Изобретение относится к промышленности строительных материалов, в частности, к термоформам с крышками для изготовления предварительного напряженных железобетонных изделий. Известны различные типы стальных термоформ для изготовления преднапряженного железобетона [1].
Наиболее близкой по технической сущности к предлагаемой термоформе является термоформа для изготовления предварительно напряженных железобетонных изделий, состоящая из крышки, термобортов и термоподдона, содержащих на торцах съемные упоры с пазами для арматуры, и снабженных силовыми и дополнительными термоотсеками, соответственно, для теплоносителя и хладагента, при этом дополнительные термоотсеки расположены с обеих сторон силового термоотсека и сообщаются между собой и с термоотсеком крышки, имеющим на выходе редуктор и выходные патрубки [2].
Однако конструкция данной термоформы, позволяет изготавливать предварительно те напряженные железобетонные изделия, в которых бетон находится только в линейном напряженном состоянии, это могут быть, например, изгибаемые элементы балочного типа - плиты, балки, ригели и т.п. В данном случае недостаточно полностью используются физико-механические свойства бетона. Иными словами, данная термоформа не позволяет изготавливать преднапряженные железобетонные элементы, например плиты, опертые по контуру, работающие в двух главных плоскостях, т.е. при плоском напряженном состоянии бетона, где несущая способность конструкций существенно выше и позволяет получить определенную экономию бетона и стали.
Целью изобретения является расширение технологических возможностей термоформы.
Указанная цель достигается тем, что в известной термоформе для изготовления преднапряженных железобетонных изделий, состоящей из крышки, термобортов и термоподдона, содержащих на торцах съемные упоры с пазами для арматуры, и снабженных силовыми и дополнительными термоотсеками соответственно для теплоносителя и хладагента, при этом дополнительные термоотсеки расположены с обеих сторон силового термоотсека и сообщаются между собой и с термоотсеком крышки, имеющим на выходе редуктор и выходные патрубки, конструкция формы выполнена из независимых систем взаимно перекрестных силовых термоотсеков, проходящих через термоподдон и снабженных на концах упорами с пазами для напрягаемой арматуры, через которые термоподдон соединен с торцевыми бортами.
Сопоставительный анализ с прототипом термоформы позволяет сделать вывод, что заявляемая термоформа для изготовления предварительно напряженных железобетонных изделий отличается тем, что конструкция формы выполнена из независимых систем взаимно перекрестных силовых термоотсеков, проходящих через термоподдон и снабженных на концах упорами с пазами для напрягаемой арматуры, через которые термоподдон соединен с торцевыми бортами.
Таким образом, заявляемое техническое решение соответствует критерию "новизна". Сравнение заявляемого решения с другими техническими решениями показывает, что известны различные конструкции термоформ для изготовления предварительно напряженных железобетонных изделий, однако в предлагаемой термоформе силовые термоотсеки за счет линейного температурного удлинения создают в рабочей арматуре железобетонного изделия предварительное напряжение и тем самым, несут функции силового оборудования для натяжения арматуры. При остывании термоотсеков (период остывания бетона), последние приобретают функции устройства для плавного отпуска напряженной арматуры на бетон.
Кроме того, термоподдон в предлагаемой термоформе, используя тепло силовых термоотсеков и циркуляцию хладагента, является устройством для тепловой обработки бетона и одновременно несет функции опорного устройства, т.е. служит опорой для силовых термоотсеков. Таким образом, заявляемое решение соответствует критерию "существенные отличия".
