Изобретение относится к промышленности строительных материалов, в частности к термоформам для изготовления сборных железобетонных конструкций каркасных зданий.
Известна «термоформа для изготовления предварительно напряженных железобетонных изделий» - патент RU 2111855 C1, состоящая из независимых систем, взаимно перекрестных силовых термоотсеков, проходящих через термоподдон и снабженных на концах упорами с пазами для напрягаемой арматуры. Однако данная термоформа имеет следующие недостатки - большая трудоемкость изготовления и значительный расход металла.
Наиболее близким по технической сущности является устройство по патенту RU 2396399 C1, кл. E04G 21/12, включающее монтажный участок или силовую форму, на которой расположены два неподвижных силовых упора - первый и второй, и находящийся за вторым подвижный силовой упор, где между вторым неподвижным и подвижным силовыми упорами установлено закрепленное к ним механическое устройство для перемещения подвижного силового упора, максимальный ход которого ограничен электрическим ключником, при этом все силовые упоры содержат пазы, в которых размещены напрягаемые элементы заданной длины с анкерами на концах, закрепленные за первым неподвижным и подвижным силовыми упорами, причем напрягаемые элементы снабжены одетыми на них по длине, между неподвижными силовыми упорами, теплоизоляционными термостойкими съемными кожухами-оболочками, которые содержат внутри замкнутое пространство для нагрева напрягаемых арматурных стержней до заданной температуры T°C=350-400°C.
Недостатком данного устройства является отсутствие возможности создания в одной термоформе предварительно напряженных арматурных стержней с различными уровнями предварительного напряжения и при различных напряженных состояниях - линейном и плоском.
Техническим решением задачи является расширение технологических возможностей термоформы для изготовления предварительно напряженных линейных и плоских сборных железобетонных конструкций каркасных зданий при использовании термического способа натяжения напрягаемой арматуры по патенту RU 2396399 C1.
Задача достигается тем, что в известном устройстве, включающем монтажный участок или силовую форму, на которой расположены два неподвижных силовых упора - первый и второй, и находящийся за вторым подвижный силовой упор, где между вторым неподвижным и подвижным силовыми упорами установлено закрепленное к ним механическое устройство для перемещения подвижного силового упора, максимальный ход которого ограничен электрическим ключником, при этом все силовые упоры содержат пазы, в которых размещены напрягаемые элементы заданной длины с анкерами на концах, закрепленные за первым неподвижным и подвижным силовыми упорами, причем напрягаемые элементы снабжены одетыми на них по длине, между неподвижными силовыми упорами, теплоизоляционными термостойкими съемными кожухами - оболочками, которые содержат внутри замкнутое пространство для нагрева напрягаемых арматурных стержней до заданной температуры T°C=350-400°C.
Согласно изобретению рассматривают два варианта термоформ для изготовления предварительно напряженных сборных железобетонных конструкций каркасных зданий - первый вариант - изготовление линейных конструкций - колонн и ригелей, второй вариант - изготовление плоских одно- и многопролетных, одно- и многоэтажных рам.
При изготовлении линейных предварительно напряженных сборных железобетонных конструкций - колонн и ригелей, термоформа состоит по сечению из предварительно напряженного силового отсека, поверх которого установлен через термоизоляцию независимый термоподдон для железобетонной конструкции с входными и выходными патрубками для циркуляции в нем теплоносителя, при этом по торцам термоформа содержит торцевые неподвижные силовые упоры, первый и второй, закрепленные к торцам силового отсека, где за вторым силовым упором установлен на площадке торцевой подвижный силовой упор и между ними силовой механизм перемещения подвижного силового упора, причем неподвижные силовые упоры - первый и второй имеют пазы для напрягаемой арматуры в трех уровнях по высоте упора, где первый уровень расположен в верхней части, второй - в средней части и третий - в нижней части упора, на самом низу силового отсека, а в подвижном силовом упоре пазы для напрягаемой арматуры расположены только в двух уровнях - в верхнем и среднем, причем эти уровни расположены выше уровня термоподдона и служат для изготовления преднапряженных железобетонных конструкций каркасных зданий, а пазы нижнего уровня предназначены для расположения в них напрягаемой арматуры силового отсека и создания в нем предварительного напряжения, при этом для изготовления линейных предварительно напряженных железобетонных конструкций каркасных зданий - колонн - все силовые упоры, неподвижные и подвижный, выполнены постоянного по ширине и по высоте сечения, а для изготовления линейных железобетонных конструкций - ригелей, в которых для создания в одной термоформе напрягаемых стержней с различными уровнями предварительного напряжения, все силовые упоры выполнены переменного по высоте сечения, где меньшее по толщине сечение находится в пазах верхнего уровня силовых упоров, где располагают напрягаемую арматуру сжатой зоны ригеля, а большее по толщине сечение имеет место в пазах среднего и нижнего уровней силовых упоров, где размещены, соответственно, напрягаемые арматурные стержни растянутой зоны ригеля и силового отсека.
Для второго варианта изготовления предварительно напряженных сборных железобетонных конструкций каркасных зданий - плоских одно- и многопролетных, одно- и многоэтажных рам, термоформа состоит из взаимно перпендикулярных линейных термоформ - колонн и ригелей, соединенных в жестких узлах пересечения и образующих в горизонтальной плоскости одно- и многопролетные рамы, колонны и ригели данных рам расположены в термоформе в повернутом на 90° положении, так как вертикальные плоские рамы изготавливают в горизонтальном состоянии, причем для изготовления колонн плоских рам силовые упоры термоформы, неподвижные и подвижный, имеют постоянное сечение по высоте и по ширине упора, а для изготовления ригелей плоских рам силовые упоры имеют переменную по ширине толщину сечения, где меньшая толщина расположена по вертикали в области напрягаемой арматуры сжатой зоны ригеля, а большая толщина по вертикали - в области напрягаемой арматуры растянутой зоны ригеля, а сечение неподвижных силовых упоров в нижнем уровне силового отсека имеет постоянное сечение по ширине и высоте, причем для изготовления угловых и T-образных элементов рам термоформа содержит дополнительно вкладыши, устанавливаемые в необходимых сечениях ригелей и колонн.
