Изобретение относится к прокатному производству и может быть использовано при изготовлении листовых профилей высокой жесткости.
Профили высокой жесткости (ПВЖ) содержат по ширине один или несколько замкнутых продольных, периодически повторяющихся продольных гофров с трапециевидной или круглой формой поперечного сечения и изготавливаются из полосовой рулонной стали. Формообразование гофров осуществляется путем локальной вытяжки металла с помощью валков соответствующей конструкции. Технология производства ПВЖ описана, например, в книге Березовского С.Ф. Производство гнутых профилей. - Металлургия, 1985, с. 102-104.
Известен способ изготовления гофрированных листов с замкнутыми гофрами (ПВЖ), в котором для устранения дефектов типа скручивания и местного вспучивания при выдавливании гофров заготовку растягивают в двух взаимно перпендикулярных направлениях (авт. св. СССР N 620308, кл. B 21 D 5/08 от 25.08.78). Известен также способ изготовления гофрированных изделий с гофрами жесткости (ПВЖ), в котором часть участков заготовки со стороны внешних боковых граней гофров, составляющую 0,2-0,5 от ширины каждого участка, подвергают обжатию на 0,2-2,0% большему, чем остальную часть (авт. св. СССР N 713634, кл. B 21 D 5/06 от 08.02.80).
Недостатком известных способов является невозможность производства с их помощью качественных ПВЖ из полосовой заготовки с повышенной серповидностью (резьбовой кривизной).
Наиболее близким к предлагаемому является способ изготовления листов с гофрами жесткости по авт. св. СССР N 965546, кл. B 21 D 5/06 от 09.03.81, БИ N 38, 1982.
Этот способ включает предварительное измерение величины серповидности полосы и формообразование на ней гофров валками, установленными с заданным межвалковым зазором, и характеризуется тем, что при изготовлении профилей с трапецеидальными гофрами одновременно с обжатием плоских участков наклонные элементы формуемых гофров также подвергают обжатию. Недостатком такого способа также является невозможность получения с его применением качественных ПВЖ, формуемых из заготовки с повышенной серповидностью.
Так как для производства профилей высокой жесткости используется горячекатанная рулонная полосовая сталь, сортамент которой оговаривается ГОСТ 19903, то величина ее серповидности, согласно п.13 стандарта, не должна превышать 10 мм на базовой длине lм = 3 м. Поэтому обязательной операцией при производстве ПВЖ является предварительный замер величины серповидности (S, мм) исходной заготовки.
Технической задачей предлагаемого изобретения является расширение технологических возможностей процесса производства ПВЖ за счет использования полосовой заготовки с серповидностью, превышающей допустимую, что уменьшает расход металла.
Для решения этой задачи в способе производства ПВЖ с двумя замкнутыми продольными гофрами по ширине профиля из полос с заданной серповидностью, включающем предварительное измерение величины серповидности полосы на базовой длине lм и формообразование на ней гофров валками, установленными с заданным межвалковым зазором, при формовке полос с величиной серповидности, превышающей допускаемую на ΔS мм, формируют разновысотные по ширине полосы гофры путем перекоса валков в вертикальной плоскости на угол
устанавливая межвалковый зазор на вогнутой кромке заготовки равным минимальной толщине профиля δ, а на противоположной кромке - равным δ+Btgα, где h - минимально-допустимая высота гофра, lг - заданная его длина, b - расстояние между гофрами по ширине B профиля.
Приведенная математическая зависимость для определения величины угла перекоса валков α получена при обработке опытных данных и является эмпирической.
Сущность найденного технического решения заключается в формообразовании по ширине серповидной полосовой заготовки гофров разной высоты, что уменьшает ребровую кривизну (серповидность) готовых листовых профилей.
Очевидно, что при одинаковых ширине и длине обоих гофров более высокий из них будет иметь и больший объем (разница высот гофров должна быть в пределах допускаемых величин). Так как изогнутая в горизонтальной плоскости (серповидная) полоса имеет разную длину околокромочных участков (со стороны выпуклой кромки полосы длина больше), на которых формируются гофры, то гофр, имеющий больший объем и требующий больше металла на его формообразование, заберет некоторую часть "лишнего металла", что приведет к некоторому выравниванию длин обеих кромок, т.е. к уменьшению серповидного готового профиля (по сравнению с величиной серповидности заготовки).
Поскольку теоретическое определение величины угла перекоса формующих валков, с помощью которого достигается получение разновысотных гофров, не представляется возможным, целесообразно найти взаимосвязь между величиной этого угла и некоторыми параметрами гофров и серповидной полосовой заготовки опытным путем.