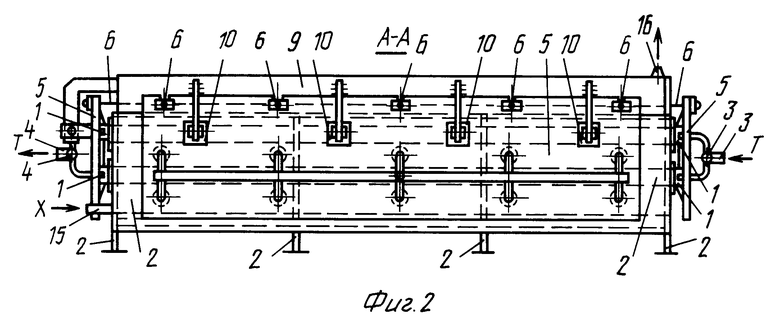
На фиг. 1 - 8 показана схематично конструкция термоформы, причем на фиг. 1 приведена термоформа без термокрышки и без бетона, а на фиг. 2 - без термокрышки.
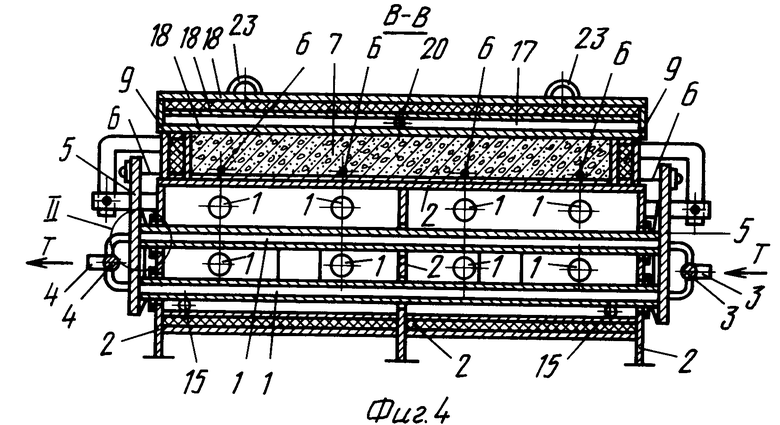
Предлагаемая термоформа (см. фиг. 1 - 4) состоит из силовых термоотсеков 1, проходящих через термоподдон 2 и снабженных входными 3 и выходными 4 коллекторами для подачи и выхода теплоносителя T.
Термоотсеки 1 соединены на торцах с силовыми упорами 5, которые имеют пазы для напряженной арматуры с анкерами на концах 6 изготавливаемого железобетонного изделия 7.
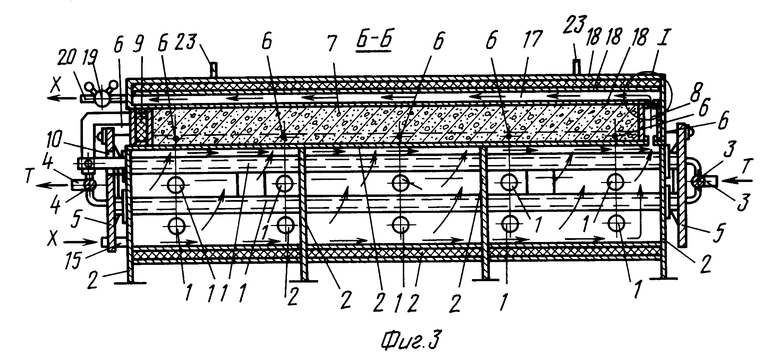
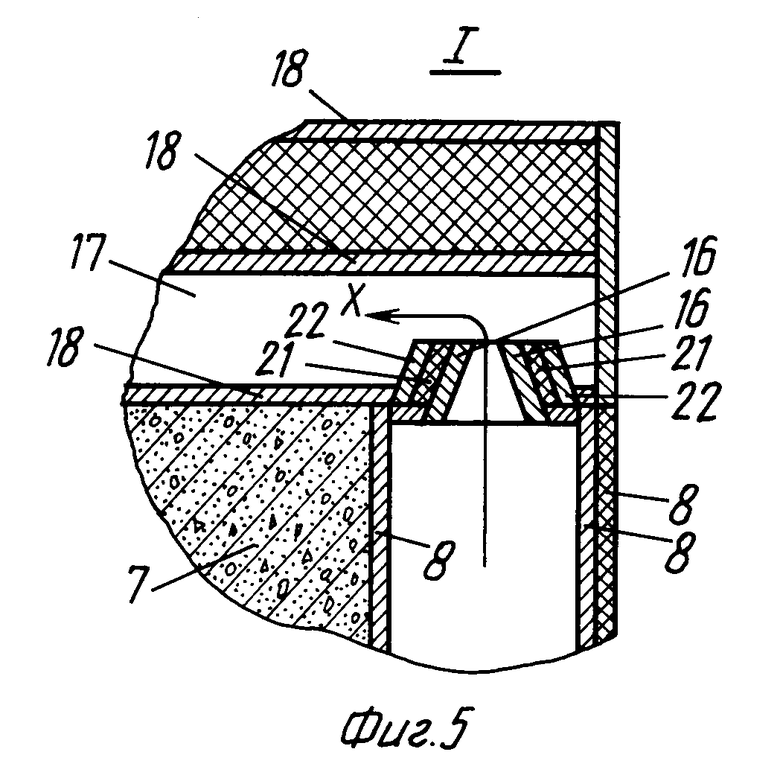
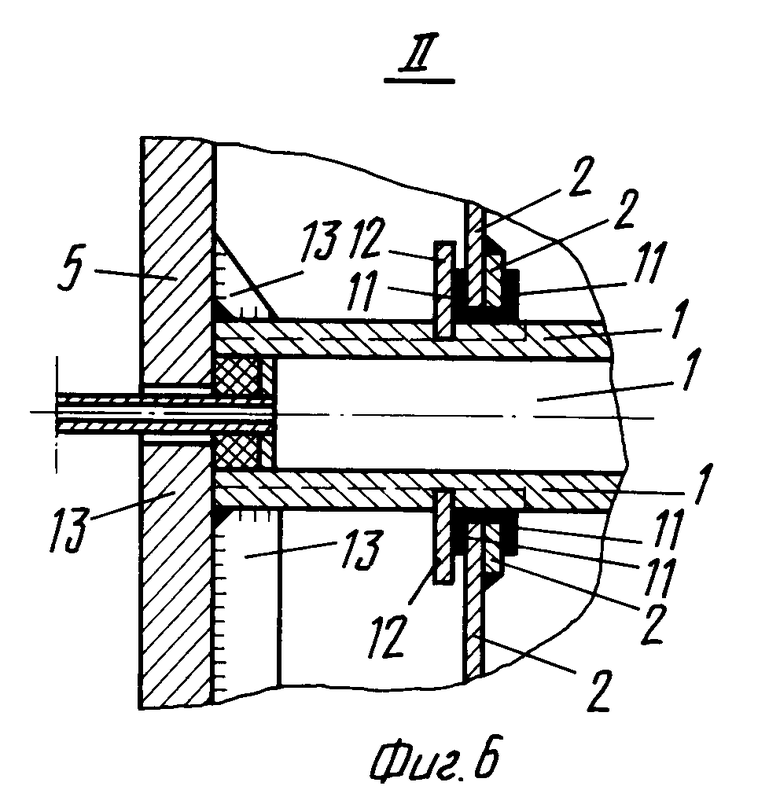
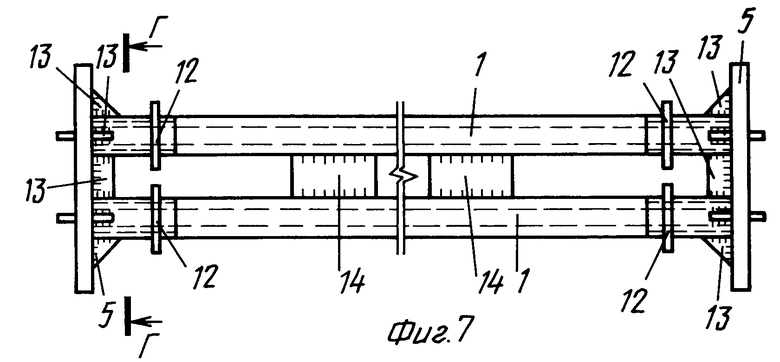
