Изобретение относится к области металлургии и может быть использовано при изготовлении и восстановлении кристаллизаторов.
Наиболее близким к предложенному способу является изготовление кристаллизатора для непрерывной разливки стали, включающее подготовку торцов узких стенок под напыление покрытия, напыление на них алюминиевого покрытия определенной толщины и сборку кристаллизатора (Патент РФ N 2072664, кл. B 22 D 11/04, 1994). Однако, поперечная волнистость покрытия, образующаяся из-за наложения нескольких продольных полос напыления с определенным шагом, полностью не устраняется при сборке кристаллизатора. В результате образуется первоначальный зазор между стенками кристаллизатора, который, однако, меньше предельно допустимого при сборке. В процессе работы кристаллизатора зазор увеличивается и в какой-то момент превысит предельно допустимый при работе.
Задачей изобретения является устранение зазора между стенками кристаллизатора и/или уменьшение величины его образования по меди. При этом техническим результатом является повышение стойкости кристаллизатора и сокращение расхода напыляемого материала.
Напыление алюминиевого покрытия в виде полосы, примыкающей к рабочей поверхности, шириной 5,0-10,0 мм и длиной от верхнего края кристаллизатора не менее 0,5 длины стенки позволяет значительно уменьшить волнистость покрытия, которая практически полностью устраняется при сборке кристаллизатора. В результате практически полностью отсутствует зазор между стенками кристаллизатора. В процессе работы требуется больше времени, чтобы зазор превысил предельно допустимый при работе, чем по прототипу, т.е. повышается стойкость кристаллизатора. Кроме того, в результате напыления покрытия в виде узкой полосы, по сравнению с прототипом, достигается сокращение расхода напыляемого материала.
В случае напыления покрытия на торцы узких стенок нового кристаллизатора или на неизношенные места восстанавливаемого кристаллизатора решается задача уменьшения величины пластической деформации медных стенок, поскольку часть деформации приходится на покрытие.
Напыление полосы шириной менее 5,0 мм быстро приводит к образованию зазора между рабочими стенками, а более 10,0 мм - к поперечной волнистости покрытия, что обеспечивает образование зазора между рабочими стенками после сборки кристаллизатора.
Напыление полосы длиной менее 0,5 длины стенки приводит к затеканию жидкой стали в зазор между рабочими стенками кристаллизатора.
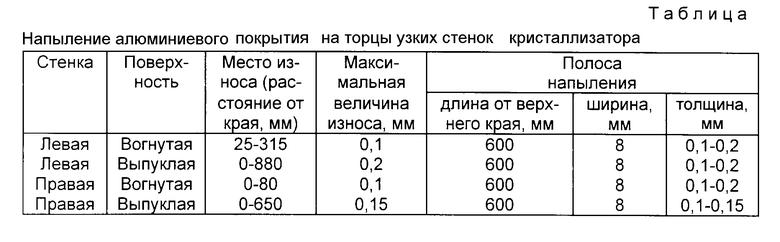
Пример. На торцы узких стенок изношенного кристаллизатора шириной 60 мм, длиной 1200 мм, изготовленных из меди МН2,5КОКРХ, напыляли алюминиевое покрытие в виде полосы, примыкающей к рабочей поверхности, с помощью электродугового металлизатора ЭМ-14 (таблица).
В результате эксплуатации восстановленного кристаллизатора его стойкость составила 216 плавок при средней стойкости снятых по причине зазора кристаллизаторов по прототипу 120 плавок, т.е. стойкость была повышена в 1,8 раза.
Для напыления четырех торцов потребовалось 16 г проволоки. Поскольку масса необходимой для напыления проволоки пропорциональна площади напыления, то в случае напыления по прототипу потребовалось бы 240 г проволоки, т.е. расход напыляемого материала сократился в 15 раз.
Напыление алюминиевого покрытия в виде полосы, примыкающей к рабочей поверхности, шириной 5,0-10,0 мм и длиной от верхнего края кристаллизатора не менее 0,5 длины стенки обеспечивает повышение стойкости кристаллизатора и сокращение расхода напыляемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ СТЕНОК КРИСТАЛЛИЗАТОРА | 2001 |
|
RU2186654C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ СТЕНОК КРИСТАЛЛИЗАТОРА | 1997 |
|
RU2119404C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ КРИСТАЛЛИЗАТОРА ДЛЯ РАЗЛИВКИ СТАЛИ | 1996 |
|
RU2106225C1 |
| СПОСОБ РЕМОНТА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1997 |
|
RU2118228C1 |
| СПОСОБ РЕМОНТА УЗКИХ СТЕНОК КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2000 |
|
RU2202440C2 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 1997 |
|
RU2115740C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1996 |
|
RU2101130C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2132391C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ПЛИТ КРИСТАЛЛИЗАТОРОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1995 |
|
RU2094167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛИ | 1994 |
|
RU2072664C1 |
Изобретение относится к области металлургии и может быть использовано при изготовлении и восстановлении кристаллизаторов. Для устранения зазора между стенками кристаллизатора осуществляют подготовку торцов узких стенок под напыление, а затем напыление на них алюминиевого покрытия в виде полосы, примыкающей к рабочей поверхности, шириной 5,0-10,0 мм и длиной от верхнего края кристаллизатора не менее 0,5 длины стенки. 1 табл.
Способ изготовления кристаллизатора для непрерывной разливки стали, включающий подготовку торцов узких стенок под напыления покрытия, напыление на них алюминиевого покрытия определенной толщины и сборку кристаллизатора, отличающийся тем, что покрытие напыляют в виде полосы, примыкающей к рабочей поверхности шириной 5-10 мм и длиной от верхнего края кристаллизатора не менее 0,5 длины стенки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 825463, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, пат ент 2072664, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

