Изобретение относится к прокатному оборудованию, в частности к инструменту для производства холодногнутых профилей высокой жесткости (ПВЖ).
Эти листовые профили содержат продольные периодически повторяющиеся гофры различной формы (треугольные, трапециевидные, полукруглые) и изготавливаются на специальных формовочных станах путем локальной деформации (вытяжки) отдельных участков полосовой заготовки.
Инструментом таких станов являются установленные в клетях с зазором формующие валки - верхний и нижний. При этом нижний валок выполнен с формующими выступами, занимающими заданную часть длины окружности бочки валка и количество которых соответствует числу гофров по ширине профиля; верхний же валок - ручьевой, со съемными накладками в ручьях, которые расположены напротив участков нижнего валка между концами его выступов.
Особенности конструкции инструмента (валков) для производства ПВЖ достаточно подробно описаны, например, в книге В.И.Анисимова и др. "Расширение сортамента металлопроката - резерв экономии", Челябинск, Ю.-Урал. кн.изд., 1980, с.120-125.
Известны валки для формовки локальной вытяжкой ПВЖ, состоящие из отдельных элементов и содержащие выступы на части длины окружности бочки нижнего валка и соответствующие им впадины на верхнем, у которых концевая часть выступов, формующих передние концы гофров, выполнены съемными и из стали повышенной твердости (см. а.с. СССР №1174119 кл. В21D 5/06, опубл. в БИ №31, 1985 г.). Недостатком такого инструмента является возможность появления на ПВЖ характерного дефекта - местного вспучивания металла ("пузыря") на передних концах.
Наиболее близким к заявляемому объекту является инструмент (валки) для формовки ПВЖ, описанный в книге А.Ф.Рашникова и др. "Производство гнутых профилей на ММК", Магнитогорск, МГТУ, 1999, с.100-101.
Этот инструмент содержит установленные с зазором нижний валок с формующими выступами, занимающими заданную часть длины окружности бочки, и верхний ручьевой валок с накладками в ручьях и характеризуется тем, что накладки выполнены с переменной высотой по их длине, уменьшающейся от концов накладки к ее середине. Недостатком инструмента такой конструкции является возможность появления указанных дефектов геометрии ПВЖ и повышенный расход валков из-за относительно большой длины накладок.
Технической задачей настоящего изобретения является снижение расхода валков и улучшение геометрии профилей высокой жесткости.
Для решения этой задачи у инструмента для формовки профилей высокой жесткости с продольными гофрами, содержащего установленные с зазором нижний валок с формующими выступами, занимающими заданную часть длины окружности бочки, и верхний ручьевой валок с накладками в ручьях, длина выступа на нижнем валке составляет 0,69...0,71 длины окружности его бочки, а накладка в ручье верхнего валка занимает 0,17...0,18 длины окружности его бочки, при этом накладка установлена на минимально-возможном расстоянии от переднего по ходу прокатки конца выступа нижнего валка.
Приведенные соотношения параметров валков получены в результате обработки опытных данных и являются эмпирическими.
Сущность заявляемого технического решения заключается в оптимизации длины выступов на нижнем валке и длины накладок на верхнем валке. Причем накладка занимает не всю длину участка ручья, соответствующего длине участка l между концами выступа на нижнем валке, а всего 58...59% этой величины. В результате этого устраняется дефект "пузырь" на готовых профилях (причины его появления описаны в упомянутой книге В.И.Анисимова и др. на с.138-140), что улучшает геометрию ПВЖ. Кроме того, вследствие уменьшения длины накладок сокращается расход валков (см. ниже), а отсутствие "пузыря" при формовке уменьшает их износ.
Предлагаемый инструмент схематично показан на чертеже (стрелка - направление движения полосы).
В опорах станины 1 клети установлены верхний 2 и нижний 3 формующие валки. На нижнем валке выполнены выступы 4, длина которых по окружности бочки зависит от длины периодического гофра на профиле, т.е. выступ 4 занимает только заданную часть этой окружности. На концах выступов 4 имеются скосы 5 (наклонные плоские грани), соответствующие форме переднего и заднего концов гофров.
В ручьях 6 верхнего валка 2 расположены накладки 7 также заданной длины, выполненные с возможностью регулировочного перемещения вдоль ручья 6 за счет овальности крепежных отверстий 8 накладок 7. Накладки 7 установлены на минимальном расстоянии от передних концов 9 выступов 4.
