Изобретение относится к обработке металлов резанием и поверхностным пластическим деформированием и может быть использовано при обработке коротких трубных заготовок, в том числе с искривленной осью, перед прокаткой.
Известно устройство для комбинированной обработки цилиндрических поверхностей вращения, описанное в авт. свид. СССР N 1207726, B 24 B 5/04, B 24 B 39/04, 1986. Устройство содержит абразивный круг, закрепленный на шпинделе станка, и деформирующий элемент, установленный на консольной державке, неподвижно закрепленной на бабке станка. Для закрепления обрабатываемой детали служат центры станка.
Данное устройство обеспечивает одновременную обработку (шлифование и пластическое деформирование) одной поверхности детали - наружной. При этом точки контакта обрабатывающих инструментов с деталью находятся на взаимно перпендикулярных ее осях, в разных плоскостях и образуют две последовательные зоны обработки.
Недостатком известного устройства является неприменимость для обработки трубных заготовок без дополнительного оснащения при закреплении детали. Но и при условии закрепления трубной заготовки данное устройство не выводит разностенность трубы при исходном несоосном расположении внутренней поверхности относительно наружной.
Наиболее близким по технической сущности (прототипом) является устройство для одновременной обкатки наружной и внутренней поверхностей труб по авт. свид. СССР N 742121, кл. B 24 B 39/04, 25.06.1980. Оно содержит жестко связанные между собой в обрабатывающий узел деформирующие элементы для обработки наружной и внутренней поверхностей заготовки. Деформирующий элемент, установленный внутри заготовки, закреплен на консольной державке соосно с заготовкой. Обрабатывающий узел связан с приводом продольной подачи.
Однако известное устройство не позволяет производить шлифование наружной поверхности с одновременным центрированием трубы и пластическим деформированием внутренней поверхности. Кроме того, отсутствие привода заготовки не устраняет исходную разностенность обрабатываемой трубы.
Задачей, на решение которой направлено заявляемое изобретение, является снижение разностенности коротких трубных заготовок длиной от 3 до 20 диаметров, с исходной эксцентричной разностенностью, в том числе с искривленной осью, при шлифовании их наружной поверхности.
Техническим результатом, достигаемым при осуществлении изобретения, является неравномерное срезание металла по наружному периметру обрабатываемой трубы: больше там, где толщина стенки трубы больше, и соответственно меньше там, где толщина стенки трубы меньше и синхронное с этим пластическое деформирование внутренней поверхности за счет центрирования трубы по внутренней поверхности непосредственно в зоне обработки и обеспечения постоянства жесткости трубы в системе "станок-приспособление-инструмент-деталь" (СПИД).
Указанный технический результат достигается тем, что устройство для поверхностной обработки трубных заготовок содержит абразивный круг для шлифования наружной поверхности и деформирующий элемент, установленный на консольной державке. Консольная державка расположена соосно с заготовкой, а деформирующий элемент размещен в зоне обработки внутри заготовки. Последняя закреплена одним концом в патроне с возможностью качания в нем. Деформирующий элемент и абразивный круг жестко связаны между собой в обрабатывающий узел. При этом в устройстве предусмотрен привод продольной подачи, связанный либо с патроном, либо с обрабатывающим узлом.
В случае, когда устройство снабжено приводом подачи патрона, вращающаяся заготовка имеет возможность поступательного движения по осевой при стационарном обрабатывающем узле, включающем в себя вращающийся абразивный круг и неподвижный деформирующий элемент.
В случае, когда устройство снабжено приводом подачи обрабатывающего узла, входящие в него деформирующий элемент и вращающийся абразивный круг имеют возможность синхронного поступательного движения вдоль стационарно вращающейся заготовки.
Таким образом, заявленное устройство осуществляет перемещение зоны обработки относительно установленной в патроне трубной заготовки либо поступательным движением обрабатывающего узла параллельно оси заготовки, либо поступательным движением заготовки по оси.
Сущность изобретения заключается в том, что в процессе обработки осуществляется центрирование обрабатываемой трубной заготовки по внутренней поверхности непосредственно в зоне обработки, что обеспечивает точность (постоянство положения) базы и исключает изменение жесткости системы СПИД в процессе обработки в любом сечении вне зависимости от длины трубы и профиля сечения, подвергаемого обработке. За счет этого при осуществлении изобретения кривизна обрабатываемой трубной заготовки не влияет на величину съема, что в результате позволяет получать наружную поверхность, концентрическую внутренней поверхности, и обеспечивает постоянство толщины стенки по периметру и длине обрабатываемой заготовки.
При этом установленный в патроне конец трубной заготовки имеет возможность угловых перемещений в патроне, то есть обладает дополнительной степенью свободы, благодаря чему исключается влияние кривизны и облегчается центрирование заготовки на деформирующем элементе.
