Изобретение относится к экструзионному изготовлению фасонных изделий, в частности к конструкции экструзионных насадок для формования тонкостенных сотовых изделий из различных материалов, например керамики.
Известна конструкция экструзионной насадки для формования сотовых изделий, содержащей множество стержневых дорнов переменного сечения, которые установлены параллельно друг другу с определенным зазором и закреплены с одного конца на дискообразной впускной пластине, при этом торцы других концов дорнов образуют выпускную грань насадки, сечения дорнов со стороны выпускной грани, постоянные на определенную глубину, а также зазор между дорнами соответствуют конфигурации и расположению каналов формуемого изделия, причем, начиная с указанной глубины и до впускной пластины сечение дорнов выполнено уменьшенным, что определяет увеличение ширины щелевых междорновых каналов, по которым поступает материал формуемого изделия, система питающих сквозных цилиндрических отверстий, служащих для подачи материала изделия в зону формования, выполнена по периферии впускной пластины за пределами решетки междорновых каналов, а изменение сечения дорнов выполнено с переходным участком, имеющим наклонные стенки.
Недостатком известной кострукции является невозможность ее использования для формования сотовых изделий с тонкими стенками и ячейками малых размеров, что обусловлено наличием у дорнов ослабления в прикорневых сечениях, вызванного уменьшением последних и приводящего к изгибу или отрыву дорнов из-за изгибных напряжений вследствие тангенциальной направленности нагнетания экструдиремой массы в зону формования из периферийно расположенных питающих отверстий и напряжений растяжения вследствие подпрессовки экструдируемой массы при ее продавливании по междорновым каналам уменьшенного сечения на выходе из насадки.
Кроме того, периферийное расположение питающих отверстий обуславливает увеличение диаметра впускной пластины для их размещения, что приводит к повышенным напряжениям изгиба в пластине при экструдировании, а это, в свою очередь, либо к ее деформации (прогибу), ведущей к искажению сечения формуемого изделия вследствие "раскрытия" дорнов на выходе, либо к необходимости увеличения толщины входной пластины для ее усиления и, следовательно, к повышению ее материалоемкости. Все перечисленные недостатки такой конструкции проявляются более полно при повышении вязкости и давления экструдируемого материала.
Ближайшей по технической сущности к предложенному решению является экструзионная насадка для формования тонкостенного сотового изделия, содержащая дискообразный корпус, имеющий впускную и выпускную грани, в которой со стороны впускной грани на глубину, меньшую, чем толщина корпуса, выполнена система упорядоченно расположенных цилиндрических отверстий с параллельными между собой осями, а со стороны выпускной грани вглубь корпуса параллельно осям отверстий выполнены две решетки щелевых взаимопересекающихся каналов с образованием множества стержневых дорнов, сечение которых на срезе выпускной грани соответствует конфигурации сотовых каналов формуемого изделия, при этом каналы первой решетки выполнены на глубину, до обеспечения сообщения с полостями отверстий и с возможностью совпадения линий пересечения плоскостей симметрии этих каналов с осями отверстий, а каналы второй ретешки выполнены между каналами первой на меньшую глубину. В указанном решении каналы обеих решеток выполнены с равной шириной, постоянной по глубине решеток.
Недостатком конструкции известной насадки является недостаточно высокое качество отформованных с ее помощью тонкостенных сотовых изделий, особенно при экструдировании вязких масс под большим давлением, заключающееся в периодической или постоянной недоформовке части стенок изделия, вызванной незаполнением части каналов второй решетки экструдируемой массой. Это объясняется тем, что экструдируемая масса, поступая от питающих отверстий по каналам первой решетки в сторону выходной грани, с глубины возникновения каналов второй решетки испытывает резкое (практически в два раза) понижение давления, обусловленное двукратным увеличением площади проходного сечения, приводящее к нарушению условий неразрывности потока, Чем больше вязкость экструдируемой массы, давление и скорость экструдирования, тем выше недоформовка части стенок изделия по каналам второй решетки вплоть до полного их отсутствия. Этот недостаток проявляется более полно при уменьшении гомогенности экструдируемой массы.
Кроме того, значительную технологическую трудность представляет собой задача выполнения питающих отверстий, тем большую, чем меньше шаг их расположения и больше диаметр корпуса изделий, так как первое обуславливает уменьшение диаметра отверстий, а второе - увеличение их количества, при этом и первое и второе приводит к повышению трудоемкости изготовления.
Задачей изобретения является повышение качества тонкостенных сотовых изделий за счет исключения понижения давления экструдирования при формовании путем сохранения или уменьшения проходного сечения насадки от входной грани к выходной на каждом этапе формования, а также снижение технологической трудоемкости изготовления насадки за счет уменьшения количества питающих отверстий и увеличения их диаметра.
