Изобретение относится к обработке металлов резанием и может быть использовано при обработке длинномерных цилиндрических деталей с искривленной осью.
Известна резцовая головка, содержащая корпус, резцедержатель двух резцов, установленный в корпусе с возможностью радиального перемещения, и связывающие их соединительные элементы, выполненные в виде стержней с опорными сферическими поверхностями. Соединительные элементы имеют возможность поворота относительно корпуса и резцедержателя [1].
Недостатками данного устройства являются низкие показатели производительности и качества поверхности при обработке длинномерных цилиндрических деталей с искривленной осью. Из-за использования только двух резцов возрастает нагрузка на каждый резец и увеличивается их износ, а на поверхности обрабатываемой детали с искривленной осью образуется граненость, так как резцедержатель не может смещаться по направлению, перпендикулярному направлению его движения относительно корпуса. Это связано с тем, что резцовая головка имеет только две степени подвижности относительно обрабатываемой детали (первая - вращательное движение и вторая - радиальное движение, параллельное одной плоскости), а на движение, перпендикулярное радиальному движению резцедержателя, наложено условие связи конструкцией резцовой головки.
Известна резцовая головка для наружной обточки деталей типа валов, содержащая плавающий резцедержатель в виде диска, размещенный в корпусе головки и несущий несколько резцов, воздействующих на деталь, центрируемую в плоскости, близкой плоскости резания, посредством люнета. Резцедержатель связан с корпусом головки посредством поводка, один конец которого закреплен в корпусе головки, а другой размещен в гнезде, выполненном на диске, причем размер гнезда больше размера поводка на удвоенную величину возможного радиального смещения [2].
Благодаря тому что резцедержатель связан с корпусом посредством поводка, при установке детали обеспечивается самоцентрирование резцедержателя относительно детали. Однако в процессе обточки достигнутая начальная самоустановка резцедержателя нарушается из-за того, что момент сил резания на резцедержателе уравновешивается парой сил, одна из составляющих которой действует на поводок, а вторая действует как дополнительная нагружающая сила на часть резцов, при этом нагрузка на противоположные резцы снижается. Это приводит к неравномерному съему металла на детали и появлению винтовых канавок на поверхности детали.
Наиболее близкой к изобретению является резцовая головка, содержащая корпус, плавающий резцедержатель нескольких резцов, выполненный в виде диска с Г-образными выступами и установленный в корпусе с возможностью радиального перемещения, связывающий их поводок и устройство для дополнительного центрирования, выполненное в виде жестко установленных в корпусе втулок, в которых установлены с возможностью осевого перемещения центрирующие сухари и стаканы, связанные между собой тарельчатыми пружинами, а стаканы и втулки связаны между собой цилиндрическими пружинами [3].
В известном устройстве благодаря тому, что резцедержатель связан с корпусом посредством поводка, имеется возможность самоцентрирования резцедержателя относительно обрабатываемой детали при установке последней. Кроме того, цилиндрические пружины уравновешивают силу веса резцедержателя.
Недостатком известного устройства является неуравновешеннось момента сил резания в процессе обточки, вследствие чего нарушается центрирование резцедержателя относительно оси детали, что приводит к неравномерному съему припуска и к налипанию и задирам на поверхностях контакта сухарей и детали.
Задачей изобретения является повышение качества обработки длинномерных цилиндрических деталей с искривленной осью.
Технический эффект, получаемый при осуществлении изобретения, заключается в том, что в процессе обточки детали с искривленной осью происходит непрерывное перемещение резцедержателеля в двух взаимно перпендикулярных плоскостях, сохраняющее его центрирование относительно оси детали, вследствие чего сохраняется равновесие сил резания всех резцов головки.
Указанный технический эффект достигается тем, что в резцовой головке для обточки длинномерных цилиндрических деталей с искривленной осью, содержащей корпус, резцедержатель, упругие элементы и соединительные элементы, установленные между корпусом и резцедержателем, особенность заключается в том, что соединительные элементы выполнены в виде крестовины и двух пар звеньев, крестовина посредством одной пары диаметрально расположенных звеньев соединена с резцедержателем, а посредством другой пары диаметрально расположенных звеньев соединена с корпусом, при этом данные пары на крестовине расположены в двух взаимно перпендикулярных плоскостях, а между корпусом и резцедержателем автономно от крестовины установлен упорный подшипник.
