вышеуказанного расстояния в предлагаемом изобретении будет осуществляться пассивным способом, т.е. нет необходимости создать электромагнитное поле, а используется уже существующее радиационное поле около поверхности разделываемого оборудования, то будет отсутствовать взаимодействие между наведенным полем и существующем и, следовательно, показания датчиков (датчика) будут точными.
Способ позволяет с помощью одного и того же оборудования осуществлять контроль за расстоянием между соплом и поверхностью обрабатываемого материала и одновременно с этим выделять и соответственно вырезать или выфрезеровывать отдельные элементы оборудования с различной степенью радиоактивной зараженности, а также определять ориентацию сопла объектива на поверхности. Лазерное выфрезеровывание поверхностных участков с повышенной радиоактивностью или приповерхностных отложений ведется до той глубины, где радиоактивность оборудования падает до уровня радиоактивности основного металла. При этом датчики, расположенные на сопле объектива, осуществляют двойную функцию: контроль за расстоянием от среза объектива до поверхности обрабатываемого материала и контроль за снижающимся уровнем радиации поверхности до заданного, при котором процесс лазерного выфрезеровывания прекращается.
Сущность изобретения поясняется следующими иллюстрациями: (фиг. 1, фиг. 2, а, б, фиг. 3).
Как было сказано, в общем случае зависимость уровня радиации от расстояния до поверхности изделия определяется по формуле (1).
На фиг. 1 показаны два графика (кривые 1 и 2) изменения уровня радиации от расстояния до обрабатываемой поверхности в зависимости от исходных уровней радиации на поверхности (соответственно A1 и A2). Исходя из технологических соображений (материал изделия, его толщина, мощность излучения и т.д. ) определяется оптимальное расстояние от среза сопла до поверхности обрабатываемого материала (Lt). Тогда при уровне радиации на поверхности изделия A (см. фиг. 1) уровень радиации на расстояниях (1f + L) и (Lf + L + H) (фиг. 2, a, b) равны соответственно U1 и U2,
где L - расстояние от среза сопла до нижнего положения колеблющегося датчика (фиг. 2, а) или до нижнего датчика (фиг. 2, б);
H - амплитуда колебаний колеблющегося датчика (фиг. 2,а) или расстояние между верхним и нижним датчиком (фиг. 2, б);
U1 - уровень радиации на расстоянии Lf + L;
U2 - уровень радиации на расстоянии Lf + L + H.
При неизменном расстоянии от среза сопла до поверхности обрабатываемого материала и при постоянном уровне радиации на поверхности обрабатываемого изделия U1 вдоль траектории сопла разница U1 и U2 = ΔU1-2.
Если заданное расстояние от среза сопла до поверхности обрабатываемого материала изменяется, вследствие "ухода" сопла по отношению к поверхности или изменения профиля обрабатываемого материала - на фиг. 1 - 1-L
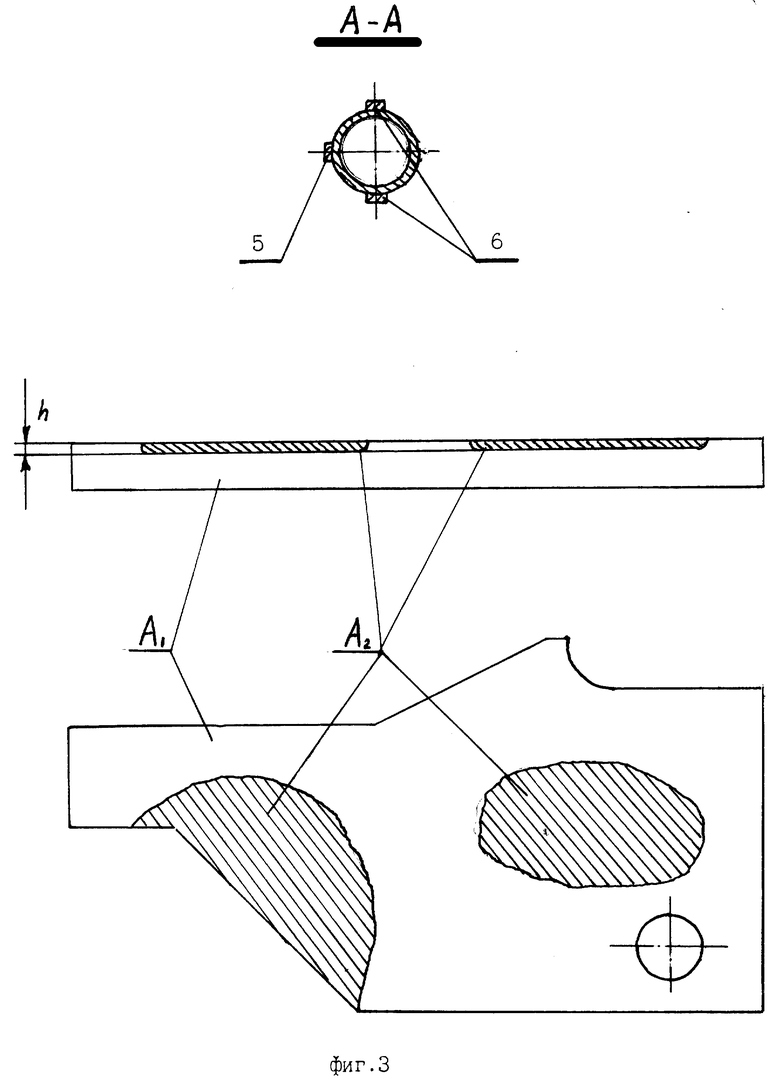