Сопоставимый анализ заявляемого устройства с прототипом показывает, что термоформа для изготовления предварительно напряженных сборных железобетонных конструкций каркасных зданий в двух вариантах - изготовление линейных конструкций - колонн и ригелей - первый вариант, и изготовление плоских одно- и многопролетных, одно- и многоэтажных рам - второй вариант, где для первого варианта термоформа состоит по сечению из предварительно напряженного силового отсека, поверх которого установлен через термоизоляцию независимый термоподдон для железобетонной конструкции с входными и выходными патрубками для циркуляции в нем теплоносителя, при этом по торцам термоформа содержит торцевые неподвижные силовые упоры, первый и второй, закрепленные к торцам силового отсека, где за вторым силовым упором установлен на площадке торцевой подвижный силовой упор и между ними силовой механизм перемещения подвижного силового упора, причем неподвижные силовые упоры - первый и второй имеют пазы для напрягаемой арматуры в трех уровнях по высоте упора, где первый уровень расположен в верхней части, второй - в средней части и третий - в нижней части упора, на самом низу силового отсека, а в подвижном силовом упоре пазы для напрягаемой арматуры расположены только в двух уровнях - в верхнем и среднем, причем эти уровни расположены выше уровня термоподдона и служат для изготовления преднапряженных железобетонных конструкций каркасных зданий, а пазы нижнего уровня предназначены для расположения в них напрягаемой арматуры силового отсека и создания в нем предварительного напряжения, при этом для изготовления линейных предварительно напряженных железобетонных конструкций каркасных зданий - колонн - все силовые упоры, неподвижные и подвижный, выполнены постоянного по ширине и по высоте сечения, а для изготовления линейных железобетонных конструкций - ригелей, в которых для создания в одной термоформе напрягаемых стержней с различными уровнями предварительного напряжения, все силовые упоры выполнены переменного по высоте сечения, где меньшее по толщине сечение находится в пазах верхнего уровня силовых упоров, где располагают напрягаемую арматуру сжатой зоны ригеля, а большее по толщине сечение имеет место в пазах среднего и нижнего уровней силовых упоров, где размещены, соответственно, напрягаемые арматурные стержни растянутой зоны ригеля и силового отсека.
