Изобретение относится к промышленности строительных материалов, в частности к заводам по производству сборного железобетона.
Известны различные конструкции заводов железобетонных изделий с различными схемами расположения основных и вспомогательных цехов.
Наиболее близким по технической сущности является завод железобетонных изделий, который содержит арматурно-комплектовочный цех, бетоносмесительный цех, формовочный цех и склад готовой продукции, при этом на заводе используют герметические термоформы с крышками. Кроме того, завод содержит установку по получению и циркуляции высокотемпературного теплоносителя и холодного теплоносителя или хладагента, соединенную трубопроводными линиями с термоформами.
Формовочный цех содержит технологические линии с транспортными средствами и крановым оборудованием. Изготовление изделий также осуществляется в надземном выполнении основных операций (Казаков Е. Г. Высокотемпературная тепловая обработка диликатных бетонов в закрытом формовочном оборудовании, Москва, Стройиздат, 1973, с.102-103, 125-132, 143-159).
Задачей изобретения является повышение производительности и расширение технологических возможностей формовочных цехов.
Указанная задача решается тем, что на заводе железобетонных изделий, состоящем из бетоносмесительного, арматурно-комплектовочного, формовочного цехов и склада готовой продукции, установки для получения и циркуляции теплоносителя и хладагента, соединенной трубопроводными линиями с термоформами, при этом формовочный цех включает технологическую линию с постами подачи в бункер и укладки бетонной смеси в герметическую термоформу и высокотемпературной обработки бетона, арматурно-комплектовочный цех расположен перпендикулярно формовочному цеху, на несущих конструкциях покрытия которого размещена установка для получения и циркуляции теплоносителя и хладагента, которая снабжена холостой трубопроводной системой, формовочный цех снабжен бункером-накопителем для разогрева бетонной смеси и расположенной под ним транспортной тележкой с бункером бетонораздатчиком, сообщенными с трубопроводами теплоносителя и хладагента, а термоформы размещены ниже уровня перемещения транспортных тележках стационарно.
Кроме того, на заводе железобетонных изделий бункер-накопитель может быть снабжен мешалкой и содержать внутренние и наружные термоотсеки с входными и выходными патрубками для циркуляции соответственно теплоносителя и хладагента, причем выходной патрубок для хладагента может иметь регулируемую задвижку.
В рассматриваемом заводе наличие комплектовочного цеха, совмещенного с арматурным, обеспечивает данному цеху одновременно два свойства - цеха по комплектации технологических транспортных тележек формовочных цехов и цеха по производству арматурных изделий.