В случае изменения уровня радиации на поверхности обрабатываемого изделия (фиг. 3), например, при поиске элементов и областей с высокой радиоактивностью происходит также изменение показаний уровней радиации обоих датчиков U3 и U4. Из этих показаний можно определить их разницу ΔU11 и соответственно исходные Lf и A2, то позволяет провести процесс вырезки или выфрезеровывания - сечение Б-Б фиг. 3 - заштрихованные участки высокоактивных участков без помех.
Использование показаний горизонтальных датчиков (на одной высоте от поверхности обрабатываемой детали)- сечение А-А на фиг. 2, а также вертикальных датчиков (датчика) при знании конструкции обрабатываемой детали (фиг. 3), учитывая краевые эффекты, позволяет оперативно определять ориентацию объектива в горизонтальной плоскости относительно детали.
Как было вышесказано, наиболее радиоактивными участками радиоактивно-зараженного оборудования являются приповерхностные. В них также сосредоточены радиационные повреждения, а также на них расположены отложения. Известные способы дезактивации (электромеханический, химический и т.д.) дорогостоящие и достаточно продолжительные, что резко повышает стоимость дезактивации, в основном на недовыработку электроэнергии. Кроме того, возникает проблема переработки радиоактивных вод.
Другим недостатком известных способов дезактивации, а также складирования радиоактивного оборудования в ХТО является то, что дезактивации и складированию в ХТО подлежит все оборудование в целом (его отдельные узлы), имеющие различные уровни радиации по разным участкам, а также различный уровень радиации в глубину его поверхности. Это ведет к высокой стоимости вышеуказанных операций, большим площадям ХТО, и следовательно, общим большим затратам.
Предложенный способ позволяет надежно находить и вырезать радиоактивные участки по степеням их заряженности с целью дальнейшей их раздельной дезактивации, что резко уменьшает объемы и соответственно стоимость дезактивации. Способ позволяет также надежно провести разделку оборудования на более мелкие и простые формы части, что позволяет компактно складировать их. Это позволяет существенно снизить необходимые площади ХТО и соответственно уменьшить необходимые финансовые затраты.
Способ позволяет также выфрезеровывать приповерхностные участки с повышенной радиоактивностью без дополнительного оборудования. Показанная на фиг. 3 деталь имеет два участка с повышенной радиоактивностью (A2), которая обнаруживается расположенными на сопле датчиками контроля расстояния от среза сопла до поверхности детали. После обнаружения вышеуказанных участков производится последовательное лазерное выфрезеровывание приповерхностного слоя до глубины h, на который уровень радиации равен уровню радиации основного A1 (или заданного) уровня. По мере лазерного выфрезеровывания металла по глубине падающий уровень радиации контролируется датчиками контроля расстояния от среза сопла до поверхности обрабатываемой детали, что при использовании традиционных датчиков, применяемых в лазерной обработке, невозможно.
Примеры реализации способа.