Для второго варианта изготовления предварительно напряженных сборных железобетонных конструкций каркасных зданий - плоских одно- и многопролетных, одно- и многоэтажных рам, термоформа состоит из взаимно перпендикулярных линейных термоформ - колонн и ригелей, соединенных в жестких узлах пересечения и образующих в горизонтальной плоскости одно- и многопролетные, одно- и многоэтажные плоские рамы, при этом колонны и ригели данных рам расположены в термоформе в повернутом на 90° положении, так как вертикальные плоские рамы изготавливают в горизонтальном состоянии, причем для изготовления колонн плоских рам силовые упоры термоформы, неподвижные и подвижный, имеют постоянное сечение по высоте и по ширине упора, а для изготовления ригелей плоских рам силовые упоры имеют переменную по ширине толщину сечения, где меньшая толщина расположена по вертикали в области напрягаемой арматуры сжатой зоны ригеля, а большая толщина по вертикали - в области напрягаемой арматуры растянутой зоны ригеля, а сечение неподвижных силовых упоров в нижнем уровне силового отсека имеет постоянное сечение по ширине и высоте, причем для изготовления угловых и T-образных элементов рам термоформа содержит дополнительно вкладыши, устанавливаемые в необходимых сечениях ригелей и колонн.
Таким образом, заявляемое устройство - термоформа для изготовления линейных и плоских предварительно напряженных сборных железобетонных конструкций каркасных зданий соответствует критерию «новизна».
По данным патентной и научно-технической литературы не обнаружено аналогичного предложения, что позволяет судить об изобретательском уровне заявляемой совокупности признаков.
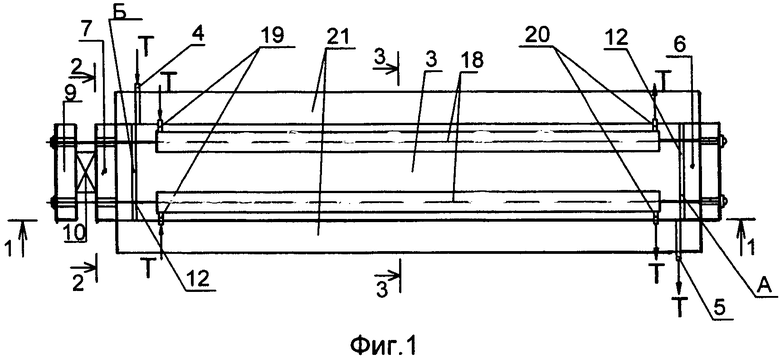
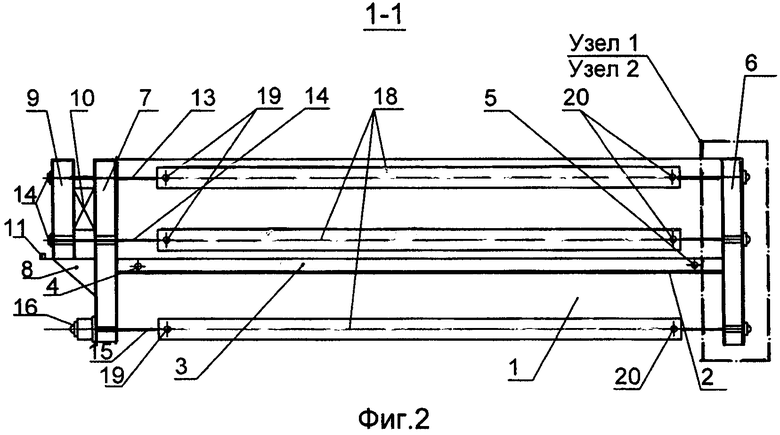
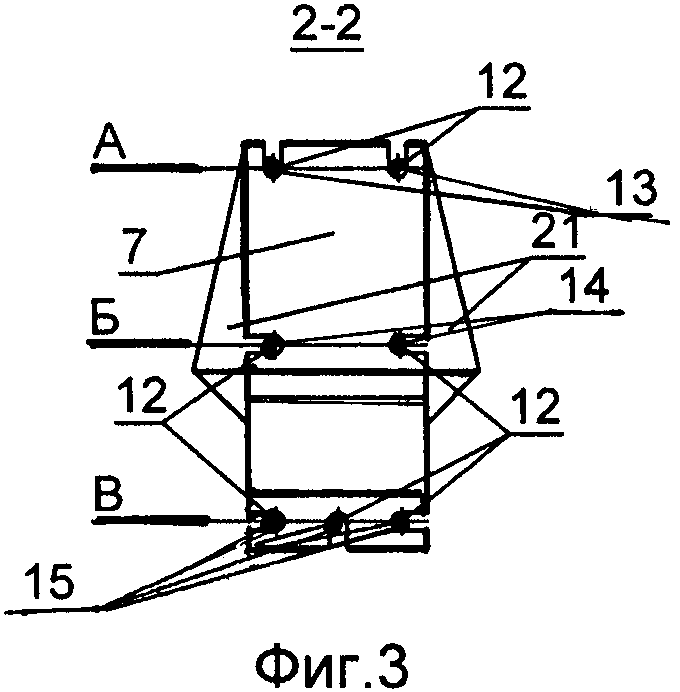
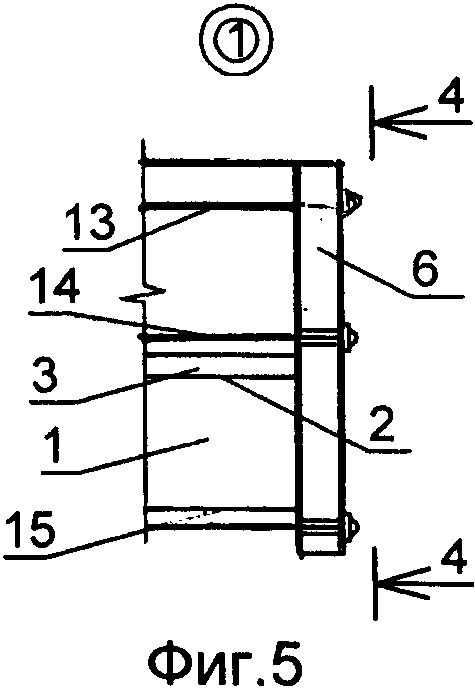
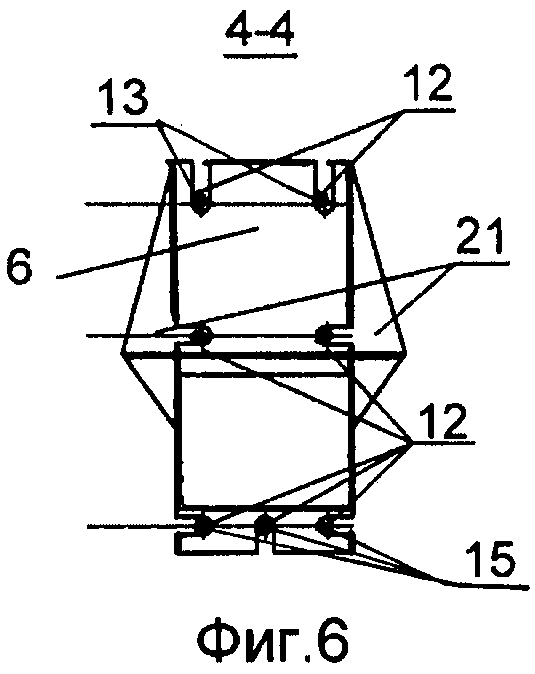
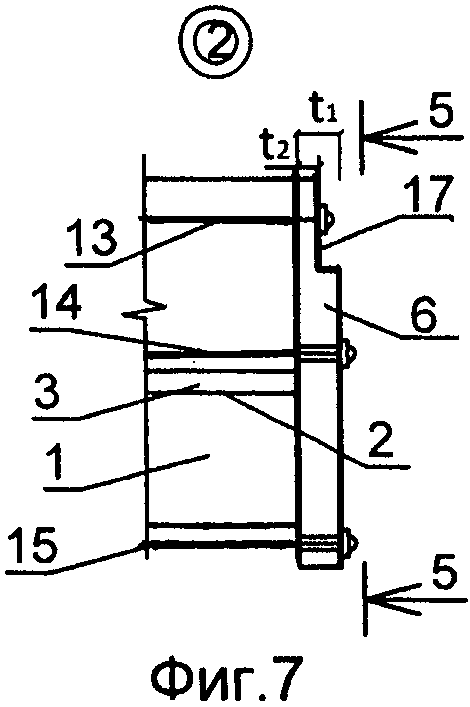
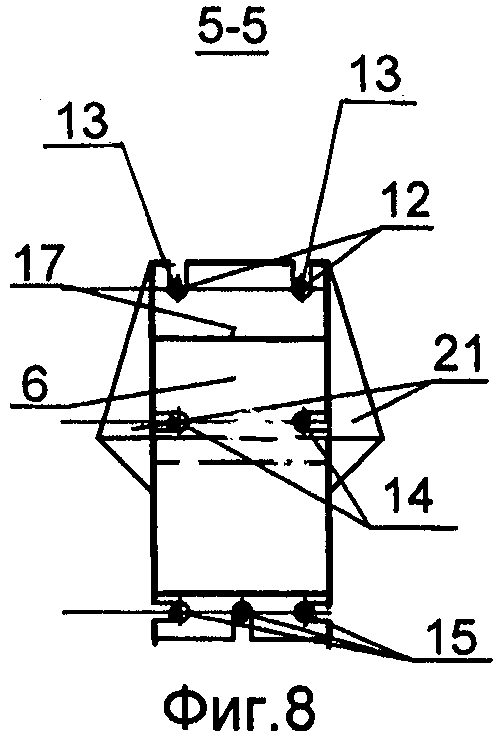
Сущность изобретения поясняется чертежами (см. фиг.1÷13), где на фиг.1 представлен план термоформы для изготовления предварительно напряженных линейных конструкций каркасных зданий - колонн и ригелей, на фиг.2-4 - соответственно разрезы 1-1, 2-2, 3-3. На фиг.2 показаны узлы 1 и 2, предусмотренные для изготовления, соответственно, линейных предварительно напряженных железобетонных конструкций каркасных зданий - колонн и ригелей. На фиг.5 - узел 1 с сечением 4-4 (фиг.6), на фиг.7 - узел 2 с сечением 5-5 (фиг.8).
