Изобретение относится к машиностроению, в частности, к способу получения сварных соединений с помощью индукционного разогрева соединяемых заготовок токами высокой частоты.
Известен способ сварки заготовок, при котором соединяемые заготовки помещают в зону действия магнитного индуктора, который запитывают токами высокой частоты, а соединяемые поверхности заготовок прижимают друг к другу с помощью специальной технологической оснастки.
Недостатком такого способа является то, что индукционный разогрев всей массы заготовки приводит к неоправданным затратам энергии, а необходимость сжатия свариваемых поверхностей требует применения громоздкой технологической оснастки.
Наиболее близким из известных технологических решений является выбранный в качестве прототипа способ сварки листовых металлических материалов при изготовлении например, цилиндрических, конических и других сложных по форме деталей и узлов, при котором свариваемые заготовки помещают в зону действия магнитного индуктора, питаемого током высокой частоты.
Недостатком указанного технического решения является усложненная форма индуктора, необходимость применения дополнительного магнитопровода, размещение которого бывает затруднено, необходимость применения прижимного устройства, а также длительность технологического цикла.
Задачей изобретения является упрощение технологической оснастки и ускорение технологического цикла, снижение энергетических затрат.
Поставленная цель достигается тем, что в способе получения сварных соединений листовых металлических материалов, при котором свариваемые заготовки помещают в зону действия магнитного индуктора, питаемого током высокой частоты, со стороны, противоположной магнитному индуктору, заготовки ограничивают жесткой опорой из изолирующего материала, а магнитный индуктор запитывают от магнитоимпульсного генератора, при этом свариваемые поверхности заготовок прижимают друг к другу и к жесткой опоре силами взаимодействия магнитных полей индуктора и тока самоиндукции, возникающего в заготовках и разогревающего их в местах сварки.
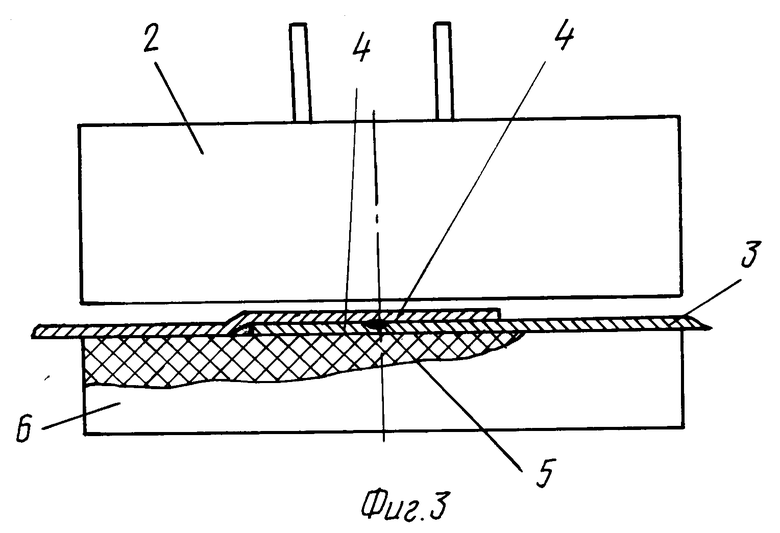
На фиг. 1 схематически показаны магнитоимпульсный генератор, питаемый от электропроводной сети, и питающий индуктор, обеспечивающий сварку кромок заготовки, охватываемой внешней опорой из изоляционного материала; на фиг. 2 - вариант применения предлагаемого способа для сварки кромок цилиндрической заготовки внешним индуктором с внутренней опорой из изоляционного материала; на фиг. 3 - вариант применения способа для сварки кромок заготовок "плоским" индуктором и опорой из изоляционного материала с плоской поверхностью, обращенной в сторону заготовки; на фиг. 4 - вариант применения предлагаемого способа для сварки кромок заготовки переменного сечения с внешней опорой из изоляционного материала, при этом в сечениях А-А показаны различные способы соединения кромок заготовки: внахлест, встык и с отбортовкой кромок.
Работа при предлагаемом способе происходит следующим образом.
При подключении индуктора 1 к магнитоимпульсному генератору 2 им создается высокочастотное (≈40 кГц) электромагнитное поле, под действием которого в заготовке 3, представляющей собой замкнутый контур, наводится импульс тока самоиндукции большой силы. Под действием этого тока в местах стыка кромок 4 заготовок 3, имеющих повышенные контактные сопротивления, образуются зоны разогрева материала 5, которые приводят к его расплавлению и образованию после охлаждения сварного соединения. При взаимодействии электромагнитных полей индуктора и тока самоиндукции заготовки возникают силы, деформирующие заготовку в направлении от индуктора к заготовке. Для предотвращения указанной деформации со стороны заготовки, противоположной индукции, устанавливают жесткую опору из изоляционного материала 6.