Звенья могут быть выполнены в виде шатунов.
Звенья могут быть выполнены в виде ползунов или роликов. размещенных в радиальных пазах, выполненных в крестовине, причем ползуны или ролики одной пары соединены с корпусом посредством осей, зафиксированных в корпусе, а ползуны или ролики другой пары соединены с резцедержателем посредством осей, зафиксированных в резцедержателе.
Во всех случаях плоскости расположения пар могут быть смещены относительно плоскостей расположения резцов.
При осуществлении изобретения за счет пары звеньев, соединяющих корпус с крестовиной, обеспечивается перемещение крестовины и резцедержателя в плоскости размещения этих звеньев вдоль их оси перпендикулярно оси обрабатываемой детали, а за счет другой пары звеньев, соединяющих крестовину с резцедержателем, обеспечивается перемещение резцедержателя вдоль их оси, перпендикулярной предыдущему направлению, также перпендикулярно оси детали. Этим достигается степень подвижности резцовой головки, равная 3, и тем самым ее самоцентрирование по оси детали в течение всего процесса обточки. За счет того, что момент резания передается между корпусом и резцедержателем через пары, симметрично расположенные в диаметральных плоскостях, отсутствуют условия возникновения реакции (силы), воздействующей на резцы, чем достигается равномерность съема припуска металла с детали. Благодаря тому, что упорный подшипник передает осевую нагрузку с резцовой головки на шпиндель станка, снижаются силы трения при самоцентрировании резцедержателя в процессе обработки, чем обеспечивается легкость самоцентрирования резцедержателя.
Угол смещения плоскостей пар относительно плоскостей расположения резцов может быть от 0 до 45o. Значение 45o предпочтительнее, так как в этом случае сила веса крестовины и резцедержателя распределяется на 2 резца.
Сравнение заявляемого устройства с известными показывает его соответствие критерию охраноспособности изобретения "новизна".
Заявляемая совокупность существенных признаков изобретения, рассмотренная относительно существующего уровня техники, показывает его соответствие критерию охраноспособности изобретения "изобретательский уровень".
