I
Изобретение относится к технологии изготовления предварительно напряженных железобетонных изделий и может быть использовано в промышленности строительных материалов при агрегатно-поточном или конвейерном производстве предварительно напряженных железобетонных конструкций в силовых формах с тепловыми отсеками.
Цель изобретения - упрощение способа изготовления предварительно напряженных железобетонных изделий.
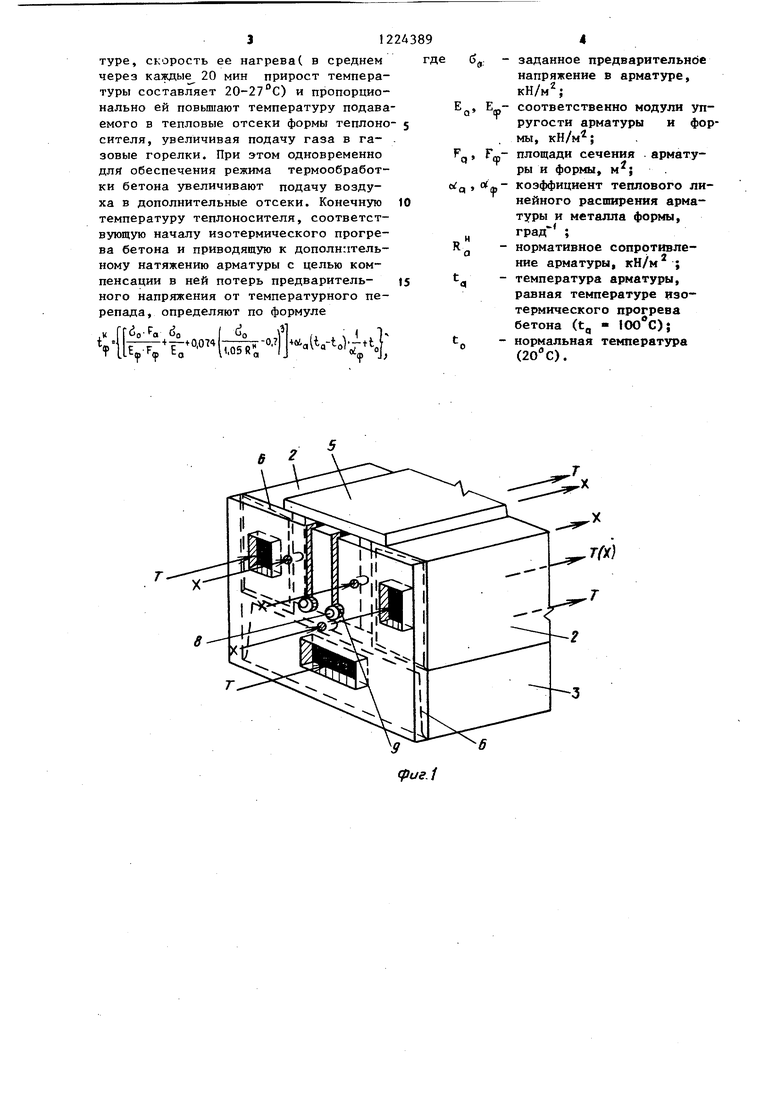
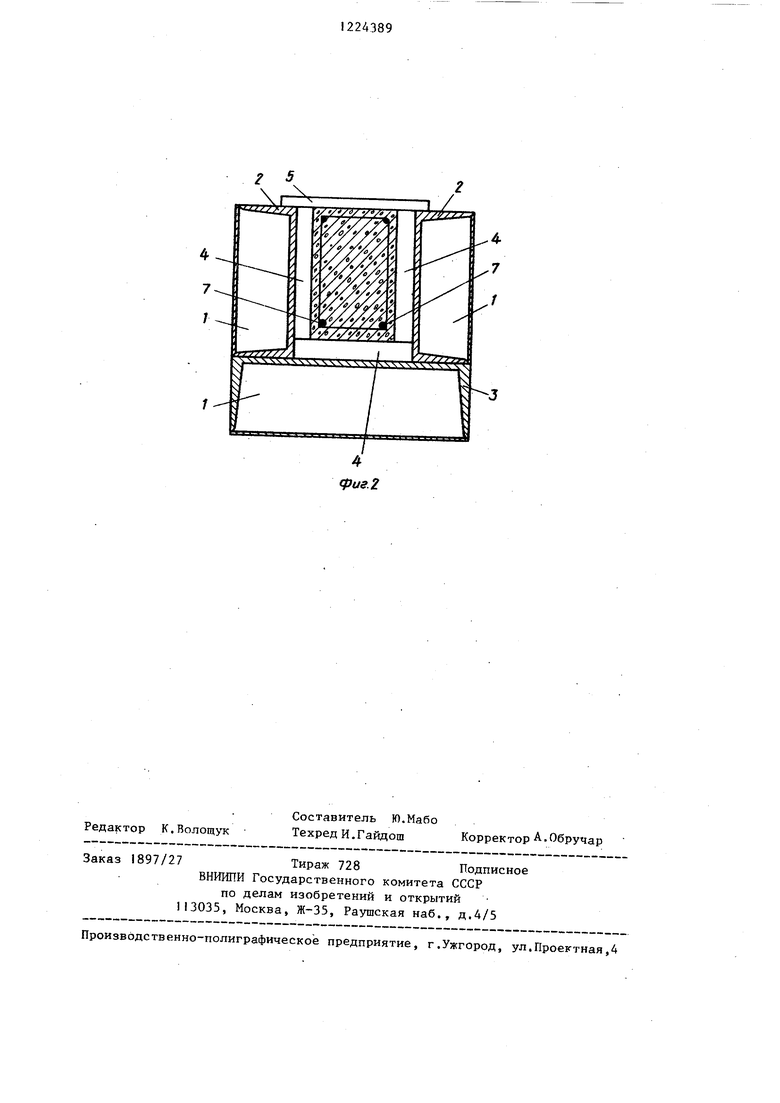
На фиг. 1 приведена схема, иллюстрирующая предлагаемый способ; на фиг. 2 - форма, с помощью дсоторой реализуется способ, поперечное сечение.
