Изобретение относится к области электротехники, а именно к способам заделки кабеля в электросоединитель.
Наиболее близким из известных технических решений к предлагаемому изобретению является «Способ заделки экранированного кабеля в электросоединитель» по патенту РФ №2113041, Н01R 13/648, который включает в себя изготовление экранированного кожуха свертыванием заготовки из металлической фольги в виде патрубка, последующей раздачей ее во внешнюю оснастку с одновременным скреплением кромок заготовки по образующей, затем, после установки упомянутого кожуха на хвостовик корпуса соединителя и экранирующую оболочку кабеля, его обжимают в местах охвата до обеспечения заданной величины проводимости кожуха, причем как раздачу заготовки, так и обжим кожуха производят с помощью направленного воздействия импульса магнитного поля.
Недостаток указанного способа заключается в недостаточной надежности получаемого кабеля, что объясняется тем, что получаемый экранированный кожух не имеет необходимой для последующих операций жесткости. Он может быть помят, когда его устанавливают на хвостовик корпуса и обжимают экранирующую оболочку кабеля, а разница диаметров может быть значительной, что приведет к складкообразованию.
Кроме того, при обжатии экранированного кожуха на экранированную оболочку кабеля последняя будет прижиматься к пластиковой изоляции проводов, которая очень податлива и не создает надежной опоры.
Задачей, на выполнение которой направлено предлагаемое изобретение, является повышение качества и надежности получаемой заделки экранированного кабеля в электоросоединитель, за счет создания надежной опоры в момент обжатия электропроводного кожуха на экранированную оболочку кабеля.
Поставленная задача решается тем, что в способе заделки экранированного кабеля в электросоединитель, при котором хвостовик корпуса соединителя охватывают и обжимают в импульсном магнитном поле электропроводным кожухом, выполненным из металлической фольги, свернутой в виде патрубка, с последующей раздачей ее во внешнюю оснастку с одновременным скреплением кромок, а образованную электропроводным кожухом полость полностью заполняют герметизирующим составом, последний наносят предварительным слоем на внутреннюю поверхность электропроводного кожуха с последующим его отверждением перед его монтажом на хвостовик корпуса, а экранирующую оболочку кабеля натягивают на электропроводный кожух после отверждения всего герметизирующего состава, введенного в полость электропроводного кожуха, помещая ее между наружной поверхностью электропроводного кожуха и дополнительным накладным кольцом из металлической фольги, который также обжимают импульсным магнитным полем.
Нанесение на внутреннюю поверхность электропроводного кожуха предварительного слоя герметизирующего состава с последующим его отверждением перед его монтажом на хвостовик корпуса, а также натягивание экранирующей оболочки кабеля на электропроводный кожух после затвердения всего герметизирующего состава позволяют повысить жесткость и исключить смятие тонких стенок электропроводного кожуха. При этом вес заделки не увеличивается.
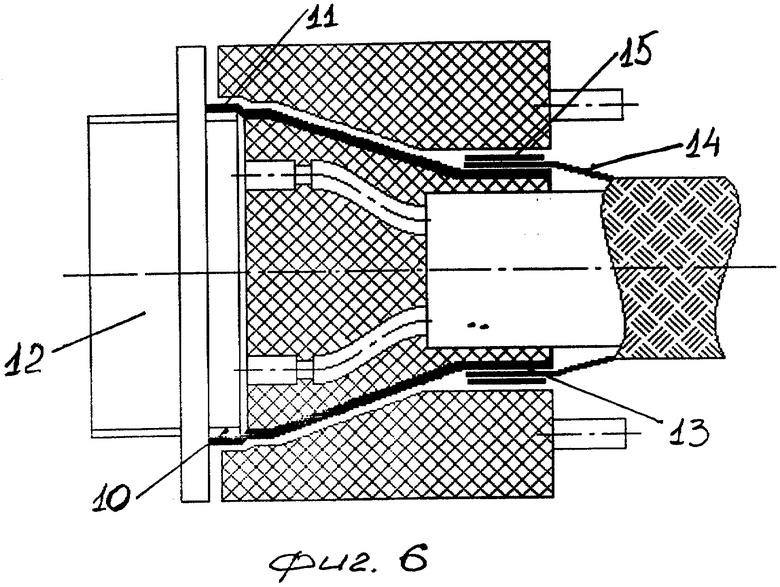
На фиг.1 представлен общий вид заделки экранированного кабеля в электоросоединитель, на фиг.2-6 - последовательность заделки экранированного кабеля в электоросоединитель.
Способ заделки экранированного кабеля 1 в электросоединитель 2 состоит в том, что он начинается с изготовления электропроводного кожуха. Для этого из металлической фольги свертывают заготовку 3 с кромками 4, 5 в виде патрубка (фиг.2), затем ее устанавливают в оснастку 6, внутрь вводят магнитный индуктор 7, подключают его к генератору импульсов тока (не показан) и раздают заготовку 3 до соприкосновения ее с оснасткой 6 (фиг.3). Одновременно с раздачей производится скрепление кромок 4, 5 заготовки 3 по образующей патрубка.
После получения тонкостенного электропроводного кожуха 8 на его внутреннюю поверхность наносится предварительный слой 9 герметизирующего состава (фиг.5), который оставляют до затвердения.
Тонкостенный электропроводный кожух 8 с затвердевшим слоем 9 из герметизирующего состава, который придал ему определенную жесткость, надевают на хвостовик корпуса 10 и производят обжим импульсным магнитным полем торцевой части 11 электропроводного кожуха 8 (фиг.6).
Затем через отверстие 12 в полость электропроводного кожуха 8 вводится тот же герметизирующий состав, что использовался для нанесения предварительного слоя 9.
