Изобретение относится к области экструзионного получения фасонных изделий, в частности к конструкции экструзионных насадок для формования сотовых изделий из различных материалов, например керамики.
Известна экструзионная насадка для формования сотовых изделий, содержащая множество стержневых дорнов переменного сечения, которые установлены параллельно друг другу с определенным зазором и закреплены с одного конца на дискообразной впускной пластине. Торцы других концов дорнов образуют выпускную грань насадки. Сечения дорнов, а также зазор между ними в выходной зоне соответствуют конфигурации и расположению каналов формуемого изделия. Система питающих сквозных цилиндрических отверстий, служащих для подачи экструдируемого материала в зону формования, выполнена по периферии впускной пластины за пределами решетки междорновых каналов [1].
Однако в известной насадке периферийное расположение питающих отверстий обуславливает увеличение диаметра впускной пластины, что приводит к повышенным напряжениям изгиба в пластине при экструдировании, а это, в свою очередь, либо к ее деформации (прогибу), ведущей к искажению сечения формуемого изделия вследствие "раскрытия" дорнов на срезе выпускной грани, либо к необходимости увеличения толщины входной пластины для ее усиления и, следовательно, к повышению ее материалоемкости.
Кроме того, такая конструкция экструзионной насадки ограничено применима для получения тонкостенных сотовых изделий. Ограничение связано с тангенциальностью подачи экструдируемой массы в зону формования, что может привести как к изгибу дорнов при значительных давлениях формования из-за ослабленности их прикорневых сечений, так и к недоформовке центральной части сотовой структуры изделий относительно больших размеров поперечного сечения вследствие того, что давление экструдируемой массы, достаточное для формования сотовой структуры изделия по периферии, в этом случае может не достигать величины, необходимой для питания центральной части зоны формования. Все это проявляется более полно при повышении вязкости формуемой массы, скорости и давления экструдирования.
Наиболее близкой по технической сущности к изобретению является экструзионная насадка для формования сотовых изделий, содержащая дискообразный корпус с впускной и выпускной гранями, в котором со стороны выпускной грани на глубину меньшую, чем толщина корпуса, выполнены по меньшей мере два взаимопересекающихся ряда параллельных между собой щелевых каналов, образуя стержневые дорны, при этом каналы первого ряда выполнены на глубину большую, чем глубина каналов второго ряда [2].
Однако в конструкции известной насадки имеет место значительная технологическая трудоемкость выполнения питающих отверстий, тем большая, чем меньше шаг их расположения и больше диаметр корпуса насадки, так как первое обуславливает уменьшение диаметра питающих отверстий, а второе - увеличение их количества. Кроме того, больших затрат труда и времени требует задача очистки насадки от остатков экструдируемой массы после каждого цикла формования, особенно чистка большого количества питающих отверстий.
Техническим результатом изобретения является снижение технологической трудоемкости изготовления экструзионной насадки и операции ее очистки в процессе эксплуатации.
Для достижения технического результата в экструзионной насадке для формования сотовых изделий, содержащей дискообразный корпус с впускной и выпускной гранями, в котором со стороны выпускной грани на глубину меньшую, чем толщина корпуса, выполнены по меньшей мере два взаимопересекающихся ряда параллельных между собой щелевых каналов, образуя стержневые дорны, при этом каналы первого ряда выполнены на глубину большую, чем глубина каналов второго ряда, согласно изобретению в корпусе со стороны впускной грани выполнен дополнительный ряд параллельных между собой щелевых каналов, пересекающих каналы первого ряда под прямым углом, при этом расстояние от конца дополнительных каналов до выпускной грани больше, чем глубина каналов второго ряда, но меньше, чем глубина каналов первого ряда.
Выполнение в корпусе насадки дополнительного ряда щелевых каналов вместо системы отверстий требует значительно меньших трудозатрат (может быть выполнено за один проход набором дисковых фрез), а задача очистки насадки от остатков экструдируемой массы значительно облегчается, причем эта операция может быть с успехом механизирована путем применения системы вращающихся дисковых щеток. Выполнение дополнительного ряда каналов с взаимным пересечением под прямым углом обеспечивает равнопрочность насадки.