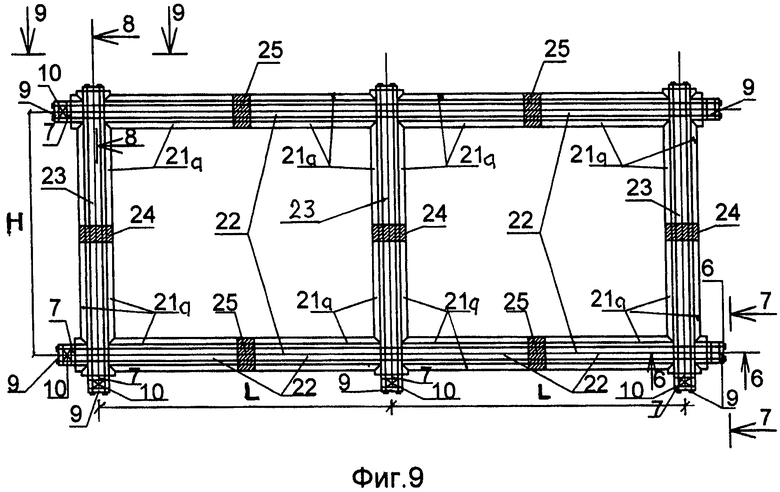
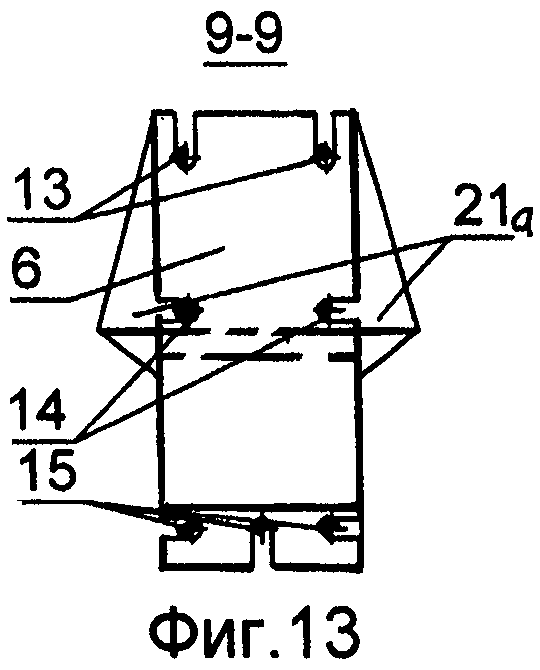
На фиг.9 представлена в плане - в горизонтальном положении термоформа для изготовления, например, двухпролетной одноэтажной рамы - два пролета L и высота H, где на фиг.10-13 - соответственно сечения 6-6, 7-7, 8-8, 9-9.
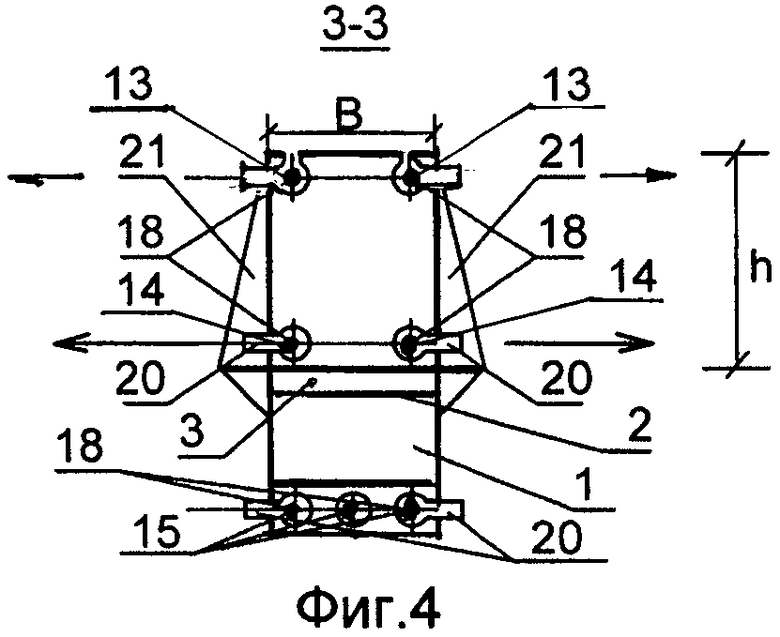
Термоформа для изготовления линейных предварительно напряженных железобетонных конструкций колонн и ригелей содержит: 1 - предварительно напряженный силовой элемент, расположенный в нижней части термоформы и предназначенный для восприятия усилий от рабочей напрягаемой арматуры изготавливаемых изделий - колонн и ригелей. Поверх силового элемента 1 через термоизоляцию 2 установлен независимый термоподдон 3 с входными 4 и выходными 5 патрубками для циркуляции в нем теплоносителя - T. По торцам термоформа имеет торцевые неподвижные силовые упоры, первый - 6 и второй - 7, где за вторым упором 7 установлен на площадке 8 торцевой подвижный силовой упор 9 и между ними силовой механизм 10 для перемещения подвижного силового упора 9, максимальный ход которого ограничен электрическим ключником 11. При этом неподвижные силовые упоры 6 и 7 имеют по высоте пазы 12 для напрягаемой арматуры в трех уровнях (см. фиг.3) - в верхнем А, в среднем - Б и в нижнем - В. При этом в подвижном силовом упоре 9 пазы 12 расположены только в двух уровнях пазов - в верхнем - А и в среднем Б, которые предназначены для напрягаемой арматуры 13 и 14 (см. фиг.2) изготавливаемых изделий. Пазы 12 в нижнем уровне В предусмотрены для расположения в них напрягаемой арматуры 15 и создания предварительно напряженного силового отсека 1 с помощью силовой гайки 16. На фиг.2 представлены два узла - узел 1 для изготовления предварительно напряженных железобетонных колонн каркасных зданий, и узел 2 для производства предварительно напряженных железобетонных конструкций ригелей каркасных зданий. При этом для изготовления предварительно напряженных железобетонных колонн силовые упоры 6, 7, 9 выполнены постоянного по ширине и высоте сечения (см. фиг.5, фиг.6), а для изготовления предварительно напряженных ригелей, все силовые упоры 6, 7, 9 имеют переменное по высоте сечение, где меньшее по толщине сечение 17 находится в пазах верхнего уровня - А для расположения напрягаемой арматуры 13 верхней сжатой зоны ригеля. Большее по толщине сечение силовых упоров имеет место в пазах среднего - Б и нижнего - В уровней, где размещены, соответственно, напрягаемые арматурные стержни 14 растянутой зоны ригеля и 15 силового отсека. Для создания в арматурных стержнях 13, 14, 15 предварительного напряжения на них одеты теплоизоляционные термостойкие кожухи - оболочки 18 с входными 19 и выходными 20 патрубками для циркуляции в них высокотемпературного теплоносителя с температурой нагрева T°C=350-400°C.