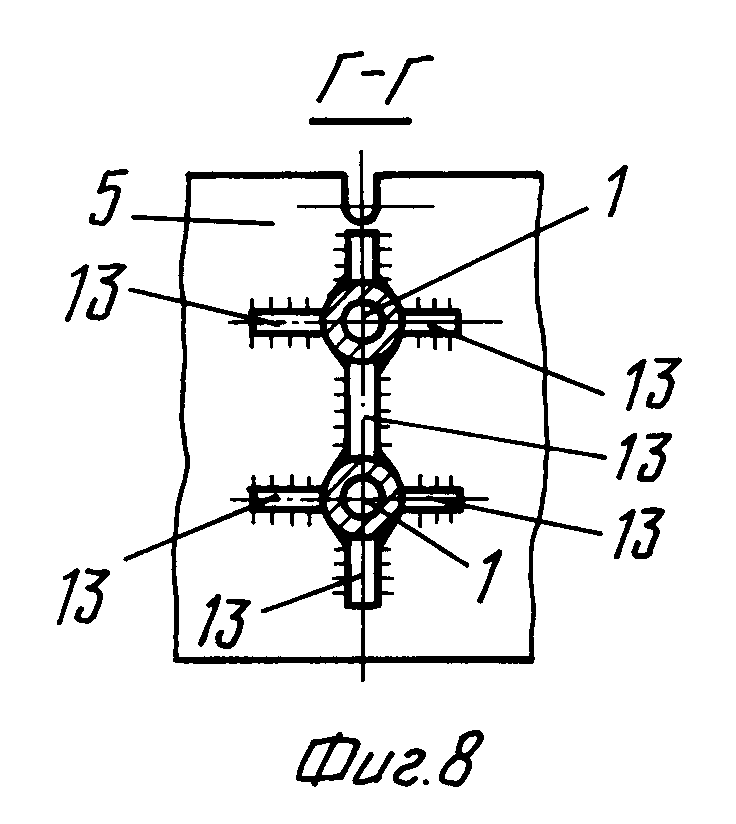
Группа силовых термоотсеков, соединенных с одними и теми же силовыми упорами, образует независимую систему термоотсеков. На термоподдоне 2 установлены неподвижный 8 и подвижные 9 торцевые борта, содержащие пазы для напряженной арматуры 6. Шарнирные замки крепления торцевых бортов 9 соединены с термоподдоном 2 через отверстия 10 в силовых упорах 5 (см. фиг. 2, фиг.3). Для герметизации термоподдона 2 в местах прохождения через его наружные стенки силовых термоотсеков 1, предусмотрены уплотнительные прокладки 11 (см. фиг. 6), изготовленные, например, из поронита, к которым плотно прижимают гайки 12 силовых термоотсеков 1. На фиг. 7 представлен независимый силовой термоотсек 1, устойчивость которого обеспечивается ребрами жесткости 13 и накладками 14. На несущие элементы термоотсека 1, в свободной от термоподдона зоне, одеты гайки 12. В нижней части термоподдон 2 имеет входные патрубки 15 для хладагента X, который проходит через весь термоподдон 2 (см. фиг. 3), выходит через патрубок 16 неподвижного торцевого термоборта 8 и сообщается с термоотсеком 17 крышки 18, имеющей на выходе редуктор 19 с патрубком 20. При этом патрубки 16 выполнены для целей герметизации с термоотсеком 17 крышки 18 конусообразного сечения (см. фиг. 5) с одетыми на них упругими чехлами 21, изготовленными, например, из термостойкой резины. В свою очередь, нижняя стенка термоотсека 17 в местах прохождения патрубков 16 торцевого борта 8 имеет раструб 22, который при установке крышки 18 в проектное положение обеспечивает герметизацию для хладагента.
