Изобретение относится к отделке проката и может быть использовано при порезке на мерные длины листовых гнутых (гофрированных) профилей.
Такие профили с разнообразной конфигурацией поперечного сечения гофров изготавливаются на специализированных профилегибочных станах путем последовательного по ширине полосовой заготовки формообразования гофров. Сформованные полосы разрезаются (обычно - летучими ножницами) на требуемые мерные длины. Технология производства гофрированных листов и их поперечной резки достаточно подробно описана, например, в книге В.И.Анисимова и др. «Расширение сортамента металлопроката - резерв экономии», Челябинск, Ю.-Урал., кн.-изд., 1980, с.145-151.
Известен способ разделения движущейся гофрированной полосы на мерные длины, в котором к переднему концу ее в момент реза и на расстоянии заданно мерной длины прикладывают усилие торможения определенной величины (см. а.с. СССР №1773596, кл. В 23 D 25/00, опубл. в БИ №41, 1992 г.). Недостатком способа является возможность получения после порезки концевых дефектов профилей, например отпечатков от ножей, что ухудшает ее сортность.
Наиболее близким аналогом к заявляемому объекту является способ поперечной резки сформованной полосы по пат. РФ №2063310, кл. В 23 D 23/00, опубл. в БИ №19, 1996 г.
Этот способ заключается в последовательном прорезании инструментом (ножами летучих ножниц) горизонтальных и наклонных элементов поперечного сечения профиля и характеризуется тем, что резку начинают одновременно с обеих вертикальных стенок и после прорезания их на определенную глубину начинают с внешних кромок резку горизонтальных элементов сечения.
Недостатком известного способа также является возможность получения вышеуказанных концевых дефектов порезанных профилей, а при порезке гофрированных полос толщиной 3...5 мм - «вспучивание» трапециевидных гофров (прогиб вверх их вершин - см. ниже опытную проверку).
Технической задачей настоящего изобретения является повышение качества холодногнутых листовых гофрированных профилей за счет устранения концевых дефектов при поперечной резке сформованных полос, преимущественно с трапециевидными гофрами.
Для решения этой задачи в предлагаемом способе поперечной резки гофрированных полос толщиной 3...5 мм с трапециевидными гофрами осуществляют последовательное прорезание горизонтальных вершин и боковых наклонных элементов трапециевидных гофров инструментов с боковыми кромками, расположенными под углом 27'...32' к горизонтали, при этом последовательное прорезание начинают с горизонтальных вершин гофров и продолжают путем внедрения в полосу с ее боковых кромок в направлении к ее средней продольной линии упомянутых боковых кромок инструмента с обеспечением прорезания ими боковых кромок полосы, а затем прорезают боковые наклонные элементы гофров.
Сущность заявляемого технического решения заключается в изменении последовательности прорезания поперечного сечения гофрированного профиля и в оптимизации угла внедрения в металл верхнего ножа в направлении от кромок полосы к ее средней продольной линии.
Действительно, в известном способе прорезание поперечного сечения корытного профиля (по сути - это одногофровый профиль с вертикальными боковыми стенками) начинают с его вертикальных элементов. После прорезания их примерно на половину толщины металла начинают резку и горизонтальных элементов (полок) сечения. Если же в такой последовательности осуществлять поперечную резку, например, полосы с двумя трапециевидными гофрами при ее толщине 3...5 мм, то возникающие при этом поперечные составляющие усилия реза могут вызвать «вспучивание» вершин гофров, что и подтвердили опыты.
Особенности предлагаемого способа резки иллюстрируются схемой, представленной на чертеже.
При поперечной резке в летучих ножницах в вертикальной плоскости движется (показано стрелкой) только верхний калиброванный нож 1, боковые кромки которого АВ и CD наклонены вниз от горизонтали на угол α=27'-32'. Так как высота hH фигурных режущих выступов 2 нижнего ножа 3 несколько больше высоты hB впадин и верхнего ножа, то у сформованной полосы 5 сначала прорезываются плоские вершины 6 гофров. При дальнейшем движении верхнего ножа 1 вниз начинается прорезывание сначала боковых кромок 7 полосы (участками АВ и CD этого ножа), а затем - боковых наклонных элементов 8 гофров.
Вследствие наклона горизонтали кромок АВ и CD ножа возникают поперечные усилия, действующие на разрезаемую полосу от ее кромок к средней линии уу. Это предотвращает появление отпечатков от ножей на полосе. После осуществления реза нож 1 поднимается в исходное положение, а в зону реза подходит новый участок движущейся полосы 5 и вся операция повторяется в описанной последовательности.
Опытную проверку предлагаемого способа осуществляли на летучих ножницах профилегибочного агрегата 1-5х300-1650 ОАО «Магнитогорский металлургический комбинат».
С этой целью при порезке гофрированных полос с трапециевидными гофрами различных размеров и из разных марок стали толщиной 3...5 мм опробовали известный способ (по пат. РФ №2063310) и заявляемый. При этом для заявляемого способа было изготовлено несколько верхних ножей ножниц, отличившихся величиной угла α (см. чертеж).
Наилучшие результаты (выход бездефектных листовых профилей 99,5...99,8%) достигнуты при использовании рекомендуемого способа. Отклонения от величин α=27'...32', а также порезка полос по известной технологии ухудшали достигнутые показатели.