Указанная задача достигается тем, что в известной экструзионной насадке со стороны выпускной грани между каналами первой и второй решеток параллельно им дополнительно выполнена по меньшей мере, одна вспомогательная решетка каналов на глубину, большую, чем глубина каналов второй решетки и меньшую, чем глубина каналов первой решетки, при этом каналы всех решеток, кроме второй, выполнены с различной шириной по глубине; на участке от выпускной грани на глубину, не большую, чем глубина каналов второй решетки, с шириной, равной ширине каналов второй решетки, а на участке от глубины окончания каналов второй решетки до глубины, не большей, чем глубина окончания каналов вспомогательной решетки, с шириной, большей, чем ширина каналов второй решетки; на участке от глубины окончания каналов вспомогательной решетки до глубины окончания каналов первой решетки последние выполнены с шириной, большей, чем ширина каналов на предыдущем участке.
Поставленная задача достигается также тем, что каналы решеток на каждом из их участков с увеличенной шириной выполнены с величиной последней не менее значения, обеспечивающего равенство площадей проходного сечения насадки на срезе выпускной грани и на этом участке, и не более значения, обеспечивающего идентичность сечения единичных дорнов на срезе выпускной грани на этом участке. При этом каналы решеток на их участках с увеличенной шириной могут быть выполнены как с постоянной, так и с переменной шириной по глубине, расширяющимися во втором случае в сторону впускной грани, и кроме того, с участками перехода от меньшей ширины к большей, имеющими наклонные стенки, причем глубина начала перехода от меньшей ширины к большей выбрана в пределах от 0,8 до 1,0, а окончания - от 1,0 до 1,2 глубины окончания всех решеток, кроме первой. Все описанное может быть осущствлено с помощью электроэрозионной резки электродом-проволокой известным путем.
По сравнению с прототипом наличие в экструзионной насадке, по меньшей мере, одной дополнительной решетки с промежуточной глубиной каналов (больше глубины каналов второй решетки, но меньше первой), а также различной ширины каналов всех решеток, кроме второй, по глубине, позволяет избежать падения давления в экструдируемой массе на всех этапах формования при ее продвижении от входной грани к выходной, сначала по питающим отверстиям, затем по каналам первой решетки, потом по более узким каналам первой и вспомогательнотй решеток и наконец, по самым узким каналам всех решеток. Это обеспечивается тем, что в заявленных пределах соотношений глубин выполнения каналов решеток, а также величин их ширины на различных участках площадь проходного сечения насадки в каждой зоне формования либо постоянна, либо уменьшается позонно в сторону выходной грани, что позволяет соблюдать условие неразрывности потока в экструдируемой массе, полностью заполнить последней каналы всех решеток в выходной зоне и как следствие, получить качественное сотовое изделие.
Нижний предел величины ширины каналов первой и вспомогательной решеток на их участках с увеличенной шириной ограничен условием обеспечения неразрывности потока в экструдируемой массе, верхний - условием соблюдения как минимум, равнопрочности дорнов во всех их сечениях по глубине. При экструдировании масс с большой вязкостью каналы решеток на их участках с увеличенной шириной целесообразно выполнять с величиной последней ближе к верхнему пределу, а малой вязкостью - ближе к нижнему.
Выполнение каналов первой и вспомогательной решеток на их участках с увеличенной шириной в одном случае с постоянной величиной последней по глубине, в другом - с переменной, расширяющимися к впускной грани, способствует лучшему формованию соответственно более и менее вязких экструдируемых масс.
Наличие переходной зоны с наклонными стенками на участках каналов первой и вспомогательной решеток с увеличенной шириной в сочетании с "перерезом" дорнов по глубине в этой зоне каналами либо второй, либо вспомогательной решетки облегчает заполнение каналов как той, так и другой упомянутых решеток экструдируемой массой. При этом глубины начала перехода от меньшей ширины к большей относительно выпускной грани ограничены: сверху - условием неразрывности потока, снизу - отсутствием влияния большего "перереза" на эффективность заполнения "перерезающих" каналов экструдируемой массой, а пределы глубин конца перехода ограничены: сверху - падением эффективности подпрессовки экструдируемой массы в этой зоне, особенно при формовании масс с большой вязкостью, снизу - недопустимостью ослабления сечения дорнов за счет "перереза" в зоне их уменьшенных поперечных размеров.
Кроме того, наличие дополнительных решеток каналов обуславливает увеличение по сравнению с прототипом шага расположения единичных дорнов и их прикорневой зоне (при одной дополнительной решетке - в 2 раза, при двух - в 4, трех - в 8 раз и т.д.), что позволяет увеличить диаметр питающих оттверстий и толщину перегородок между ними, уменьшить их количество. А это, в свою очередь, позволяет снизить трудоемкость изготовления экструзионной насадки и в ряде случаев повысить ее жесткость и прочность.