Крышка 18 имеет монтажные петли 23.
На представленных фигурах не показаны дополнительные детали или прокладки для обеспечения герметизации зазора в местах прохождения арматуры 6 через торцевые борта 9 и 8, замки для крепления крышки 18 к термоподдону 2, а также теплоизоляция трубопроводов и боковых стенок термоподдона 2.
Предлагаемая термоформа для изготовления предварительно напряженных железобетонных изделий работает следующим образом.
Открывают торцевые борта 9 (см. фиг. 1, фиг. 2), смазывают опалубочную поверхность для железобетонного изделия 7, после чего в пазы силовых упоров 5 и торцевого борта 8 плотно устанавливают арматуру 6 с анкерами на концах. Закрывают борта 9 термоформы и включением системы циркуляции нагретого теплоносителя Т начинают натяжение арматуры 6. Для этого входные коллекторы 3 и силовые термоотсеки 1 непрерывно подают теплоноситель с температурой нагрева 250 - 300oC и за счет линейного температурного удлинения термоотсеков 1 производят натяжение арматуры 6 изготавливаемого железобетонного изделия 7. Натяжение арматуры выполняют в течение первых трех минут, причем последние 20-40 с температуру теплоносителя повышают на 10 - 15oC с целью компенсации потерь напряжения в арматуре от релаксации.
Далее укладывают и уплотняют бетон в опалубочную форму изделия 7. Закрывают термоформу крышкой 18 так, чтобы выходные патрубки хладагента X 16 борта 8 зашли в отверстия с раструбом 22 термоотсека 17 к верхней поверхности бетона изделия 7.
Включением системы циркуляции хладагента X начинают тепловую обработку бетона изделия 7. Предварительно разогретый хладагент (воздух) подают через входные патрубки 15 в термоподдон 2, где он, обтекая нагретые силовые термоотсеки 1, получает дополнительное тепло и нагревая одновременно верхнюю стенку термоподдона 2, прогревает бетон изделия 7 снизу. Проходя далее через торцевой борт 8 в термоотсек 7 крышки 18 хладагента X прогревает верхнюю поверхность бетона изделия 7. Редуктором 19 регулируют скорость выхода хладагента из термоформы и тем самым выдерживают конкретный режим тепловой обработки бетона изделия 7.
Тепловую обработку бетона ведут до начала периода остывания режима термообработки бетона при одновременной непрерывной подаче высокотемпературного теплоносителя в силовые термоотсеки 1 для обеспечения заданного предварительного напряжения в арматуре 6. По окончании тепловой обработки бетона (начало периода остывания) подачу нагретого теплоносителя в силовые термоотсеки прекращают и одновременно систему циркуляции теплоносителя T и хладагента X переводят на режим остывания, т.е. в силовые термоотсеки 1 и в термоподдон 2 подают охлажденные как теплоноситель, так и хладагент с целью выдержки по времени периода остывания режима термообработки бетона.
При остывании силовых термоотсеков 1 происходит их укорочение и тем самым осуществляется плавный отпуск сразу всех напряженных арматурных стержней 6 в двух главных плоскостях, т.е. создается плоское напряженное состояние бетона изделия 7. После чего отключают систему циркуляции охлажденного теплоносителя T и хладагента Х, открывают крышку 18 и торцевые борта 9, выполняют обрезку арматуры 6 и готовое предварительно напряженное железобетонное изделие 7 транспортируют на склад.
Использование предлагаемой термоформы для изготовления предварительно напряженных железобетонных изделий в сравнении с прототипом обеспечивает эффективность в следующих направлениях.
1. Простота конструкции предлагаемой термоформы значительно снижает трудоемкость ее изготовления.