Для изготовления предварительно напряженных железобетонных колонн и ригелей размерами сечений шириной B и высотой h (см. фиг.4) предусмотрены боковые продольные съемные опалубочные борта 21.
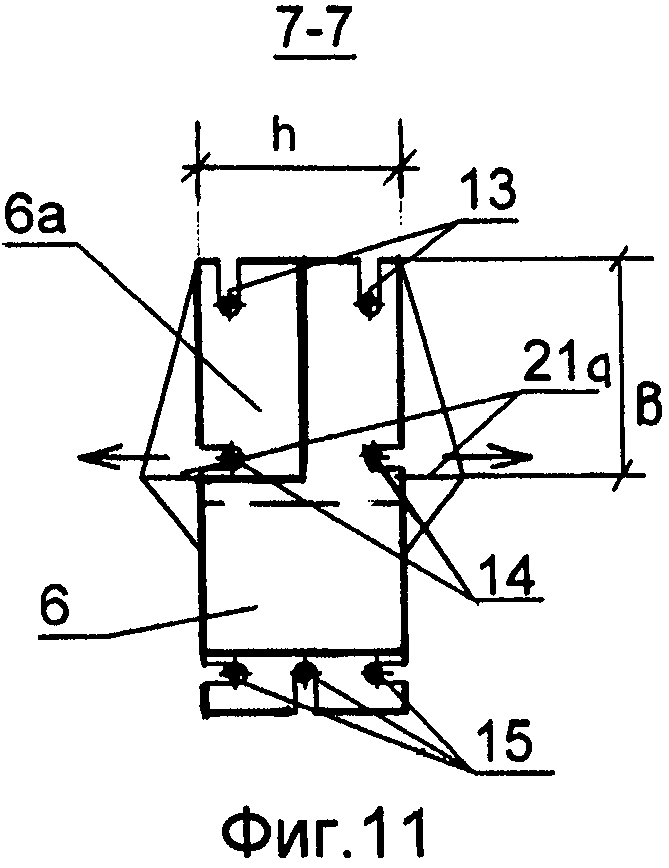
Плоская предварительно напряженная железобетонная конструкция каркасных зданий, например, двухпролетная (2L) одноэтажная (высотой H) рама представлена в плане на фиг.9, состоит из взаимно перпендикулярных линейных термоформ - ригелей 22 и колонн 23 сечениями высотой B и шириной h (см. фиг.11).
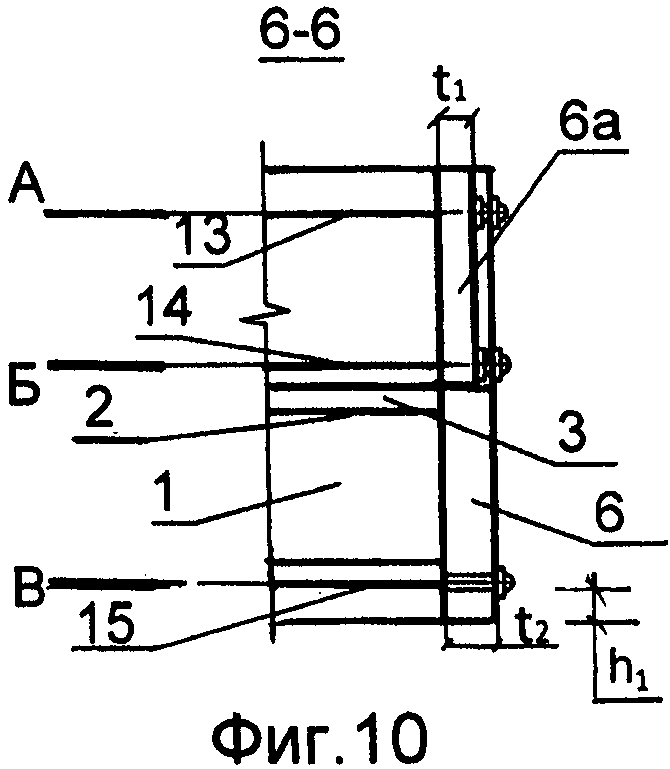
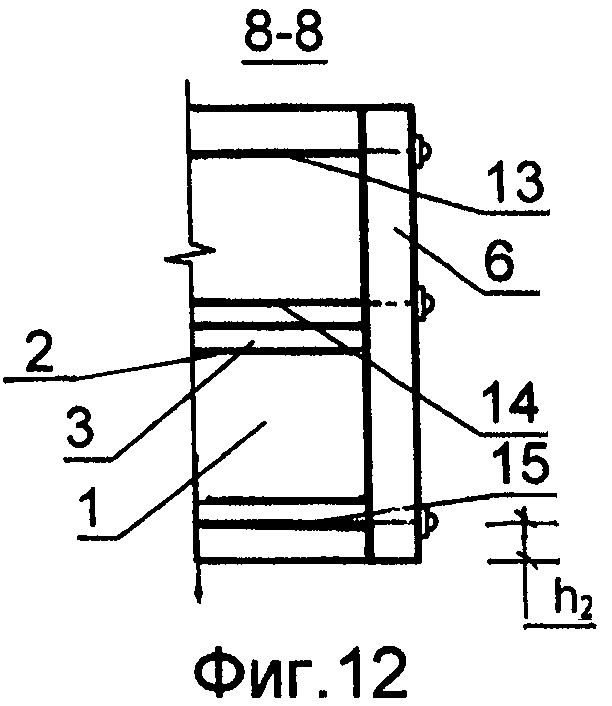
Так как вертикальные плоские рамы изготавливают в горизонтальном положении, то колонны и ригели расположены в термоформе в повернутом на 90° положении. При этом все силовые упоры ригелей 6, 7 и 9 имеют переменную по ширине толщину сечения, где меньшая толщина сечения 6a (см. фиг.10, фиг.11) в пределах уровней прорезей А и Б расположена по вертикали в области напрягаемой арматуры сжатой зоны ригеля (ригель повернут на 90°), а большая толщина сечения силовых упоров 6, 7, 9 постоянна в пределах уровней прорезей - А, Б, В. При изготовлении предварительно напряженных железобетонных колонн 23 плоской рамы (см. фиг.9, фиг.12, фиг.13) силовые упоры 6, 7, 9 имеют постоянное сечение по высоте и по ширине. Для изготовления угловых и T-образных элементов изготавливаемых рам термоформа содержит дополнительно вкладыши для колонн 24 и для ригелей 25, устанавливаемые в необходимых сечениях.