Способ осуществляют следующим образом.
В тепловые отсеки 1 силовой формы, имеющей несущие элементы - борта 2 и поддон 3, дополнительные отпеки 4, теплоизолированную крьппку 5 и - плотно установленную в упорах 6 напрягаемую арматуру 7 с анкерами на концах и теплоизолируияцими прок- .ладками 9, непрерьшно подают высокотемпературный теплоноситель с температурой нагрева 250-АОО С, под воздействием которого несущие элементы силовой формы (борта 2 и поддон 3) получают удлинение и создают в арматуре 7, уложенной в .упорах, предварительное напряжение, величину которого контролируют как по показаниям деформометра, установленного непос- .редственно на арматуре, так и по средней по длине силовой формы температуре.
В качестве высокотемпературного теплоносителя используют, например продукты сгорания природного газа, получаемые сжиганием в камере природного газа с помощью газовых горелок и подаваемые в тепловые отсеки с помощью вентилятора. При этом температуру теплоносителя регулируют автоматически количеством подаваемого в горелку газа. Для исключения потерь тепла в окружающую среду борта 2 и поддон 3 силовой формы теплоизолируют. В процессе натяжения температуру напрягаемой арматуры 7 вьздерживают постоянной ие выше 20 с посредством, например, установки на всю длину арматуры трубки изолятора из упругого материала с продольной прорезью с циркуляцией
243892
в ней воздуха или воды. В дополнительные отсеки 4 подают хладагент для охлаждения стенок формы, укладьша ют и уплотняют бетон. В качестве
5 хладагента берут, например, воздух, подаваемый компрессором через ресивер с манометром. Для использования тепла тепловых отсеков в целях дальнейшей тепловой обработки бетона ав10 томатически регулируют скорость подачи хладагента в дополнительные отсеки согласно заданному режиму термообработки. При этом хладагент, нагреваясь, непосредственно передает тепло через
15 внутренние стенки формы бетону изделия.
В период подъема температуры при термообработке вместе с бетоном нагревается и напряженная арматура, что
20 приводит к образованию в ней потерь предварительного напряжения от температурного перепада. Дня компенсации этих потерь температуру теплоносителя повьш1ают пропорционально скорости
25 нагрева арматуры и его конечную температуру, соответствующую началу изотермического прогрева бетона и обеспечивающую заданное предварительное напряжение, сохраняют постоянной до
2Q начала периода остывания режима термообработки, при этом независимо от изменения температуры теплоносителя строго вьщерживают режим термообработки бетона посредством изменения скорости подаваемого в дополнительные отсеки хладагента. Пропорциональность роста температуры формы и напряженной арматуры в начале тепловой обработки бетона необходимо выдерживать во избежание нарушения сцепления арматуры
с бетоном.
В период остывания газовую горелку отключают, а вентилятор продол; а- ет нагнетать воздух в тепловые отсеки силовой формы с целью выдерживания
времени периода остьшания. В процессе остывания силовая форма укорачивается и осуществляет полностью плав- ный отпуск натяжения арматуры на бетон.
50
По окончании тепловой обработки бетона отключают вентилятор газовой горелки, прекращают подачу хладагента в дополнительные отсеки силовой 55 формы и производят обрезку арматуры.
В процессе подъема температуры тепловой обработки бетона замеряют по термопарам, установленным на арматуре, скорость ее нагрева( в среднем через каждые 20 мин прирост температуры составляет 20-27°С) и пропорционально ей повьшают температуру подаваемого в тепловые отсеки формы теплоно сителя, увеличивая подачу газа в га- зовые горелки. При этом одновременно для обеспечения режима термообработки бетона увеличивают подачу возду- ха в дополнительные отсеки. Конечную температуру теплоносителя, соответствующую началу изотермического прогрева бетона и приводящую к дополнительному натяжению арматуры с целью компенсации в ней потерь предваритель- ного напряжения от температурного перепада, определяют по формуле I j
0,074|--nr-Oj)|+ei,lta-O--ttj
Ф J;
t
т
fr io-Fa do dpf
V fзаданное предварительное напряжение в арматуре,
соответственно модули упругости арматуры и формы,
площади сечения . арматуры и формы, . коэффициент теплового линейного расширения арматуры и металла формы, град ;
нормативное сопротивление арматуры, кН/м ; температура арматуры, равная температуре изотермического прогрева бетона (t, - ); нормальная температура ().
6 г
Ч
4
7 7
/«// / /О/ /ОА
2
а
.4.
,7
/
Редактор К.Волощук
Составитель Ю.Мабо
Техред И.Гайдош Корректор А.Обручар
Заказ 1897/27Тираж 728Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
4 cpug.2
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 0 |
|
SU274334A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Предварительно напряженный и самонапряженный железобетон в ОНА | |||
| М., 1974, с | |||
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