К числу дополнительных технических результатов заявляемой конструкции экструзионной насадки следует отнести уменьшение трудоемкости ее изготовления за счет допустимости снижения уровня требований при выполнении питающих отверстий к точности их взаимного расположения и совпадения с линиями пересечения плоскостей симметрии каналов первой решетки, а также к точности соблюдения заданной формы их сечения, так как качество формуемого сотового изделия определяет точность выполнения каналов решеток, в особенности в выходной зоне.
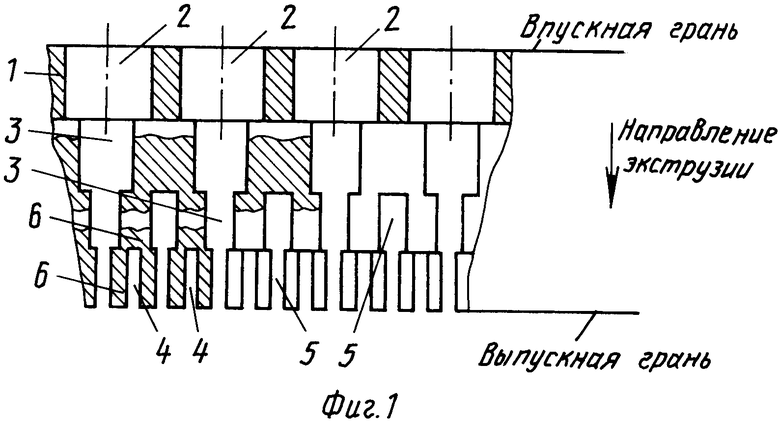
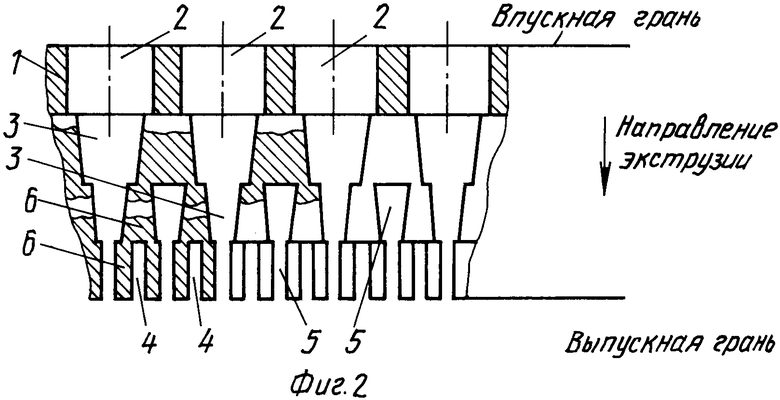
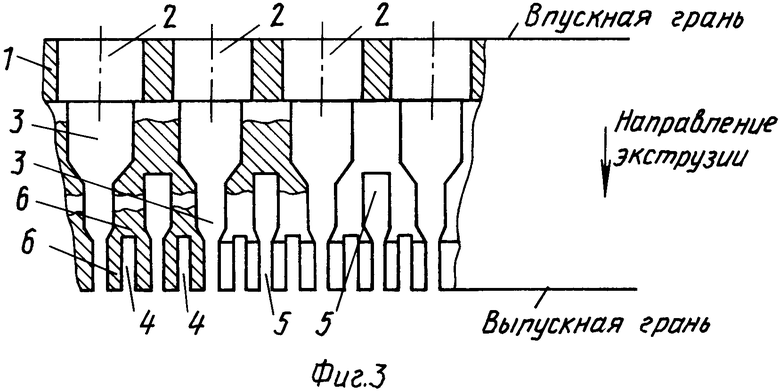
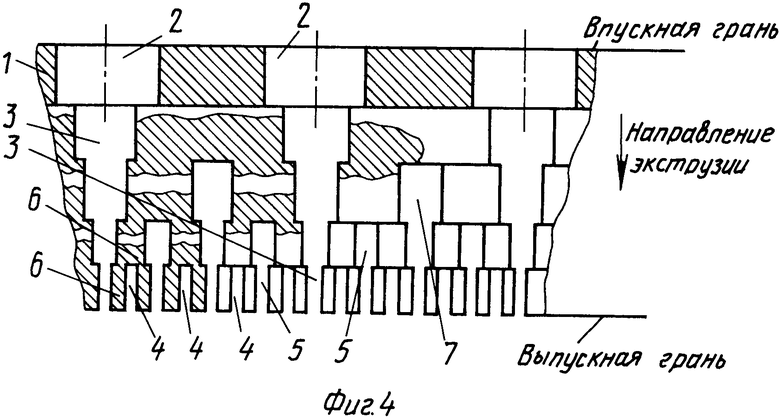
На фиг. 1 представлено сечение экструзионной насадки, у которой каналы всех решеток, кроме второй, выполнены на их участках с увеличенной шириной; на фиг. 1 - с постоянной величиной последней по глубине; на фиг.2 - с переменной величиной последней по глубине; на фиг.3 - с постоянной величиной последней по глубине, переходным участком от меньшей ширины к большей, "перерезом" переходного участка каналами второй и вспомогательной решеток по глубине; на фиг.4 - с постоянной величиной последней по глубине, с двумя вспомогательными решетками.