Работает предлагаемый инструмент следующим образом.
Перед началом работы стана валки 2, 3 устанавливаются с требуемым зазором δ между ними по вертикали, величина которого соответствует фактической толщине формуемой полосы. После этого накладки 7 верхнего валка 2 устанавливаются в ручьях 6 на минимально-возможном расстоянии от переднего по ходу прокатки конца 9 выступа 4 нижнего валка 3, которое определяется с помощью щупа по зазору между плоской гранью скоса 5 и накладкой 7. Накладки 7 укрепляются в ручьях 6 установочными болтами и начинается процесс формовки. Если при этом на ПВЖ не получаются межгофровые (по длине полосы) участки с требуемой их плоскостью - накладки 7 перемещаются в новые положения до достижения необходимого результата.
Опытную проверку предлагаемого инструмента осуществляли при формовке ПВЖ различного сортамента на стане 1-5×300-1650 ОАО "Магнитогорский металлургический комбинат".
С этой целью при формовке полос с трапециевидными периодическими гофрами варьировали длину выступов на нижнем валке (в пределах допускаемой длины гофров: lг±10 мм) и длину накладок на верхних валках. Результаты опытной формовки оценивали по выходу годных ПВЖ, износу валков и их расходу.
Наилучшие результаты (выход годных ПВЖ не менее 99,7% при минимальном износе валков и их расходе) получены при использовании заявляемой клети. Отклонения от рекомендуемых параметров валков (см. выше) ухудшали достигнутые показатели.
Так при длине выступов менее 0,69 и более 0,71 длины окружности бочки нижнего валка длина гофров готовых ПВЖ выходила за пределы допускаемых величин. При длине накладок на верхнем валке менее 0,17 длины окружности его бочки ухудшилась плоскостность межгофровых участков ПВЖ (с появлением "пузыря") с одновременным повышением износа валков. При длине накладок более 0,18 указанной величины плоскостность этих участков не изменялась, но возрастал расход материала на изготовление накладок (т.е. увеличивался расход валков). Появлению "пузыря" также способствовало удаление накладок от передних (по ходу прокатки) концов выступов на нижнем валке.
Сравнительные испытания устройства, выбранного в качестве ближайшего аналога (см. выше) дали максимальный выход годных ПВЖ не более 98,8% (отсортировка была, в основном, по дефекту "пузырь"), а расход валков возрос почти на 7%.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом.
По данным экономических исследований, проведенных в ОАО "ММК", использование заявляемого инструмента при производстве ПВЖ с трапециевидными гофрами увеличивает выход годного проката почти на 1 абс.% с одновременным уменьшением расхода валков не менее чем на 6%. В результате этого, соответственно, возрастает прибыль от реализации листовых профилей с улучшенной геометрией и от сокращения производственных расходов.
Пример конкретного выполнения
Клеть стана для формовки профилей высокой жесткости имеет вид, показанный на чертеже.
Выступы на нижнем валке выполнены с охватом угла α=253°, т.е. около 0,7 длины окружности бочки валка (253:360˜0,7).
Накладки, установленные в ручьях верхнего валка, охватывают угол β=63°, т.е. около 0,175 длины окружности бочки этого валка (63:360˜0,175). При этом накладки отстоят от вертикали уу на угол γ=27°, т.е. располагаются на минимально-возможном расстоянии от передних по ходу прокатки концов выступов нижнего валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2005 |
|
RU2288799C1 |
| Валок для формовки профилей высокой жесткости | 1988 |
|
SU1611497A1 |
| Инструмент профилегибочного стана | 1992 |
|
SU1829975A3 |
| СПОСОБ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2006 |
|
RU2334579C2 |
| Валок для формовки профилей высокой жесткости | 1989 |
|
SU1685570A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1999 |
|
RU2164185C1 |
| Способ производства профилей высокой жесткости и клеть для его осуществления | 1987 |
|
SU1532121A1 |
| ОДНОКЛЕТЕВОЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ЛИСТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2019338C1 |
| СПОСОБ И СТАН ДЛЯ ЛИСТОВОЙ РЕЛЬЕФНОЙ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2012 |
|
RU2519701C1 |
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано для производства профилей высокой жесткости. Инструмент содержит нижний и верхний валки, которые установлены с зазором. Нижний валок имеет формующие выступы, которые занимают заданную часть длины окружности бочки. Верхний валок имеет накладки в ручьях. Длина формующего выступа на нижнем валке составляет 0,69...0,71 длины окружности его бочки. Накладка в каждом ручье верхнего валка занимает 0,17...0,18 длины окружности его бочки. При этом накладка установлена на минимально возможном расстоянии от переднего по ходу прокатки конца формующего выступа нижнего валка. В результате обеспечивается снижение расхода валков и улучшение геометрии профилей высокой жесткости. 1 ил.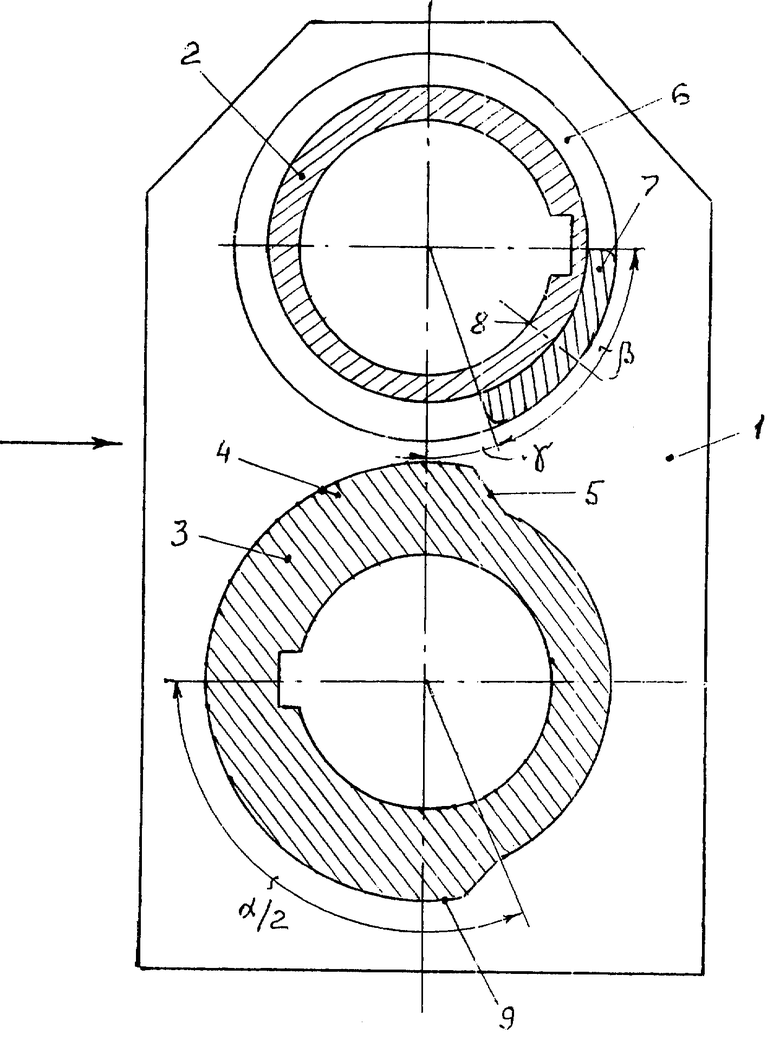
Инструмент для формовки профилей высокой жесткости с продольными гофрами, содержащий установленные с зазором нижний валок с формующими выступами, занимающими заданную часть длины окружности бочки, и верхний ручьевой валок с накладками в ручьях, отличающийся тем, что длина формующего выступа на нижнем валке составляет 0,69-0,71 длины окружности его бочки, а накладка в каждом ручье верхнего валка занимает 0,17-0,18 длины окружности его бочки, при этом накладка установлена на минимально возможном расстоянии от переднего по ходу прокатки конца формующего выступа нижнего валка.
| Способ производства в валках профилей высокой жесткости | 1984 |
|
SU1207559A1 |
| Способ производства профилей высокой жесткости и клеть для его осуществления | 1987 |
|
SU1532121A1 |
| Способ производства профилей высокой жесткости | 1991 |
|
SU1817715A3 |
| Способ изготовления профилей высокой жесткости | 1989 |
|
SU1722652A1 |
| Валок для формовки профилей высокой жесткости | 1989 |
|
SU1685570A1 |
| Наружное ограждение зданий | 1986 |
|
SU1344879A1 |