Кроме того, в конструкции поста по высокотемпературной обработки бетона центральная трубопроводная линия подачи теплоносителя к термоформам, имеющая функции транспортной линии, приобретает за счет наличия в системе бункера-накопителя свойство нагревателя и накопителя бетонных смесей, а сам бункер-накопитель при наличии термоотсека наружного и внутреннего с регулируемой задвижкой на выходном патрубке и за счет регулирования скорости выхода холодного теплоносителя, приобретает свойство регулятора температуры перемешиваемой бетонной смеси.
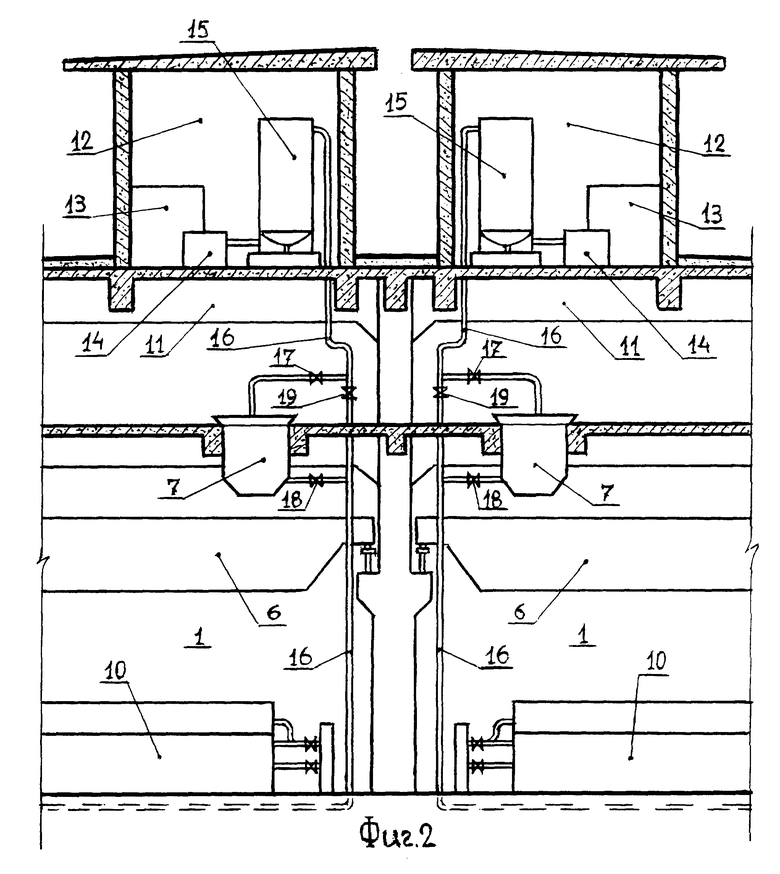
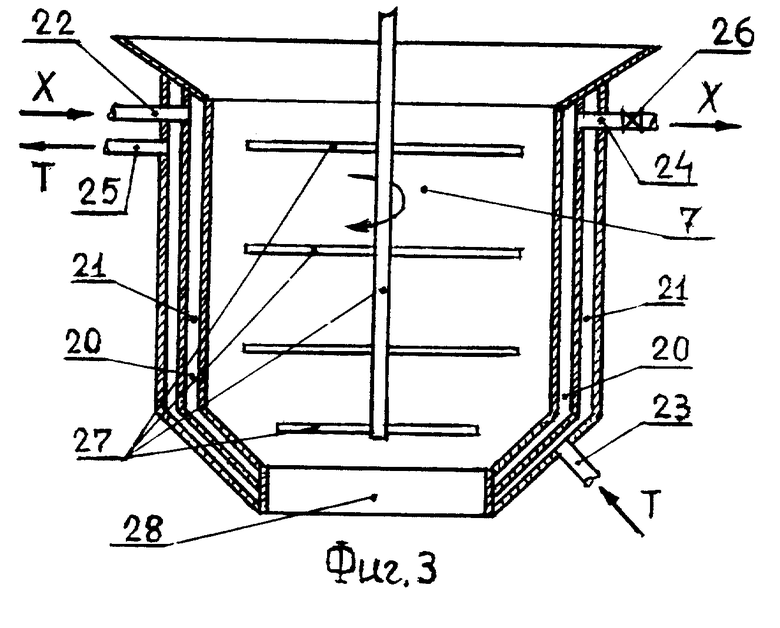
На фиг. 1 - 3 представлена схематично конструкция завода с оснащением цехов необходимым оборудованием. Причем на фиг. 1 показан план завода на отметке верха бункера-накопителя, конструкция которого в разрезе приведена на фиг. 3, а разрез А-А (фиг.2) плана завода выполнен до отметки выше верха покрытия формовочного цеха.
Завод железобетонных изделий состоит из формовочных цехов 1 (см.фиг.1), перпендикулярно которым расположены комплектовочные (арматурные) цеха 2, бетоносмесительного цеха 3 и склада готовой продукции 4. Цеха 2, 4 оборудованы мостовыми электрическими кранами 5, а формовочные цеха 1 снабжены технологическими транспортными тележками 6, и на отметке транспортных линий подачи бетона из цеха 3, - бункерами-накопителями 7 для разогрева бетонной смеси (см.фиг.1 и 2). Для ввоза из цеха 2 в цех 1 необходимого комплектного оборудования с материалами для технологических транспортных тележек, а также для вывоза готовых железобетонных изделий из цеха 1 на склад 4 предусмотрены железобетонные колеи соответственно 8 и 9 с транспортными тележками (тележки не показаны). Стрелками на плане завода (см.фиг.1) показано направление расширения производства завода при необходимости его дальнейшего развития.
Для изготовления железобетонных изделий в формовочных цехах 1 стационарно расположены термоформы 10 с крышками (см.фиг.2). На несущих конструкциях покрытия 11 цехов 1 размещены посты 12 высокотемпературной обработки бетона, включающие емкость для нагретого теплоносителя 13, насос 14, подающий теплоноситель через печь 15 в центральную трубопроводную линию 16 подачи нагретого теплоносителя в термоформы 10. Здесь не показана холостая трубопроводная система установки по высокотемпературной обработке бетона, необходимая для случаев технологических перерывов производства, по которой теплоноситель из емкости 13 подается насосом 14 и в печь 15, где, нагреваясь, обратно возвращается в емкость 13.
Расположение на покрытии цеха 1 поста с оборудованием по высокотемпературной обработке бетона рационально с позиций экономии производственной площади, эффективной циркуляции теплоносителя, пожаробезопасности и звукоизоляции.