Фиг. 2,б. На объектив 1 устанавливают датчики измерения радиоактивности 2 и 3 на расстоянии h друг от друга по оси объектива. Оперативный контроль за показаниями датчиков об уровне радиоактивности обрабатываемой поверхности 4 и отработки соответствующих перемещений вдоль оси объектива осуществляют система управления установкой и соответствующий привод перемещения (не показано).
Фиг. 2,а. С помощью привода (не показан) датчик 5 осуществляет возвратно-поступательные движения с большой частотой вдоль оси объектива на расстояние h. Измерение уровней радиоактивности осуществляется в крайних точках. Такой способ позволяет выполнять все вышеуказанные функции с помощью одного датчика.
Источники информации
1. Матвеев А.В., Рудик А.П., Почти все о ядерном реакторе., - М.: Энергоатомиздат, с. 199.
2. Сафонов А.Н., Скоромник В.И., Микульшин Г.Ю. Лазерное технологическое оборудование для древесины и древесных материалов: Обзор информ. -М.: ВНИПИЭИлеспром, 1989, с. 14 -15.

Способ демонтажа и разделки радиоактивно-зараженного оборудования ядерных установок позволяет осуществлять дистанционный демонтаж радиоактивно-зараженного оборудования. Выбирают элементы оборудования по уровням радиации с последующей их раздельной дезактивацией. Оборудование разделывают на более мелкие части с целью их дальнейшего компактного хранения. Приповерхностные участки с повышенным уровнем радиации подвергают лазерному выфрезеровыванию. Демонтаж, разделку, а также выборку ведут лазерным лучом. Технический результат заявленного изобретения выражается в повышении надежности работы оборудования, упрощении контроля расстояния от среза сопла до поверхности разрезаемой детали, локальной вырезке. 5 з.п. ф-лы, 3 ил.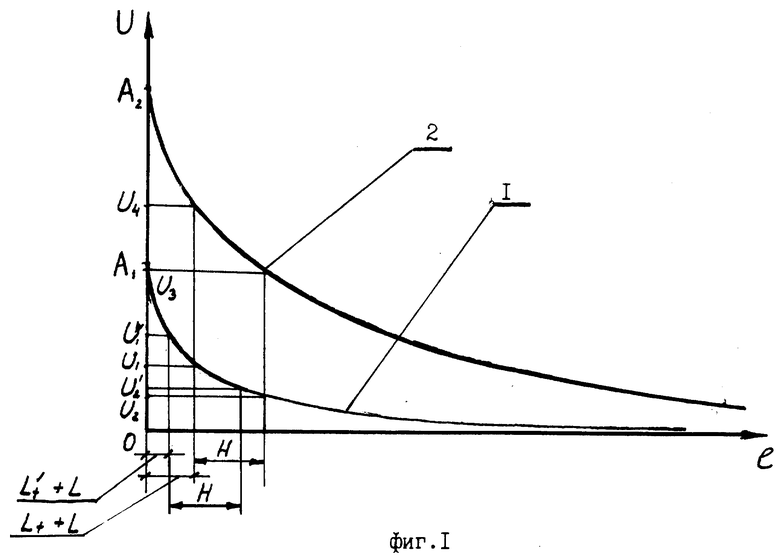
| Матвеева А.В | |||
| и др | |||
| Почти все о ядерном реакторе | |||
| - М.: Энергоатомиздат, 1990, с | |||
| Русская печь | 1919 |
|
SU240A1 |
| ПЕЧНОЙ ЖЕЛЕЗНЫЙ РУКАВ (ТРУБА) | 1920 |
|
SU199A1 |
| УСТРОЙСТВО АВАРИЙНОГО ПЕРЕКРЫТИЯ ТРУБОПРОВОДА | 2013 |
|
RU2525380C1 |
| СПОСОБ ВЫЯВЛЕНИЯ ПЛАТИНЫ И ДРУГИХ ПЛАСТИНОИДОВ В ЧЕРНОСЛАНЦЕВЫХ И УГЛЕРОДСОДЕРЖАЩИХ ПОРОДАХ | 1993 |
|
RU2069338C1 |
| Способ диффузионного легирования поверхности изделий металлами | 1949 |
|
SU148427A1 |
| Адаптивное устройство для передачи телеметрических данных | 1976 |
|
SU653762A1 |
| Зимон А.Д | |||
| и др | |||
| Дезактивация | |||
| Москва, Издат, 1994, с | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |