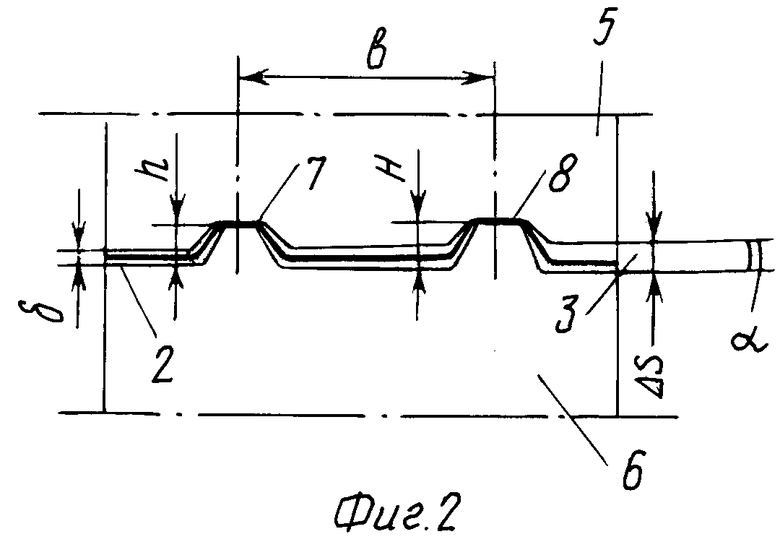
На фиг. 1 показана схема расположения гофров на серповидной полосе; на фиг. 2 - схема, показывающая формирование разновысотных по ширине профиля гофров с помощью профилегибочных валков.
Серповидная полоса 1 (фиг. 1) шириной B имеет серповидность S, мм, на длине lМ, причем, левая (на фиг. 1) кромка 2 полосы - изогнутая, а правая 3 - выпуклая и более длинная. На полосе формируются гофры 4 (например, трапециевидного сечения) с длиной lг, расстояние между которыми по ширине полосы равно b.
При формообразовании гофров рабочие валки 5 и 6 (фиг. 2) перекашивают в вертикальной плоскости с помощью нажимных устройств так, чтобы угол между их осями был равен α град. Это приводит к формированию гофров разной высоты: левого 7 (на фиг. 2) с высотой h и правого 8 с высотой H > h, так как величина межвалкового зазора со стороны кромки 2 установлена равной минимальной толщине (с учетом минусового допуска) профиля δ, а со стороны кромки 3 зазор Δ = δ+Btgα.
Перед профилированием измеряется фактическая серповидность полосовой заготовки на базовой длине ln, оговариваемой соответствующим стандартом или техническими условиями, и, в случае превышения ею допустимой величины, по разности ΔS, заданной длине гофров lг, расстояние между ними b, и минимально-допустимой высоте гофров h вычисляется угол α перекосов формующих валков. Затем устанавливается переменный межвалковый зазор и начинается процесс профилирования. Более высокий гофр при этом формируется путем поднятия формующего выступа нижнего валка.
Опытную проверку найденного технического решения производили на проифлегибочном агрегате 1 - 5 • 300 - 1650 ОАО "Магнитогорский меткомбинат" при изготовлении ПВЖ с двумя гофрами по ширине полосы и с различными параметрами профилей. В опытах фиксировали величины серповидности исходной заготовки и готовых профилей, а также высоту гофров. Опыты показали, что в зависимости от сортамента ПВЖ использование заявляемого способа при их изготовлении позволяет получать качественные профили из серповидных полос с ΔS до 5 мм. Контрольное профилирование с использованием известной технологии показало, что с ее помощью невозможно получить требуемую геометрию ПВЖ, формуемых из серповидной заготовки.
Таким образом, чтобы подтвердили приемлемость заявляемого объекта для решения поставленной задачи и его преимущества перед известным объектом.
По данным ЗАО "Прокат - гнутый профиль" ММК использование настоящего изобретения при производстве ПВЖ позволяет уменьшить расход металла при профилировании примерно на 2%, что соответственно повысит рентабельность этого вида проката.
Пример. Формуется профиль высокой жесткости с двумя трапециевидными гофрами по ширине полосы B = 1260 мм; длина гофров (фиг. 1 и 2) lг = 1230 мм, минимальная высота h = 34 мм, b = 600 мм.
Допустимая величина серповидности 10 мм на длине lМ = 3000 мм, фактическая - 13 мм, т.е. Δ S = 3 мм.
Угол перекоса валков:
Допуск на толщину полосы: 4
H = h+btgα = 34+600•tg0,0065 рад ≈ 38 мм,
что соответствует допуску на высоту гофров (36 ± 2 мм).