Бункер-накопитель 7, являясь элементом центральной трубопроводной линии 16, подсоединен к ней через задвижки 17 -19. При этом сам бункер 7 состоит из внутренних 20 и наружных 21 термоотсеков (см.фиг.3), к которым через входные 22 и 23 и выходные 24 и 25 патрубки подводят и выводят соответственно холодный X и нагретый Т теплоносители.
На выходном патрубке 24 холодного теплоносителя X установлена регулируемая задвижка 26. Для циркуляции холодного теплоносителя X по отсеку 20 бункера 7 пост по высокотемпературной обработке бетона имеет дополнительный насос небольшой мощности. Для перемешивания при подогреве бетонной смеси бункер-накопитель 7 снабжен мешалкой 27 (см.фиг.3), а для выдачи уже нагретой смеси в бункер-бетонораздатчик технологической транспортной тележки (2) - затвором 28.
На фиг.2 не показаны транспортные линии подачи холодных бетонных смесей из бетоносмесительного цеха 3 в бункер-накопитель 7.
Завод железобетонных изделий работает следующим образом.
Изготовление железобетонных изделий в формовочных цехах 1 ведут по группам "А" и "Б". Начинают с группы термоформ "А". Перед началом производят распалубку термоформ 10 данной группы, транспортировку и погрузку готовых железобетонных изделий на тележки по вывозу с помощью технологических транспортных тележек 6. За это время в комплектовочных цехах 2 на специальных площадках комплектуют в определенных емкостях (бункерах) необходимое оборудование с материалами (комплекты для технологических транспортных тележек для работы на одну смену), которое на тележках по колеям 8 (см.фиг.1) подают в цех 1. Там готовые комплекты крепят к платформе с захватами технологических транспортных тележек 6 (2). Только после комплектации данных тележек начинают с группы термоформы "А" подготовительные работы, в состав которых входят очистка термоформ 10, их сборка, смазка опалубочной поверхности и армирование изготавливаемых железобетонных изделий. Причем смазку термоформ выполняют более насыщенной, учитывая дальнейший нагрев термоформ перед бетонированием.
По окончании подготовительных работ из бетоносмесительного цеха 3 по транспортным линиям в бункер-накопитель 7 подают холодные бетонные смеси. Одновременно с этим в рабочий режим включают пост по высокотемпературной обработке бетона. Следует отметить, что в целом рациональны, например, два ее рабочих режима нагрева теплоносителя. В первом режиме установка работает с постоянным нагревом циркулируемого теплоносителя до максимальной температуры нагрева бетонных смесей (т.е. например, включают часть газовых горелок печи 15), во втором режиме нагрева температуру теплоносителя повышают до температуры периода изотермического прогрева бетона режима термообработки (включают все горелки печи 15). Возможны и другие режимы нагрева установки.
При включении для нагрева бетонных смесей первого режима нагрева теплоносителя установки по высокотемпературной обработке бетона ее холостую трубопроводную систему отключают, и в режим включают трубопроводную систему 16 подачи нагретого теплоносителя Т в термоформы 10. При этом нагретый теплоноситель подают через бункер-накопитель 7, открывая задвижки 17, 18 и закрывая задвижку 19 (см.фиг.2). Далее он поступает во входные коллекторы термоформ 10, куда для обеспечения равномерности подъема температуры одновременно поступает и холодный теплоноситель из дополнительной системы повышенного давления. Иными словами, предварительный разогрев бетонных смесей в бункере-накопителе 7 выполняют с одновременным разогревом термоформ до той же температуры. Причем нагревают только термоподдон и термоборта термоформ. Это позволит исключить потери тепла нагретых бетонных смесей при бетонировании.
При включении в режим работы бункера-накопителя 7 нагретый теплоноситель из системы 16 поступает через патрубок 23 в наружный его термоотсек 21 (см. фиг.3), где одновременно с этим через входной патрубок 22 во внутренний термоотсек 20 подают холодный теплоноситель X, скорость выхода которого регулируют регулировочной задвижкой 26.
Прогревание бункера 7 производят при одновременном поступлении из цеха 3 и перемешивании мешалкой 27 бетонных смесей. Путем регулирования задвижкой 26 скорости выхода холодного теплоносителя X из термоотсека 20 контролируют скорость подъема температуры перемешиваемой бетонной смеси до заданной температуры (3).
По окончании приготовления нагретых бетонных смесей подгоняют под бункер-накопитель 7 технологическую транспортную тележку 6, открывают затвор 28 и нагретую бетонную смесь выгружают в бункер-раздатчик данной тележки, с помощью которой и выполняют дальнейшее бетонирование термоформ 10 группы "А". При бетонировании соответствующим оборудованием технологических транспортных тележек 6 проводят уплотнение и заглаживание поверхности уложенного бетона.