Так при α=0...25' на части порезанных листовых профилей (до 30%) наблюдались отпечатки от ножей, что привело к переводу проката во 2-ой сорт. Увеличение этого угла (α=34'...60') вызвало в отдельных случаях «вспучивание» вершин гофров (по-видимому из-за излишних поперечных усилий, действовавших на гофры), что привело к необходимости отбраковки профилей.
Порезка по известной технологии дала выход проката I сорта не более 93%, в основном, из-за наличия на поверхности металла отпечатков (вмятин) от ножей. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом, взятым в качестве ближайшего аналога.
По данным технико-экономических исследований, проведенных на комбинате, использование заявляемого способа при порезке на мерные длины гофрированных полос толщиной 3...5 мм с трапециевидными гофрами позволит увеличить выход листов I сорта не менее чем на 2% с соответствующим ростом прибыли от реализации этого вида листового проката.
Пример конкретного выполнения
Листовой холодногнутый профиль с двумя трапециевидными гофрами 1158×41×8×5 мм (ширина 1158 мм, высота гофра 41 мм, толщина профиля 5 мм) и с отбортовкой высотой 8 мм из ст. 3 пс получается порезкой гофрированной полосы на мерные длины с использованием заявляемого способа (см. чертеж).
Величина α=30'; выход листов I сорта - 99,6%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ | 2006 |
|
RU2334599C2 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| ГНУТЫЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2471584C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1998 |
|
RU2147956C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 1997 |
|
RU2112631C1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| Способ разделения гнутых швеллеров и инструмент летучих ножниц для его осуществления | 1988 |
|
SU1597253A1 |
| Способ разделения движущейся полосы | 1991 |
|
SU1773596A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
Изобретение относится к области резки металлов и может быть использовано при поперечной резке гофрированных полос. Осуществляют последовательное прорезание горизонтальных вершин и боковых наклонных элементов гофров инструментом с боковыми кромками. Боковые кромки инструмента расположены под углом 27'...32' к горизонтали. Последовательное прорезание начинают с горизонтальных вершин гофров. Затем боковые кромки инструмента внедряют в полосу с ее боковых кромок в направлении к ее средней продольной линии. После этого прорезают боковые наклонные элементы гофров. В результате обеспечивается повышение качества листовых гофрированных профилей. 1 ил.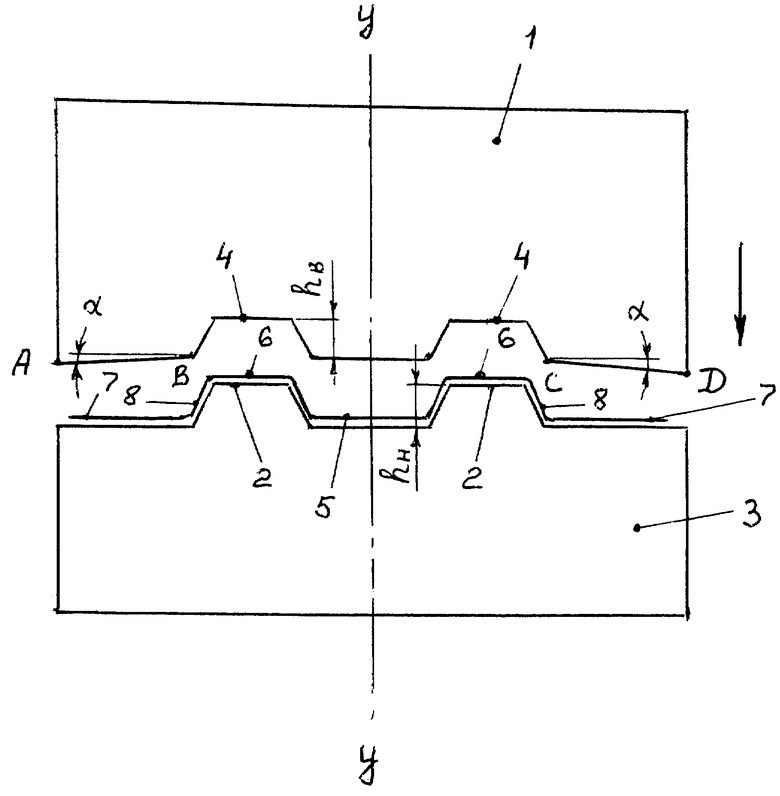
Способ поперечной резки гофрированных полос толщиной 3 - 5 мм с трапециевидными гофрами, характеризующийся тем, что осуществляют последовательное прорезание горизонтальных вершин и боковых наклонных элементов трапециевидных гофров инструментом с боковыми кромками, расположенными под углом 27' - 32' к горизонтали, при этом последовательное прорезание начинают с горизонтальных вершин гофров и продолжают путем внедрения в полосу с ее боковых кромок в направлении к ее средней продольной линии упомянутых боковых кромок инструмента с обеспечением прорезания ими боковых кромок полосы, а затем прорезают боковые наклонные элементы гофров.
| Ножницы для резки проката | 1981 |
|
SU1007864A1 |
| ИНСТРУМЕНТ ДЛЯ РЕЗКИ ФАСОННЫХ ПРОФИЛЕЙ | 0 |
|
SU271245A1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| Способ разделения движущейся полосы | 1991 |
|
SU1773596A1 |
| СПОСОБ РЕЗКИ ФАСОННЫХ ПРОФИЛЕЙ | 0 |
|
SU203433A1 |
| СПОСОБ УПРАВЛЕНИЯ ДВИЖЕНИЕМ СУДНА В КАНАЛЕ | 1988 |
|
RU2021950C1 |
| Экструдер-смеситель | 1982 |
|
SU1002166A1 |