Экструзионная насадка для формования тонкостенных сотовых изделий содержит дискообразный корпус 1, имеющий впускную и выпускную грани, в котором со стороны впускной грани на глубину, меньшую толщины корпуса, выполнены цилиндрические питающие отверстия 2, а со стороны выпускной грани - первая решетка 3 каналов с шириной, различной по глубине, вторая решетка 4 каналов с шириной, постоянной по глубине, и вспомогательная решетка 5 каналов с шириной, различной по глубине, образуя таким образом множество стержневых дорнов 6, имеющих ветвления по своей высоте. Каналы первой 3 и вспомогательной 5 решеток на их участках с увеличенной шириной могут быть выполнены как с постоянной (см. фиг.1, 3, 4), так и с переменной (см. фиг. 2) величиной последней по глубине, расширяющимися к полостям питающих отверстий 2 (к выходной грани) по глубине. Каналы первой 3 и вспомогательной 5 решеток на их участках с увеличенной шириной могут быть также выполнены с переходным участком от меньшей ширины к большей (см. фиг.3), имеющим наклонные стенки. Кроме того, выходящие на выпускную грань участки каналов первой 3 и вспомогательной 5 решеток с равной ширине каналов второй решетки 4 шириной, могут быть выполнены на глубину, как равную глубине каналов второй решетки 4 (см. фиг.1, 2, 4), так и на глубину, меньшую, чем глубина каналов второй решетки 4 (см. фиг.3), а участки каналов первой решетки 3 с шириной, равной ширине каналов вспомогательной решетки 5, могут быть выполнены на глубину, как равную глубине каналов вспомогательной решетки 5 (см. фиг. 1, 2, 4), так и на глубину, меньшую, чем глубина каналов вспомогательной решетки 5 (см. фиг.3). Экструзионная насадка может быть выполнена с второй решеткой вспомогательных каналов 7 (см. фиг.4), а также и с большим количеством решеток вспомогательных каналов.
Экструзионная насадка для формования тонкостенных сотовых изделий работает следующим образом. По поступлении экструдируемой массы со стороны впускной грани по питающим отвертстиям 2 в зону формования корпуса 1, она заполняет, обтекая дорны 6, первоначально щелевые каналы первой решетки 3 на их участке с наибольшей шириной. Таким образом формуется часть стенок сотового изделия. Затем экструдируемая масса, продвигаясь в сторону выпускной грани, заполняет каналы вспомогательной решетки 5 (или вспомогательных решеток - сначала одной 7. затем другой 5) и одновременно продолжает движение по суженным каналам первой решетки 3.
Таким образом поддерживается сформированная первоначально часть стенок и формируется дополнительная часть стенок сотового изделия. Наконец, при дальнейшем движении экструдируемой массы к выпускной грани, она заполняет каналы второй решетки каналов 4, продолжая движение по еще более зауженным каналам первой решетки 3 и также суженным каналам вспомогательной решетки 5 (решеток 7, 5). Таким образом формируется оставшаяся часть стенок и поддерживается сформированная ранее часть стенок сотового изделия.
Использование экструзионной насадки данной конструкции для формования тонкостенных сотовых изделий из керамики и металлов различного назначения показало, что выход готовой бездефектной продукции повышается до 97% при снижении трудоемкости и стоимости изготовления таких насадок в 1,5-2 раза.
Использование: экструзионное формование тонкостенных сотовых изделий. Сущность изобретения: в корпусе, имеющем впускную и выпускную грани, со стороны впускной грани выполнена система цилиндрических отверстий с параллельными осями. Со стороны выпускной грани расположены две решетки взаимопересекающихся каналов с образованием множества стержневых дорнов. Между каналами первой и второй решеток дополнительно выполнена по меньшей мере одна вспомогательная решетка каналов на промежуточную относительно глубин первой и второй решеток глубину. Каналы всех решеток, кроме второй, выполнены с различной шириной по глубине. Благодаря этому повышается качество изделий за счет повышения давления экструдирования и уменьшения проходного сечения насадки от входа к выходу. 5 з.п. ф-лы, 4 ил.
| Патент США N 4722819, кл | |||
| Солесос | 1922 |
|
SU29A1 |