После бетонирования термоформ 10 открывают задвижку 19, закрывают задвижки 17, 18 и нагретый теплоноситель продолжает также поступать в трубопроводную систему 16, только минуя бункер-накопитель 7. При этом холодный теплоноситель X продолжает циркулировать через внутренний термоотсек 20 бункера 7 до полного его охлаждения, после чего дополнительный насос и задвижку 26 отключают. Далее бункер 7 очищают и промывают для дальнейшей работы.
В это время термоформы 10 жестко закрывают термокрышкой, к которой через соответствующий патрубок подают нагретый теплоноситель. После этого установку по высокотемпературной обработке бетона переключают на второй режим нагрева теплоносителя и начинают тепловую обработку бетона изготавливаемых железобетонных изделий в термоформах группы "А" путем постоянной циркуляции высокотемпературного теплоносителя через отсеки термоформ и дальнейшим его возвращением через центральную трубопроводную систему отвода теплоносителя от термоформ в емкость 13. При этом скорость подъема температуры режима термообработки бетона обеспечивают путем регулирования скорости подачи холодного теплоносителя повышенного давления во входные коллекторы термоформ 10.
Таким образом, система циркуляции теплоносителя на нагрев настоящей установки по высокотемпературной обработке бетона предусматривает в конечном итоге одновременный предварительный нагрев термоформ и холодных бетонных смесей до одинаковой температуры, а также выполнение термообработки бетона изготавливаемых изделий.
После включения высокотемпературной обработки бетона изделий в термоформах группы "А" приступают к изготовлению железобетонных изделий в термоформах группы "Б". Причем подготовительные работы в данной группе термоформ по времени должны быть близки времени длительности тепловой обработки бетона (периоды подъема температуры и изотермического прогрева) группы термоформ "А", что обеспечивает непрерывность работы установки по высокотемпературной обработке бетона в рабочих режимах нагрева.
По окончании изотермического прогрева бетона изделий группы термоформ "А" закрывают и открывают соответствующие задвижки поста по высокотемпературной обработке бетона, и систему циркуляции теплоносителя на нагрев переводят на группу термоформ "Б" с переключением второго режима нагрева теплоносителя на первый.
При этом одновременно для первой группы термоформ "А" включают систему циркуляции теплоносителя на охлаждение с целью выдержки заданного периода остывания режима термообработки данных железобетонных изделий.
В группе термоформ "Б" аналогично группе "А" выполняют бетонирование и тепловую обработку бетона.
Учитывая постоянную длительность периодов тепловой обработки бетона для конкретных изготавливаемых изделий, длительность остальных технологических операций (распалубка и погрузка готовых железобетонных изделий, подготовительные работы и бетонирование) должна учитывать непрерывность изготовления изделий последовательно от одной группы термоформ "А" в другой "Б" и обратно с использованием одновременно двух технологических транспортных тележек 6 и две колеи 9 по вывозу готовых изделий (см.фиг.1). Возможно также расположение в одном пролете цеха 1 симметрично относительно центральной вертикальной трубопроводной линии подачи теплоносителя 16, двух бункеров-накопителей 7, в которых производятся одновременный предварительный прогрев бетонных смесей и выгрузка их в две технологические транспортные тележки 6. Все это определит количество стационарных термоформ в формовочном цеху 1, его мощность и габариты.
Исходя из этого время охлаждения железобетонных изделий группы термоформ "А" должно приближаться по времени к длительности бетонирования изделий группы термоформ "Б", где после включения тепловой обработки бетона данной группы отключают систему циркуляции теплоносителя на охлаждения группы термоформ "А". Далее здесь выполняют распалубку термоформ и готовые железобетонные изделия транспортируют и укладывают на тележки по вывозу изделий. Предусмотрен вывоз железобетонных изделий на склад 4 к началу и к концу каждой смены по колеям 9 (см.фиг.1) одновременно со всех цехов 1, цепляя одну тележку за другую.
Ориентировочный оборот термоформ в цехах 1 - один оборот в одну смену.
Использование рассматриваемой конструкции завода железобетонных изделий обеспечивает эффективность в следующих направлениях.
1. Наличие специальных комплектовочных цехов для комплектации в формовочных цехах технологических транспортных тележек расширяет возможности последних и позволяет максимально механизировать и автоматизировать надземное выполнение основных технологических операций. Это сокращает время изготовления железобетонных изделий, увеличивает оборачиваемость термоформ и производительность формовочных цехов.