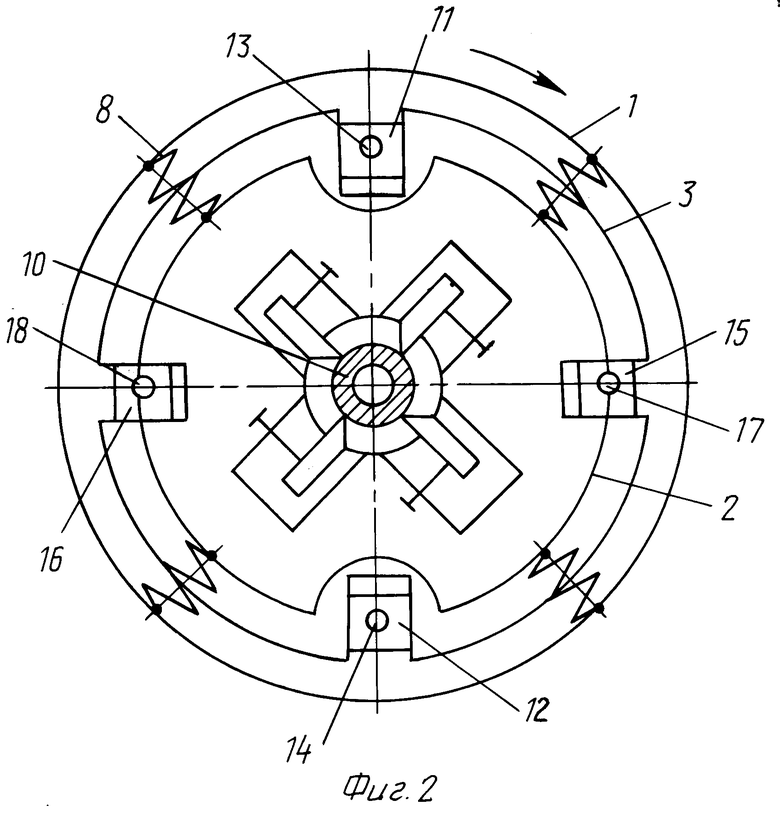
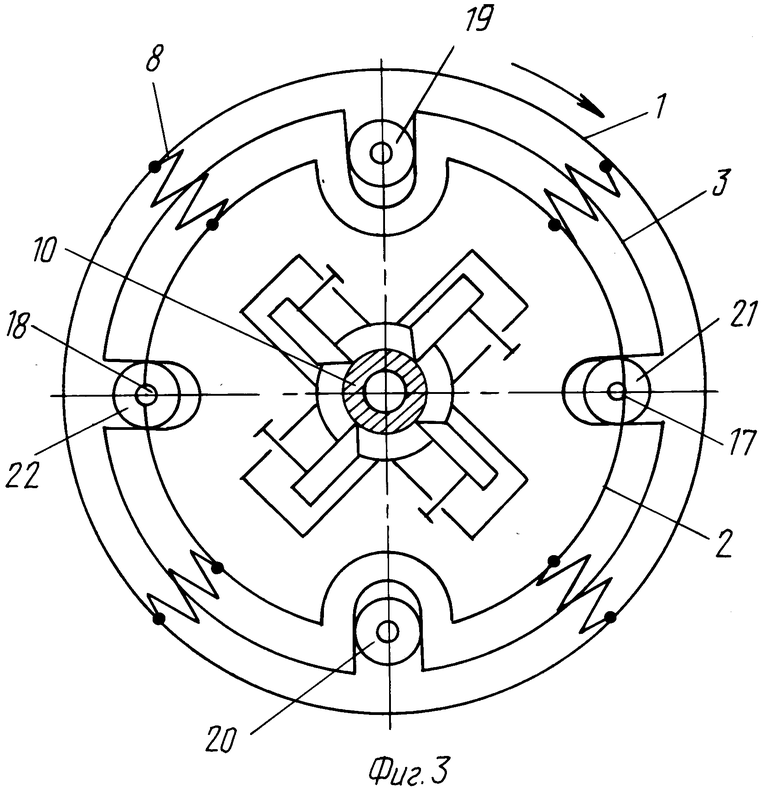
На фиг. 1 показана кинематическая схема резцовой головки со звеньями в виде шатунов; на фиг. 2 - то же, со звеньями в виде ползунов; на фиг. 3 - то же, со звеньями в виде роликов.
Резцовая головка (фиг. 1) содержит корпус 1, резцедержатель 2, крестовину 3, шатуны 4 и 5, соединяющие корпус 1 с крестовиной 3, шатуны 6 и 7, соединяющие крестовину 3 с резцедержателем 2, упругие элементы 8, установленные между корпусом 1 и резцедержателем 2, и упорный подшипник 9, установленный между корпусом 1 и резцедержателем 2.
Резцовая головка работает следующим образом. Во время обработки детали корпус 1 вращается и через шатуны 4 и 5 вращает крестовину 3, которая через шатуны 6 и 7 вращает резцедержатель 2 относительно оси обрабатываемой детали 10. Радиальные составляющие усилия резания самоустанавливают резцедержатель по оси детали, окружная составляющая передается через шатуны 6 и 7 на крестовину 3 и затем через шатуны 4 и 5 - на корпус 1, осевая составляющая сил резания передается через резцедержатель 2 на упорный подшипник 9 и затем на корпус 1.
Резцовая головка при исполнении с соединительными звеньями в виде ползунов (фиг. 2) содержит ползуны 11 и 12, соединенные посредством осей 13 и 14 с корпусом 1 и размещенные в радиальных пазах диска 3, а также ползуны 15 и 16, соединенные посредством осей 17 и 18 с резцедержателем 2 и размещенные в радиальных пазах диска 3, причем пазы для ползунов 13 и 14 расположены в плоскости, перпендикулярной плоскости размещения пазов для ползунов 15 и 16. Ползуны 11, 12, 15 и 16 могут быть выполнены в виде роликов (подшипников) 19-22 (фиг. 3).
Использование предлагаемой резцовой головки обеспечивает непрерывное самоцентрирование резцедержателя относительно оси длинномерной цилиндрической детали с искривленной осью в процессе ее обточки и как следствие сохранение равновесия сил резания всех резцов головки и равновеликого съема припуска металла на детали.