Термоформа для изготовления линейных и плоских предварительно напряженных сборных железобетонных конструкций каркасных зданий работает следующим образом (см. фиг.1÷фиг.13).
На первом этапе собирают термоформу для изготовления линейных предварительно напряженных железобетонных конструкций - колонн и ригелей, где на силовой элемент 1, состоящий, например, из соединенных между собой взаимно перпендикулярных силовых балок двутавровых или коробчатого сечения, устанавливают через термоизоляцию 2 независимый термоподдон 3 с входными 4 и выходными 5 патрубками для циркуляции теплоносителя.
Необходимость термоподдона 3 - для целей опалубки и тепловой обработки бетона, его независимость выражается отсутствием связи с силовым элементом 1, чтобы не воспринимать с ним усилия и деформации от предварительного напряжения рабочей арматуры изготавливаемого железобетонного изделия.
По поперечным торцам силового элемента 1 жестко крепят неподвижные силовые упоры, первый - 6 и второй - 7. Далее устанавливают со стороны второго силового упора 7, на площадку 8, подвижный силовой упор 9. Между силовыми упорами 7 и 9 ставят силовой механизм 10, максимальный ход которого ограничен электрическим ключником 11. При этом для изготовления линейных предварительно напряженных железобетонных конструкций - колонн все силовые упоры 6, 7, 9 выполнены постоянного по ширине и высоте сечения. Далее в пазы 12 данных силовых упоров устанавливают напрягаемую арматуру 13, 14, 15 с заранее установленными на них термостойкими кожухами-оболочками 18 (см. фиг.1, фиг.2, фиг.4) с полной герметизацией. Первоначально создают предварительное напряжение в напрягаемой арматуре 15 для создания предварительно напряженного силового отсека 1. Небольшим начальным усилием подтягивают арматурные стержни 13, 14, 15 включением силового механизма 10 и подтягиванием силовой гайки 16. В первую очередь создают предварительное напряжение силового отсека 1 с целью компенсации в процессе эксплуатации изгибающего момента от деформации термоформы при предварительном напряжении рабочей арматуры 13, 14 изготавливаемых железобетонных изделий - колонн и ригелей. Для этих целей к входным 19 и выходным 20 патрубкам кожухов-оболочек 18 для напрягаемой арматуры 15, подсоединяют трубопроводную систему циркуляции высокотемпературного теплоносителя Т, с помощью которого и нагревают арматуру 15 до температуры T°C=350-400°C. Вместе с нагревом арматуры 15, одновременно подтягивают ее с помощью силовой гайки 16 (см. фиг.2), фиксируя тем самым постоянный прирост температурных деформаций данной арматуры. Когда температура нагрева арматуры 15 достигнет своего максимума T°C=350-400°C, подтягивание ее силовой гайкой 16 прекращают. Одновременно отключают систему нагрева теплоносителя - T. Полная величина температурного удлинения арматуры 15 соответствует удлинению заданного предварительного напряжения. После этого в систему циркуляции теплоносителя - T подают холодный теплоноситель, охлаждающий напрягаемую арматуру 15 до нормальной температуры, обеспечивая в ней заданное предварительное напряжение. Время натяжения арматуры 15 составляет 5-7 минут. После натяжения напрягаемой арматуры 15, кожухи-оболочки 18 снимают с термоформы. Следует отметить, что напрягаемую арматуру 15, усиливающую силовой отсек 1, сохраняют для многократного использования термоформы. Далее выполняют натяжение напрягаемой рабочей арматуры 13, 14 изготавливаемых железобетонных колонн, для чего в кожухи - оболочки 18 данных напрягаемых стержней через входные и выходные патрубки 19 и 20 пропускают высокотемпературный теплоноситель - T с температурой нагрева T°C=350-400°C, нагревающий напрягаемую арматуру 13, 14. Одновременно с нагревом арматуры 13, 14 включают силовой механизм 10, перемещающий подвижный силовой упор 9. Когда температура арматуры 13, 14 достигнет T°C=350-400°C, подвижный силовой упор 9 дойдет до электрического ключника 11 (см. фиг.2), который и отключает силовой механизм 10 и систему нагрева теплоносителя Т. Перемещения подвижного силового упора 9 соответствуют величине удлинения заданного предварительного напряжения. После этого фиксируют подвижный силовой упор 9, и он становится неподвижным. Далее в кожухи - оболочки 18 напрягаемой арматуры 13, 14 подают холодный теплоноситель, охлаждающий арматуру 13, 14 до нормальной температуры и создающий в ней заданное предварительное напряжение. Время натяжения 5-7 минут. После этого кожухи - оболочки 18 снимают с напрягаемой арматуры 13, 14. На поддон 3 термоформы ставят поперечную опалубку А и Б (см. фиг.1) и продольные боковые съемные опалубочные борта 21. После чего выполняют бетонирование железобетонных колонн бетоном требуемого класса прочности и дальнейшее его уплотнение. Тепловую обработку бетона производят путем подсоединения к входным и выходным патрубкам 4 и 5 термоподдона 3 системы циркуляции теплоносителя и пропускают через данные патрубки теплоноситель с температурой нагрева T°C=70-100°C согласно заданному режиму термообработки бетона. После набора бетоном требуемой прочности снимают всю опалубку и выполняют передачу усилий натяжения напряженной арматуры 13, 14 на бетон путем обрезки ее на свободных участках или с помощью силового механизма 10. После этого выполняют распалубку термоформы и готовую предварительно напряженную железобетонную колонну используют по назначению.
При изготовлении линейных предварительно напряженных железобетонных конструкций каркасных зданий - ригелей, все технологические операции в термоформе - натяжение напрягаемой арматуры 13, 14, 15, бетонирование, отпуск напряженной арматуры на бетон и распалубка, те же самые, что и для изготовления линейных преднапряженных конструкций колонн, только изначально вместо силовых упоров 6, 7, 9 постоянного по ширине и высоте сечения используют силовые упоры 6, 7, 9 переменного по высоте сечения, где меньшая толщина сечения 17 (см. фиг.2, фиг.7, фиг.8) находится в верху сечения упоров в уровне верхнего уровня прорезей - А - в уровне напрягаемой арматуры сжатой зоны ригеля, где величина предварительного напряжения ориентировочно принимается - σsp=(0,2÷0,5)Rsn. В уровне растянутой зоны ригеля σsp=(0,5-÷0,7)Rsn. Здесь уменьшение части сечения силовых упоров 6, 7, 9 позволяет получать в одной термоформе напрягаемые арматурные стержни с различными уровнями предварительного напряжения при одной и той же исходной длине и одной и той же температуры нагрева для натяжения. Δ=t1-t2 (см. фиг.7) есть разность деформаций напряженной арматуры растянутой и сжатой зон при их заданном предварительном напряжении.