2. Расположение на несущих конструкциях покрытия формовочных цехов установок по высокотемпературной обработке бетона позволяет максимально экономить производственные площади как завода, так и самих цехов, а также эффективно с позиции циркуляции теплоносителя, пожаробезопасности и звукоизоляции.
3. Наличие в центральной трубопроводной линии подачи теплоносителя к термоформам предлагаемого бункера-накопителя позволяет эффективно выполнять прогрев холодных бетонных смесей непосредственно перед укладкой их в термоформы. При этом конструкция бункера-накопителя обеспечивает выполнение любого заданного нагрева бетонных смесей. Все это значительно расширяет возможности как установки по высокотемпературной обработке бетона, так и формовочного цеха.
4. Предварительный нагрев герметичных термоформ и укладка в них разогретых бетонных смесей способствуют значительному ускорению твердения бетона, особенно с использованием высокотемпературных режимов термообработки, что сокращает процесс изготовления и увеличивает производительность цехов.
5. Наличие в установке по высокотемпературной обработке бетона холостой трубопроводной системы позволяет в случае технологических перерывов производства не останавливать данную установку и использовать в этот момент нагретый теплоноситель для различных других целей.
6. Рациональное взаиморасположение основных формовочных и комплектовочных цехов учитывает возможность дальнейшего расширения производства, где одновременно с увеличением количества формовочных цехов удлиняются и комплектовочные цеха.
7. Конструкция установки по высокотемпературной обработке бетона позволяет перевести ее управление на режим полной автоматизации с использованием компьютерных систем.
Изобретение относится к промышленности строительных материалов, в частности к заводам по производству сборного железобетона. Изобретение обеспечивает повышение производительности и расширение технологических возможностей формовочных цехов. Завод железобетонных изделий состоит из бетоносмесительного, арматурно-комплектовочного, формовочного цехов и склада готовой продукции, установки для получения и циркуляции теплоносителя и хладагента, соединенной трубопроводными линиями с термоформами, при этом формовочный цех включает технологическую линию с постами подачи в бункер и укладки бетонной смеси в герметическую термоформу и высокотемпературной обработки бетона, при этом арматурно-комплектовочный цех расположен перпендикулярно формовочному цеху, на несущих конструкциях покрытия которого размещена установка для получения и циркуляции теплоносителя и хладагента, которая снабжена холостой трубопроводной системой, формовочный цех снабжен бункером-накопителем для разогрева бетонной смеси и расположенной под ним транспортной тележкой с бункером-бетонораздатчиком, сообщенными с трубопроводами теплоносителя и хладагента, а термоформы размещены ниже уровня перемещения транспортных тележек стационарно. 1 з.п.ф-лы, 3 ил.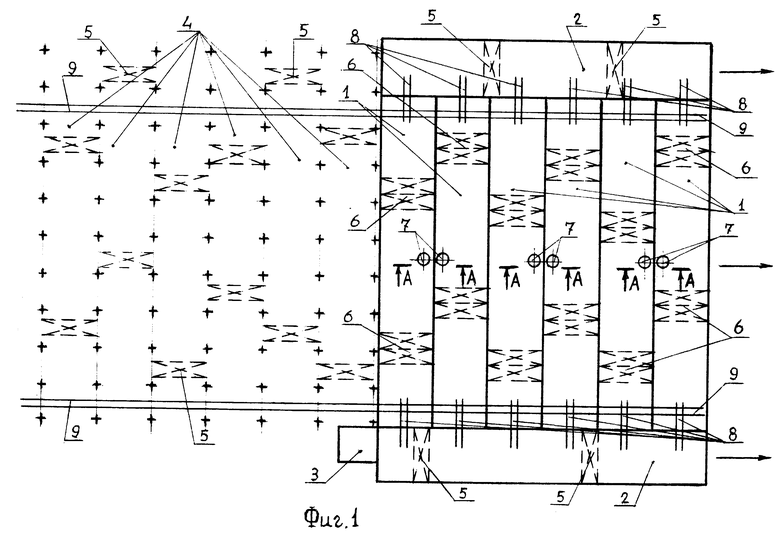
| Казаков Е.Г | |||
| Высокотемпературная тепловая обработка бетонов в закрытом формовочном оборудовании | |||
| - М.: Стройиздат, 1973, с.102-103, 125-132, 143-159 | |||
| Система управления процессом тепловой обработки изделий | 1982 |
|
SU1033485A1 |
| RU 2004437 C1, 10.01.96 | |||
| US 4084928, A, 15.05.78 | |||
| УСТРОЙСТВО для АМПЛИТУДНЫХ ЛИНЕЙНЫХ ИЗМЕРЕНИЙ | 0 |
|
SU260190A1 |