Вышеизложенное подтверждает соответствие заявляемого технического решения критерию охраноспособности "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 2001 |
|
RU2196027C2 |
| ОТРЕЗНОЙ ПУАНСОН | 1998 |
|
RU2127645C1 |
| ОПРАВКА ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ТОНКОСТЕННОЙ ДЕТАЛИ | 1998 |
|
RU2134182C1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2125930C1 |
| СПОСОБ ШЛИФОВАНИЯ ТРУБ | 1998 |
|
RU2145275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ ПСЕВДО α И (α+β) ТИТАНОВЫХ СПЛАВОВ | 1998 |
|
RU2127160C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| СПОСОБ ПРЕССОВОЙ ПРОШИВКИ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119396C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2150365C1 |
| СЕКЦИЯ СИСТЕМЫ ПРОФИЛЕЙ ДЛЯ СБОРКИ ОКОННЫХ И ДВЕРНЫХ БЛОКОВ, ПЕРЕГОРОДОК, ВИТРИН И ВИТРАЖЕЙ | 1997 |
|
RU2120534C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при обработке длинномерных цилиндрических деталей с искривленной осью. Технический результат - непрерывное самоцентрирование резцедержателя относительно оси детали в течение всего процесса обработки. Для этого в резцовой головке, содержащей корпус, резцедержатель, упругие элементы и соединительные элементы, последние выполнены в виде крестовины и двух пар диаметрально расположенных звеньев. Крестовина установлена между корпусом и резцедержателем. Одна пара звеньев соединяет крестовину с корпусом, другая пара - с резцедержателем, причем эти пары на крестовине расположены в двух взаимно перпендикулярных плоскостях. Между корпусом и резцедержателем автономно от крестовины установлен упорный подшипник. Звенья могут быть выполнены либо в виде шатунов, либо в виде ползунов или роликов, размещенных в радиальных пазах крестовины и зафиксированных соответствующими осями в корпусе и резцедержателе. Плоскости расположения пар смещены относительно плоскостей расположения резцов. 4 з.п.ф-лы, 3 ил.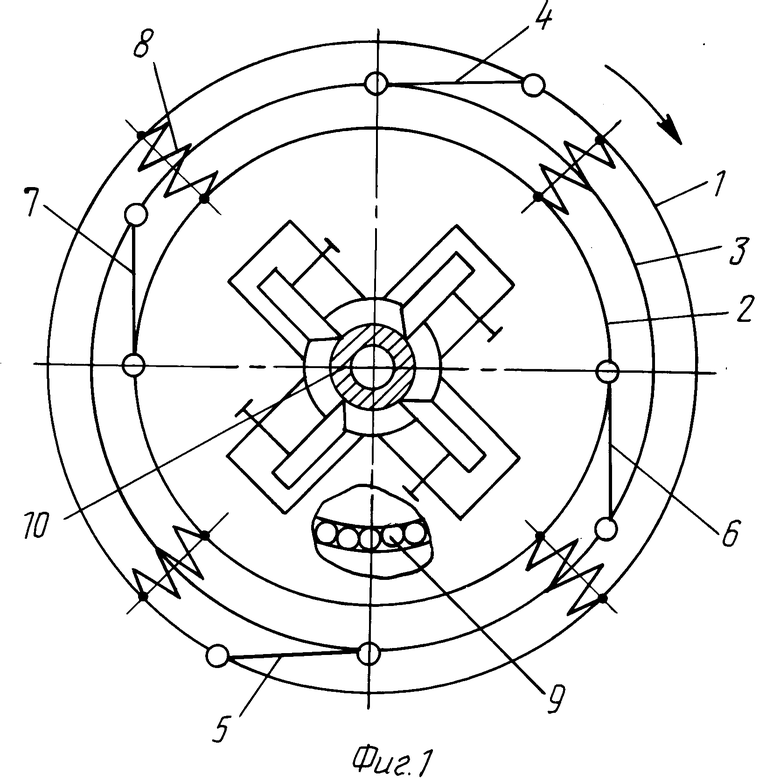
| SU, авторское свидетельство, 665985, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| SU, авторское свидетельство, 469541, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| SU, авторское свидетельств о, 637200, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