И только после затвердения всего герметизирующего состава на хвостовую часть 13 электропроводного кожуха 8 натягивается экранирующая оболочка 14, которую помещают между наружной поверхностью хвостовой части 13 электропроводного кожуха 8 и дополнительным накладным кольцом 15 из металлической фольги. Обжим дополнительного накладного кольца 15 производят импульсным магнитным полем (фиг.6).
Благодаря предложенной последовательности заделки экранированного кабеля в электросоединитель повышается качество и надежность соединения за счет обеспечения сохранности геометрии кожуха, уменьшения переходного сопротивления в местах стыка, а также отсутствия случайного контакта мест пайки выводов и стенки кожуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАДЕЛКИ ЭКРАНИРОВАННОГО КАБЕЛЯ В ЭЛЕКТРОСОЕДИНИТЕЛЬ | 1996 |
|
RU2113041C1 |
| УЗЕЛ ЗАДЕЛКИ ЭКРАНИРОВАННОГО КАБЕЛЯ В ЭЛЕКТРОСОЕДИНИТЕЛЬ | 2022 |
|
RU2788954C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2008 |
|
RU2403659C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ | 2009 |
|
RU2438813C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2012 |
|
RU2516233C2 |
| Устройство и способ концевой заделки кабеля с угловым вводом в электрический соединитель | 2018 |
|
RU2677850C1 |
| УГЛОВОЙ ПАТРУБОК ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2008 |
|
RU2360340C1 |
| УГЛОВОЙ ПАТРУБОК (КОЖУХ) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2012 |
|
RU2519837C1 |
| УЗЕЛ ЗАДЕЛКИ ЭКРАНИРОВАННОГО НАБОРНОГО КАБЕЛЯ В СОЕДИНИТЕЛЬ | 1989 |
|
RU2093937C1 |
| Герметичный электрический соединитель | 1987 |
|
SU1510024A1 |




Изобретение относится к области электротехники, а именно к способам заделки кабеля в электросоединитель. Задача, которая поставлена перед авторами, - повышение качества и надежности получаемой заделки экранированного кабеля в электросоединитель, за счет создания надежной опоры в момент обжатия электропроводного кожуха на экранированную оболочку кабеля. Поставленная задача достигается тем, что в способе заделки экранированного кабеля в электросоединитель, при котором хвостовик корпуса соединителя охватывают и обжимают в импульсном магнитном поле электропроводным кожухом, выполненным из металлической фольги, свернутой в виде патрубка, с последующей раздачей ее во внешнюю оснастку с одновременным скреплением кромок, а образованную электропроводным кожухом полость полностью заполняют герметизирующим составом, последний наносят предварительным слоем на внутреннюю поверхность электропроводного кожуха с последующим его отверждением перед его монтажом на хвостовик корпуса, а экранирующую оболочку кабеля натягивают на электропроводный кожух после отверждения всего герметизирующего состава, введенного в полость электропроводного кожуха, помещая ее между наружной поверхностью электропроводного кожуха и дополнительным накладным кольцом из металлической фольги, который также обжимают импульсным магнитным полем. 6 ил.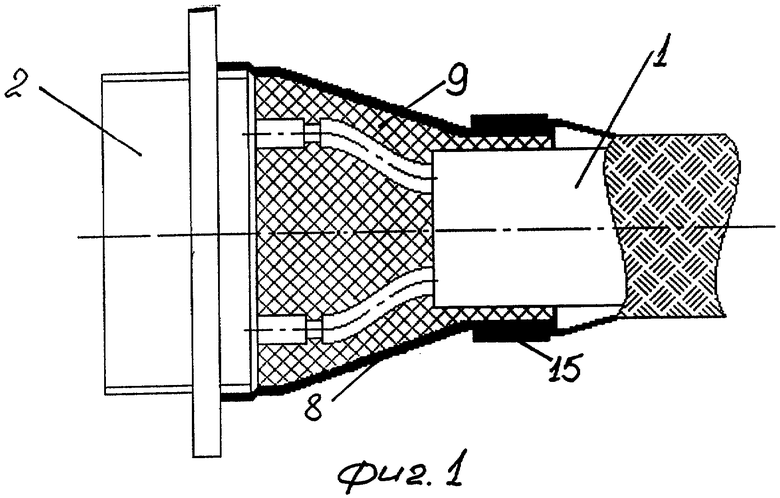
Способ заделки экранированного кабеля в электросоединитель, при котором хвостовик корпуса соединителя охватывают и обжимают в импульсном магнитном поле электропроводным кожухом, выполненным из металлической фольги свернутой в виде патрубка с последующей раздачей ее во внешнюю оснастку с одновременным скреплением кромок, а образованную электропроводным кожухом полость полностью заполняют герметизирующим составом, отличающийся тем, что последний наносят предварительным слоем на внутреннюю поверхность электропроводного кожуха с последующим его отверждением перед его монтажом на хвостовик корпуса, а экранирующую оболочку кабеля натягивают на электропроводный кожух после отверждения всего герметизирующего состава, введенного в полость электропроводного кожуха, помещая ее между наружной поверхностью электропроводного кожуха и дополнительным накладным кольцом из металлической фольги, который также обжимают импульсным магнитным полем.
| СПОСОБ ЗАДЕЛКИ ЭКРАНИРОВАННОГО КАБЕЛЯ В ЭЛЕКТРОСОЕДИНИТЕЛЬ | 1996 |
|
RU2113041C1 |
| УЗЕЛ ЗАДЕЛКИ ЭКРАНИРОВАННОГО НАБОРНОГО КАБЕЛЯ В СОЕДИНИТЕЛЬ | 1989 |
|
RU2093937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХИЗДЕЛИЙ | 0 |
|
SU346027A1 |
| JP 2003198178, 11.07.2003 | |||
| JP 2001076821, 23.03.2001. | |||