На втором этапе собирают термоформу для изготовления плоских предварительно напряженных одно- и многопролетных, одно- и многоэтажных рам каркасных зданий, где первоначально собирают плоскую термоформу для конкретной двухпролетной рамы, состоящей из взаимно перпендикулярных линейных термоформ ригелей 22 и колонн 23 (см. фиг.9), жестко соединенных в узлах путем, например, сварки между собой силовых отсеков 1 (см. фиг.10, фиг.11, фиг.12, фиг.13). При этом предварительно напряженные силовые отсеки 1 термоформ для рам выполняют аналогично отдельным термоформам колонн и ригелей, только горизонтальные уровни напрягаемой арматуры 15 силовых отсеков будут различны по высоте сечений ригелей - h1 (см. фиг.10) и колонн - h2 (см. фиг.12), чтобы они не пересекались в узлах рам, т.е. h1>h2 на величину диаметра арматуры.
Затем собирают в термоформе рамы линейные термоформы ригелей 22 сечением ширина h и высота в (см. фиг.10, фиг.11), в которых силовые упоры 6, 7, 9 выполнены переменными по ширине сечения, где меньшая толщина сечения 24 расположена по вертикали в уровнях прорезей А и Б. Подобное изменение сечений силовых упоров 6, 7, 9 связано с тем, что вертикальные рамы изготавливают в горизонтальном положении.
Далее собирают в термоформе рамы линейные термоформы колонн 23, у которых силовые упоры 6, 7, 9 имеют постоянное сечение по ширине и по высоте.
Следует отметить, что прорези в силовых упорах 6, 7 в уровнях А и Б для напрягаемой арматуры 13, 14 смещены между собой по вертикали на величину диаметра арматуры, чтобы данные напрягаемые стержни 14 и 15 не пересекались в узлах пересечения рам.
В прорези 12 силовых упоров 6, 7, 9 в уровнях А, Б, В устанавливают напрягаемую арматуру 13, 14, 15 с анкерами на концах и с заранее одетыми на них герметичными кожухами-оболочками. Длину арматуры ригеля принимают сразу на два пролета рамы L. Все остальные технологические процессы изготовления плоских рам - натяжение напрягаемой арматуры 13, 14, 15, бетонирование рамы, отпуск напряженной арматуры на бетон и распалубка, те же самые, что и для изготовления линейных предварительно напряженных конструкций колонн и ригелей. Следует отметить, что в узлах пересечения предварительно напряженных рам, железобетон находится в плоском напряженном состоянии, что повышает жесткость и несущую способность узла до 10%. При этом в качестве опалубки для элементов рам используют угловые опалубочные элементы 21a Съем готовой предварительно напряженной рамы из термоформы выполняют с помощью монтажных петель, установленных в торцах колонн, и линейной траверсы.
Термоформа для изготовления линейных и плоских предварительно напряженных сборных железобетонных конструкций каркасных зданий позволяет изготавливать:
а) линейные предварительно напряженные конструкции - колонны и ригели, причем в термоформе для изготовления ригелей возможно использование напрягаемой арматуры с разными уровнями напряжений за счет применения силовых упоров различной толщины по высоте сечения;
б) сборные предварительно напряженные железобетонные одно- и многопролетные, одно- и многоэтажные плоские рамы в горизонтальном положении, где для изготовления ригелей рам в термоформе используют силовые упоры с разной толщиной по ширине сечения.
Использование подобных рам значительно снижает время монтажа здания, повышает жесткость и трещиностойкость как элементов, так и самих рам. Кроме того, применение предварительного напряжения в рамах позволяет использовать высокопрочные виды, как арматурной стали, так и бетона, что позволяет уменьшить размеры поперечного сечения элементов рам и получить экономию бетона и арматуры.
Изобретение относится к термоформам для изготовления сборных железобетонных конструкций каркасных зданий. Первый вариант - термоформа для изготовления линейных предварительно напряженных железобетонных конструкций каркасных зданий - колонн и ригелей, которая по сечению состоит из предварительно напряженного силового отсека, поверх которого установлен через термоизоляцию независимый термоподдон с входными и выходными патрубками для опалубки и тепловой обработки бетона изготавливаемых изделий. По торцам термоформа содержит неподвижные силовые упоры, первый и второй, закрепленные к торцам силового упора, где за вторым силовым упором установлен на площадке подвижный силовой упор и между ними силовой механизм перемещения подвижного силового упора. Неподвижные силовые упоры, первый и второй, имеют пазы для напрягаемой арматуры в трех уровнях по высоте упора, где первый уровень расположен в верхней части, второй - в средней части и третий - в нижней части упоров, на самом низу силового отсека. B подвижном силовом упоре пазы для напрягаемой арматуры расположены только в двух уровнях - в верхнем и в среднем, эти уровни размещены выше уровня термоподдона и служат для изготовления преднапряженных железобетонных конструкций каркасных зданий, а пазы нижнего уровня предназначены для расположения в них напрягаемой арматуры силового отсека и создания в нем предварительного напряжения. Для изготовления линейных предварительно напряженных железобетонных конструкций каркасных зданий - колонн все силовые упоры, неподвижные и подвижный, выполнены постоянного по ширине и по высоте сечения. Для изготовления линейных железобетонных конструкций - ригелей, в которых для создания в одной термоформе напрягаемых стержней с различными уровнями предварительного напряжения, все силовые упоры выполнены переменного по высоте сечения, где меньшее по толщине сечение находится в пазах верхнего уровня силовых упоров, где располагают напрягаемую арматуру сжатой зоны ригеля, а большее по толщине сечение имеет место в пазах среднего уровня силовых упоров, где размещены, соответственно, напрягаемые арматурные стержни растянутой зоны ригеля и силового отсека. При втором варианте термоформа предназначена для изготовления плоских предварительно напряженных сборных железобетонных конструкций каркасных зданий - плоских рам, где термоформа состоит из взаимно перпендикулярных линейных термоформ - колонн и ригелей, соединенных в жестких узлах пересечения и образующих в горизонтальной плоскости одно- и многопролетные, одно- и многоэтажные плоские рамы. Колонны и ригели данных рам расположены в термоформе в повернутом на 90° положении, так как вертикальные плоские рамы изготавливают в горизонтальном состоянии. Для изготовления колонн плоских рам силовые упоры термоформы, неподвижные и подвижный, имеют постоянное сечение по высоте и ширине упора. Для изготовления ригелей плоских рам силовые упоры содержат переменную по ширине толщину сечения, где меньшая толщина расположена по вертикали в области напрягаемой арматуры сжатой зоны ригеля, повернутого на 90°, а большая толщина по вертикали - в области напрягаемой арматуры растянутой зоны ригеля, а сечения неподвижных силовых упоров в нижнем уровне силового отсека имеют постоянное сечение по ширине и высоте. Для изготовления угловых и T-образных элементов рам термоформа содержит дополнительно вкладыши, устанавливаемые в необходимых сечениях ригелей и колонн. 2 н.п. ф-лы, 13 ил.
1. Термоформа для изготовления линейных предварительно напряженных сборных железобетонных конструкций каркасных зданий - колонн и ригелей, включающая силовую форму, на которой расположены два неподвижных силовых упора - первый и второй, и находящийся за вторым подвижный силовой упор, где между вторым неподвижным и подвижным силовыми упорами установлено механическое устройство для перемещения подвижного силового упора, максимальный ход которого ограничен электрическим ключником, все силовые упоры содержат пазы, в которых размещены напрягаемые арматурные стержни заданной длины с анкерами на концах, закрепленные за первым неподвижным и подвижным силовыми упорами, причем напрягаемые арматурные стержни снабжены одетыми на них по длине, между неподвижными силовыми упорами, теплоизоляционными термостойкими съемными кожухами-оболочками, которые содержат внутри замкнутое пространство для нагрева напрягаемых арматурных стержней до заданной температуры Т°C=3 50-400°C, отличающаяся тем, что термоформа состоит по сечению из предварительно напряженного силового отсека, поверх которого установлен через термоизоляцию термоподдон с входными и выходными патрубками, необходимый для бетонирования и тепловой обработки изготавливаемых железобетонных изделий, при этом по торцам термоформа содержит закрепленные неподвижные силовые упоры - первый и второй, где за вторым силовым упором установлен на площадке подвижный силовой упор и между ними силовой механизм перемещения подвижного силового упора, причем неподвижные упоры - первый и второй имеют пазы для напрягаемых арматурных стержней изготавливаемого железобетонного изделия в трех уровнях по высоте упора, где первый уровень расположен в верхней части упора - в уровне верхней сжатой арматуры изготавливаемого изделия, второй - в средней части упора - в уровне нижней растянутой арматуры железобетонного изделия и в нижней части упоров - на самом низу силового отсека, а в подвижном силовом упоре пазы для напрягаемой арматуры расположены только в двух уровнях - в верхнем и в среднем, причем эти уровни размещены выше уровня термоизоляции и служат для изготовления преднапряженных железобетонных конструкций каркасных зданий, а пазы нижнего уровня предназначены для расположения в них напрягаемой арматуры силового отсека и создания в нем предварительного напряжения, при этом для изготовления линейных предварительно напряженных железобетонных конструкций каркасных зданий - колонн все силовые упоры, неподвижные и подвижный, выполнены постоянного по ширине и по высоте сечения, а для изготовления линейных железобетонных конструкций - ригелей, в которых для создания в одной термоформе напрягаемых стержней с различными уровнями предварительного напряжения, все силовые упоры выполнены переменного по высоте сечения, где меньшее по толщине сечение находится в пазах верхнего уровня силовых упоров, где располагают напрягаемую арматуру сжатой зоны ригеля, а большее по толщине сечение имеет место в пазах среднего и нижнего уровней силовых упоров, где размещены, соответственно, напрягаемые арматурные стержни растянутой зоны ригеля и силового отсека.
2. Термоформа для изготовления плоских предварительно напряженных сборных железобетонных конструкций каркасных зданий - плоских одно- и многопролетных, одно- и многоэтажных рам, включающая силовую форму, на которой расположены два неподвижных силовых упора - первый и второй, и находящийся за вторым подвижный силовой упор, где между вторым неподвижным и подвижным силовыми упорами установлено механическое устройство для перемещения подвижного силового упора, максимальный ход которого ограничен электрическим ключником, при этом все силовые упоры содержат пазы, в которых размещены напрягаемые арматурные стержни заданной длины с анкерами на концах, закрепленные за первым неподвижным силовым упором, причем напрягаемые арматурные стержни снабжены одетыми на них по длине, между неподвижными силовыми упорами, теплоизоляционными термостойкими съемными кожухами-оболочками, которые содержат внутри замкнутое пространство для нагрева напрягаемых арматурных стержней до заданной температуры Т°C=350-400°C, отличающаяся тем, что термоформа содержит силовые отсеки и взаимно перпендикулярные линейные термоформы колонн и ригелей, соединенных в жестких узлах пересечения и образующих в горизонтальной плоскости одно- и многопролетные, одно- и многоэтажные плоские рамы, при этом колонны и ригели данных рам расположены в термоформе в повернутом на 90° положении, так как вертикальные плоские рамы изготавливают в горизонтальном состоянии, причем для изготовления колонн плоских рам силовые упоры термоформы, неподвижные и подвижный, имеют постоянное сечение по высоте и по ширине упора, а для изготовления ригелей плоских рам силовые упоры содержат переменную по ширине толщину сечения, где меньшая толщина расположена по вертикали в области напрягаемой арматуры сжатой зоны ригеля, повернутого на 90°, а большая толщина по вертикали - в области напрягаемой арматуры растянутой зоны ригеля, а сечения неподвижных силовых упоров в нижнем уровне силового отсека имеют постоянное сечение по ширине и по высоте, причем для изготовления угловых и Т-образных элементов рам термоформа содержит дополнительные вкладыши, устанавливаемые в необходимых сечениях ригелей и колонн.
| ТЕРМИЧЕСКИЙ СПОСОБ НАТЯЖЕНИЯ НАПРЯГАЕМЫХ ЭЛЕМЕНТОВ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2396399C1 |
| ЗАВОД ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2121920C1 |
| ТЕРМОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2076043C1 |
| ТЕРМООПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО МОНОЛИТНОГО ЖЕЛЕЗОБЕТОНА | 1997 |
|
RU2122086C1 |