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2005 |
|
RU2288799C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1999 |
|
RU2164185C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| СПОСОБ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2006 |
|
RU2334579C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2005 |
|
RU2301717C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШИРИНЫ ЗАГОТОВКИ ДЛЯ ПРОФИЛИРОВАНИЯ | 1999 |
|
RU2168383C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1998 |
|
RU2147956C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
Изобретение относится к обработке металлов давлением, в частности к производству листовых гнутых профилей с продольными периодически-повторяющимися замкнутыми гофрами (ПВЖ). Способ производства ПВЖ с двумя замкнутыми продольными гофрами по ширине профиля включает предварительное измерение величины серповидности полосы на базовой длине и формообразование на ней гофров валками, установленными с заданным межвалковым зазором. При формовке полос с величиной серповидности, превышающей допускаемую на ΔS мм, формируют разновысотные по ширине полосы гофры путем перекоса валков в вертикальной плоскости на угол α, определяемый по эмпирической зависимости, устанавливая межвалковый зазор на вогнутой кромке заготовки, равный минимальной толщине профиля δ, а на противоположной кромке - равный δ+Btgα, где δ - минимальная толщина профиля, мм; В - расстояние между кромками, мм. Способ расширяет технологические возможности и уменьшает расход металла за счет использования заготовки с повышенной серповидноcтью. 2 ил.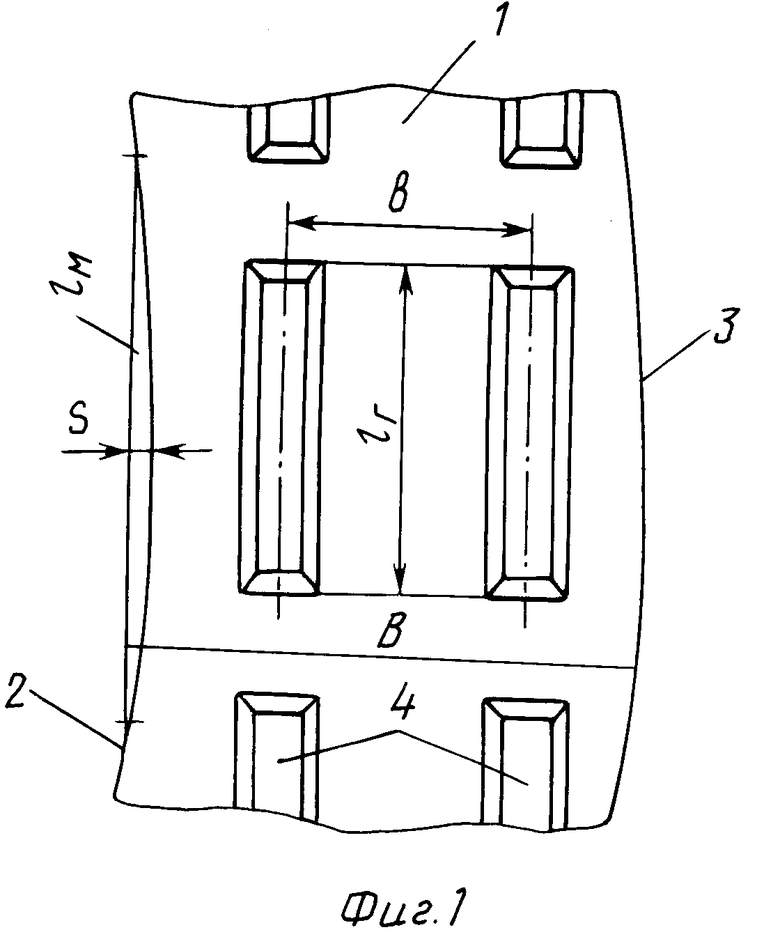
Способ производства профилей высокой жесткости с двумя замкнутыми продольными гофрами по ширине, включающий предварительное измерение величины серповидности полосы на базовой длине lm и формирование на ней гофров валками, установленными с заданным межвалковым зазором, отличающийся тем, что при разности ΔS измеренной серповидности и допускаемой формируют разновысокие по ширине полосы гофры путем перекоса валков в вертикальной плоскости на угол
где α - угол перекоса валков, рад.;
ΔS - разность измеренной и заданной серповидностей, мм;
h - минимально допустимая высота гофра, мм;
lг - заданная длина гофра, мм;
b - расстояние между гофрами, мм;
lм - базовая длина, мм;
B - ширина профиля, мм;
δ - минимальная толщина профиля, мм,
устанавливая межвалковый зазор на вогнутой кромке заготовки, равный минимальной толщине профиля -δ+βtgα, а на противоположной δ.
| SU, авторское свидетельство N 965546, B 21 D 5/06, 15.10.82. |