2. Увеличивается съем тепла хладагентом X с силовых термоотсеков во время прогрева бетона, что повышает качество выполнения режима его тепловой обработки.
3. Открывается возможность изготовления одного или одновременно нескольких предварительно напряженных железобетонных изделий, как при линейном, так и при плоском напряжении состояния бетона изделия.
4. За счет плоского напряженного состояния бетона изделия повышается его несущая способность, что создает экономию бетона и арматуры.
Изобретение относится к промышленности строительных материалов, в частности к термоформам с крышками для изготовления предварительно напряженных железобетонных изделий. Целью изобретения является расширение технологических возможностей термоформы. Термоформа состоит из крышки, термобортов и термоподдона, содержащих на торцах съемные упоры с пазами для арматуры, и снабженных силовыми и дополнительными термоотсеками, соответственно, для теплоносителя и хладагента, при этом дополнительные термоотсеки расположены с обеих сторон силового термоотсека и сообщаются между собой и с термоотсеком крышки, имеющим на выходе редуктор и выходные патрубки. Новым в предлагаемой термоформе является то, что конструкция формы выполнена из независимых систем взаимно перекрестных силовых термоотсеков, проходящих через термоподдон и снабженных на концах упорами с пазами для напрягаемой арматуры, через которые термоподдон соединен с торцевыми бортами. 8 ил.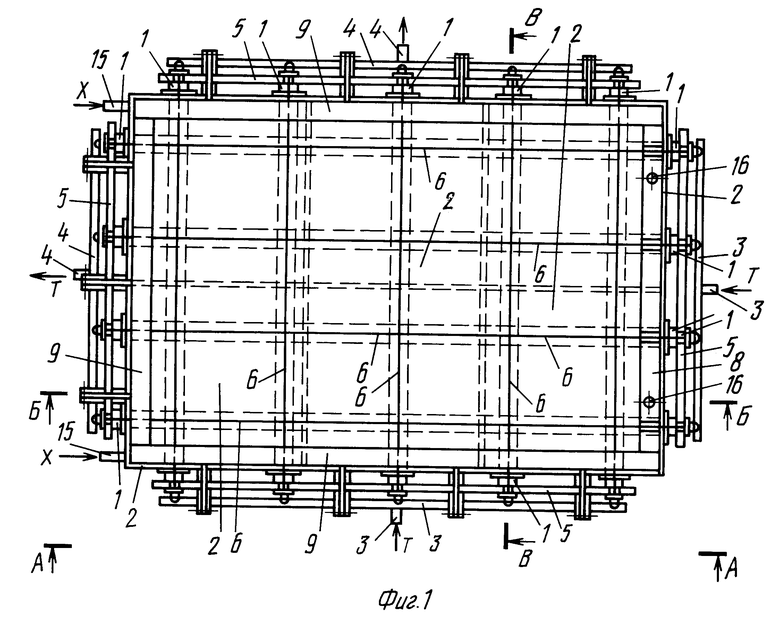
Термоформа для изготовления предварительно напряженных железобетонных изделий, состоящая из крышки, термобортов и термоподдона, содержащих на торцах съемные упоры с пазами для арматуры и снабженных силовыми и дополнительными термоотсеками соответственно для теплоносителя и хладоагента, при этом дополнительные термоотсеки расположены с обеих сторон силового термоотсека и сообщаются между собой и с термоотсеком крышки, имеющим на выходе редуктор и выходные патрубки, отличающаяся тем, что конструкция формы выполнены из независимых систем, взаимно перекрестных силовых термоотсеков, проходящих через термоподдон и снабженных на концах упорами с пазами для напрягаемой арматуры, через которые термоподдон соединен с торцевыми бортами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стальные формы для сборного железобетона./Под ред | |||
| А.А.Фоломеева | |||
| - М.: Стройиздат, 1970, с.119 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, заявка, 93045374/03, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |