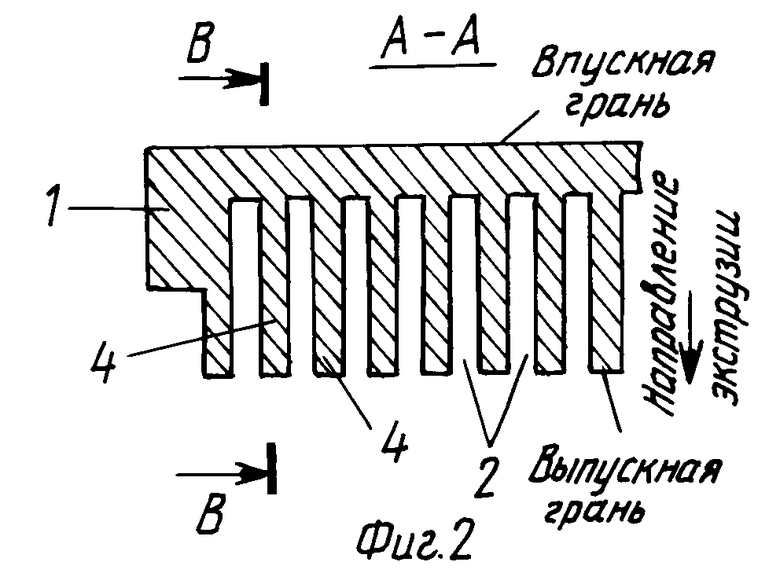
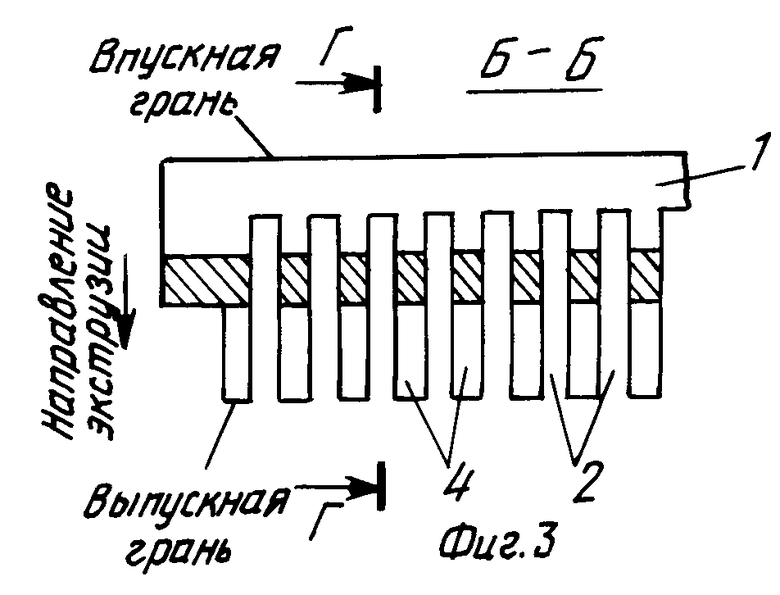
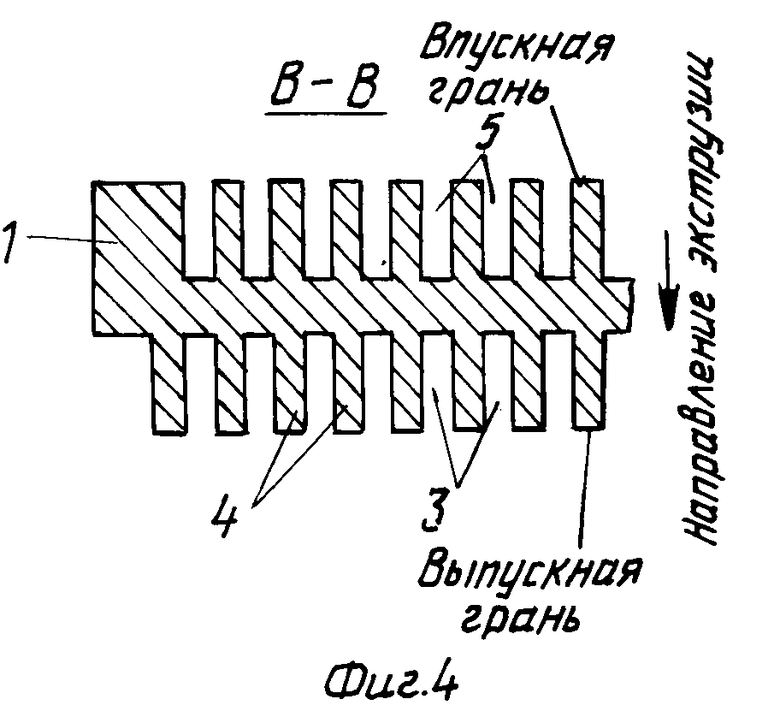
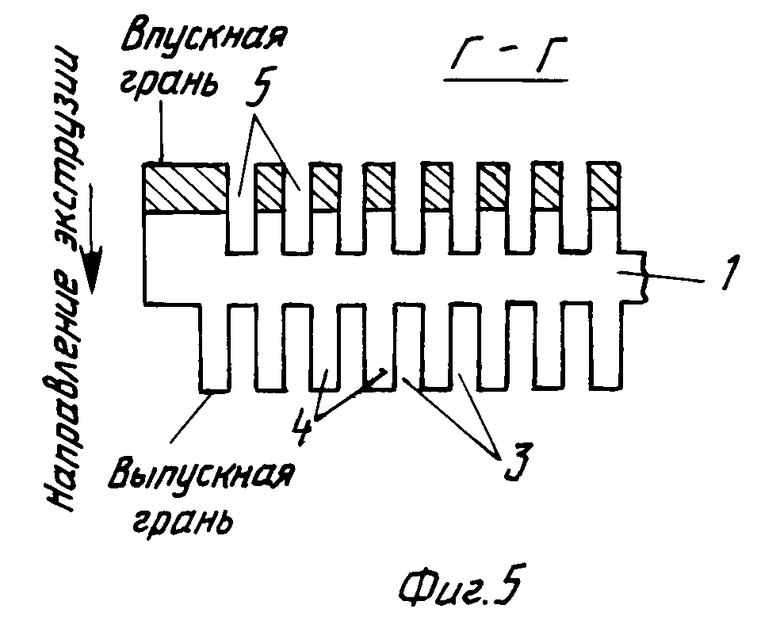
На фиг.1 изображен вид насадки со стороны впускной грани; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.2; на фиг.5 - сечение Г-Г на фиг.3.
Экструзионная насадка для формования сотовых изделий содержит дискообразный корпус 1, имеющий впускную и выпускную грани, в котором со стороны выпускной грани выполнены по меньшей мере два взаимопересекающихся ряда параллельных между собой щелевых каналов 2 и 3, образуя таким образом множество стержневых дорнов 4, при этом каналы 2 первого ряда выполнены на большую глубину чем каналы 3 второго ряда. Со стороны впускной грани в корпусе 1 насадки выполнен дополнительный ряд параллельных между собой щелевых каналов 5.
Щелевые каналы 2 и 3 первого и второго ряда выполнены на глубину меньшую, чем толщина корпуса 1. Щелевые каналы 5 пересекают каналы 2 первого ряда под прямым углом. Расстояние от конца дополнительных каналов 5 до выпускной грани больше, чем глубина каналов 3 второго ряда, но меньше, чем глубина каналов 2 первого ряда.
Экструзионная насадка работает следующим образом.
Экструдируемая масса, поступая в зону формования насадки со стороны впускной грани корпуса 1, заполняет первоначально полости каналов 5 дополнительного ряда, затем, продвигаясь в сторону выпускной грани, полости каналов 2 первого ряда. В выходной зоне насадки экструдируемая масса, сохраняя свое движение по каналам 2 первого ряда, заполняет и движется по каналам 3 второго ряда, обтекая дорны 4, завершая таким образом формирование сотовой структуры изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ НАСАДКА ДЛЯ ФОРМОВАНИЯ СОТОВОГО ИЗДЕЛИЯ | 1992 |
|
RU2036100C1 |
| ЭКСТРУЗИОННАЯ НАСАДКА ДЛЯ ФОРМОВАНИЯ ТОНКОСТЕННОГО СОТОВОГО ИЗДЕЛИЯ | 1992 |
|
RU2015905C1 |
| ЭКСТРУЗИОННАЯ НАСАДКА ДЛЯ ФОРМОВАНИЯ ТОНКОСТЕННОГО СОТОВОГО ИЗДЕЛИЯ | 1992 |
|
RU2011527C1 |
| КОЛОСНИК ХОЛОДИЛЬНИКА | 2012 |
|
RU2558352C2 |
| ЗВЕНО ЦЕПИ ЛИТОЕ | 2012 |
|
RU2559859C2 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСТРУДИРОВАННОГО ФАСОННОГО ПРОФИЛЯ | 2002 |
|
RU2254994C1 |
| ГОРЕЛКА ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ | 1994 |
|
RU2084762C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
Использование: изобретение относится к области экструзионного получения фасонных изделий, в частности к конструкции экструзионных насадок для формования сотовых изделий из различных материалов, например керамики. Сущность изобретения: в экструзионной насадке для формования сотовых изделий в корпусе со стороны впускной грани выполнен дополнительный ряд параллельных между собой щелевых каналов. Каналы дополнительного ряда пересекают каналы первого ряда под прямым углом. Расстояние от конца дополнительных каналов до выпускной грани больше, чем глубина каналов второго ряда, но меньше, чем глубина каналов первого ряда. 5 ил.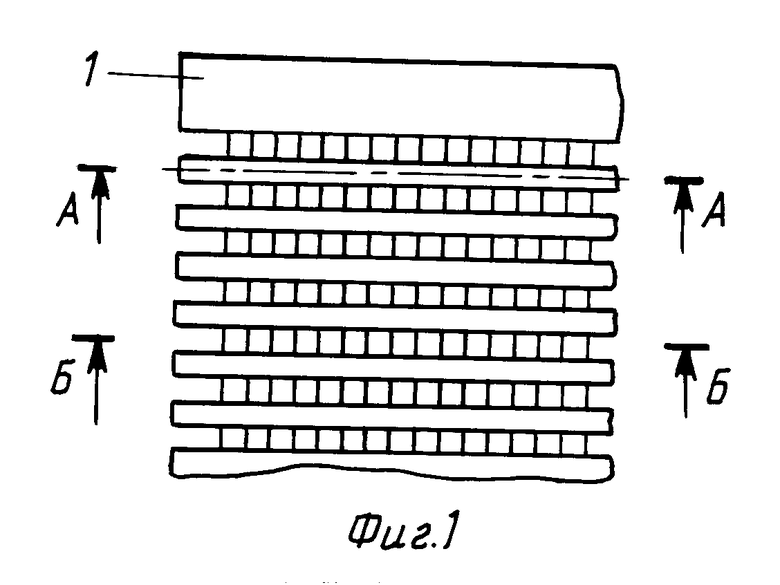
Экструзионная насадка для формования сотовых изделий, содержащая дискообразный корпус с впускной и выпускной гранями, в котором со стороны выпускной грани на глубину меньшую, чем толщина корпуса, выполнены по меньшей мере два взаимопересекающихся ряда параллельных между собой щелевых каналов, образуя стержневые дорны, при этом каналы первого ряда выполнены на глубину большую, чем глубина каналов второго ряда, отличающаяся тем, что в корпусе со стороны впускной грани выполнен дополнительный ряд параллельных между собой щелевых каналов, пересекающих каналы первого ряда под прямым углом, при этом расстояние от конца дополнительных каналов до выпускной грани больше, чем глубина каналов второго ряда, но меньше, чем глубина каналов первого ряда.