Примером, подтверждающим возможность осуществления способа, является сварка сложного по форме кожуха переменного сечения, выполненного из алюминиевой фольги толщиной 0,15 мм. Для обеспечения сварки был использован многозаходный, многовитковый конусообразный внутренний индуктор, который запитывается от промышленного магнитоимпульсного генератора с максимальной запасаемой энергией 2,5 кДж (тип ГИТ2-2-01 серии "Импульс").
Весь процесс сварки происходит в течение долей секунды, поэтому данный способ не требует применения присадочных материалов, зачистки и охлаждения зоны сварки, позволяет сваривать как черные, так и цветные металлы, а также имеет низкое энергопотребление.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2004 |
|
RU2309031C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОСВАРНЫХ ЗАМКНУТЫХ КОНСТРУКЦИЙ ИЗ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2228826C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2010 |
|
RU2455137C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 1995 |
|
RU2103592C1 |
| СПОСОБ СВАРКИ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1995 |
|
RU2106947C1 |
| Способ высокочастотной сварки | 1990 |
|
SU1712103A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ НЕЗАМКНУТОГО КОНТУРА | 2004 |
|
RU2309032C2 |
| Способ разбраковки магнитопроводов свариваемых труб | 1980 |
|
SU935842A1 |
| Способ непрерывного изготовления слоистой ленты из полос и устройство для его осуществления | 1983 |
|
SU1113227A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |


Способ может быть использован для получения сварных соединений с помощью индукционного разогрева соединяемых заготовок токами высокой частоты. Свариваемые заготовки помещают в зону действия магнитного индуктора. Со стороны, противоположной магнитному индуктору, заготовки ограничивают жесткой опорой из изолирующего материала. Магнитный индуктор запитывают токами высокой частоты от магнитоимпульсного генератора. Свариваемые заготовки прижимают друг к другу и к жесткой опоре силами взаимодействия магнитных полей индуктора и тока самоиндукции, возникающего в заготовках и разогревающего их в местах сварки. 4 ил.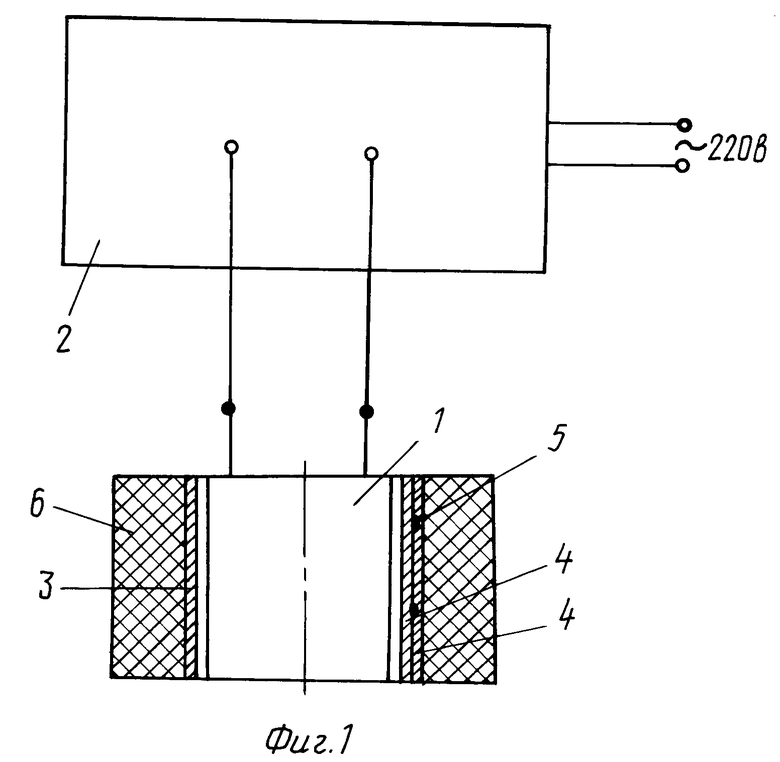
Способ получения сварных соединений листовых металлических материалов, при котором свариваемые заготовки помещают в зону действия магнитного индуктора, соединенного с источником тока высокой частоты, отличающийся тем, что со стороны, противоположной магнитному индуктору, заготовки ограничивают жесткой опорой из изолирующего материала, в качестве источника тока высокой частоты используют магнитоимпульсный генератор, при этом свариваемые поверхности заготовок прижимают одна к другой и к жесткой опоре силами взаимодействия магнитных полей индуктора и тока самоиндукции, возникающего в заготовках и разогревающего их в местах сварки.
| Сварка, пайка, склепка и резка металлов и пластмасс | |||
| Справочник | |||
| Изд | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М.: Металлургия, 1985, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |