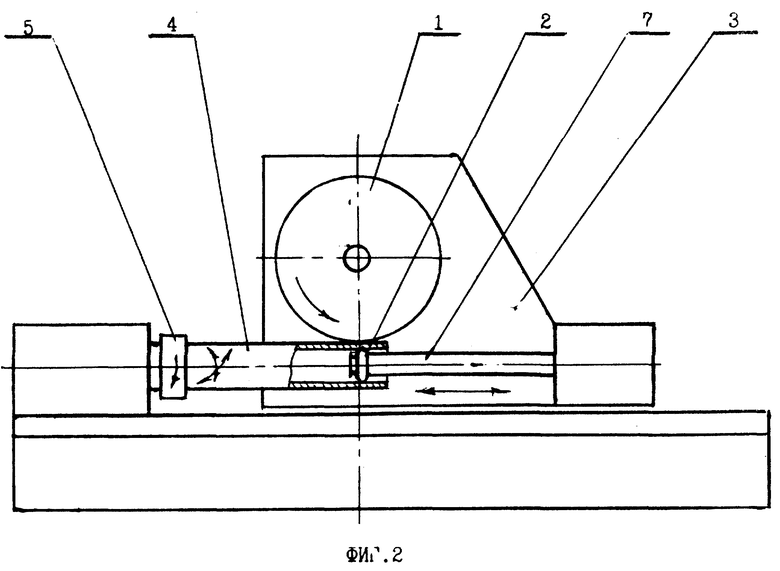
Изобретение поясняется чертежами, где на фиг. 1 дана схема устройства с приводом подачи патрона, на фиг. 2 - схема устройства с приводом подачи обрабатывающего узла.
Устройство содержит абразивный круг 1 и деформирующий элемент 2, образующие обрабатывающий узел, который может быть стационарным (фиг. 1) или перемещающимся вдоль оси заготовки посредством привода подачи 3 (фиг. 2). Заготовка 4 закреплена одним концом в патроне 5, который в свою очередь при стационарном обрабатывающем узле снабжен приводом подачи 6 (фиг. 1), а при перемещающемся обрабатывающем узле установлен стационарно (фиг. 2). Трубная заготовка 4 имеет возможность качания в патроне 5. Деформирующий элемент 2 установлен на консольной державке 7 соосно трубной заготовке и размещен внутри ее. Абразивный круг 1 установлен в одной плоскости с деформирующим элементом 2 так, чтобы расстояние по нормали между ними соответствовало требуемой толщине стенки трубной заготовки. Точки контакта абразивного круга и деформирующего элемента совпадают в одной плоскости, находятся на одной оси и образуют общую зону обработки.
Шлифовальный круг в любом из описанных случаев располагают относительно трубы с обеспечением продольной или поперечной шлифовки или шлифовки под углом к оси трубы.
Устройство работает следующим образом. Трубную заготовку 4 размещают на консольной державке 7, устанавливают деформирующий элемент 2 в одном из концов заготовки, свободный конец зажимают в подвижном патроне 5. Абразивный круг 1 устанавливают в одной плоскости с деформирующим элементом 2 и начинают процесс обработки, совмещающий шлифование наружной поверхности и пластическое деформирование внутренней поверхности заготовки, подачей последней через зону обработки посредством привода подачи 6 с одновременным поворотом вокруг оси патроном 5. Данное устройство может быть установлено на плоскошлифовальных станках (фиг. 1).
При наличии специализированных станков трубную заготовку в устройство устанавливают аналогично выше описанному, а процесс обработки осуществляют подачей обрабатывающего узла посредством привода подачи 3 вдоль заготовки параллельно ее оси (фиг. 2).
При осуществлении изобретения в процессе обработки происходит неравномерное срезание металла по периметру, большее там, где толщина стенки обрабатываемой трубной заготовки больше, и соответственно меньше там, где толщина стенки меньше, и одновременно с этим обкатка внутренней поверхности заготовки.
Таким образом исходная разностенность обрабатываемой трубы снижается или полностью устраняется.
Конструкция патрона, обеспечивающая качание (три степени свободы) заготовки в нем, и конструкция деформирующего элемента составляют предмет "ноу-хау" данного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ТРУБ | 1998 |
|
RU2145275C1 |
| ЗАГОТОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2135313C1 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2001 |
|
RU2191654C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2000 |
|
RU2184798C2 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 1996 |
|
RU2097158C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТРУБ И ЕГО ПЕРЕДНЯЯ ВТУЛКА | 1998 |
|
RU2146977C1 |
| СПОСОБ ПАКЕТНОЙ ПРОКАТКИ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2001 |
|
RU2201821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| СПОСОБ ЭКСПАНДИРОВАНИЯ ЗАГОТОВОК | 2001 |
|
RU2209704C1 |
Изобретение относится к обработке металлов резанием и поверхностным пластическим деформированием и может быть использовано при обработке коротких трубных заготовок, в том числе с искривленной осью, перед прокаткой. Устройство содержит абразивный круг и деформирующий элемент, установленный на консольной державке, жестко связанные в обрабатывающий узел. Консольная державка расположена соосно с заготовкой, закрепленной в патроне с возможностью качания в нем. Деформирующий элемент размещен внутри заготовки в зоне обработки. Привод продольной подачи связан с обрабатывающим узлом или патроном. В процессе обработки искривление трубной заготовки не влияет на величину съема, что обеспечивает постоянство толщины стенки по периметру и длине заготовки. 2 з.п. ф-лы, 2 ил.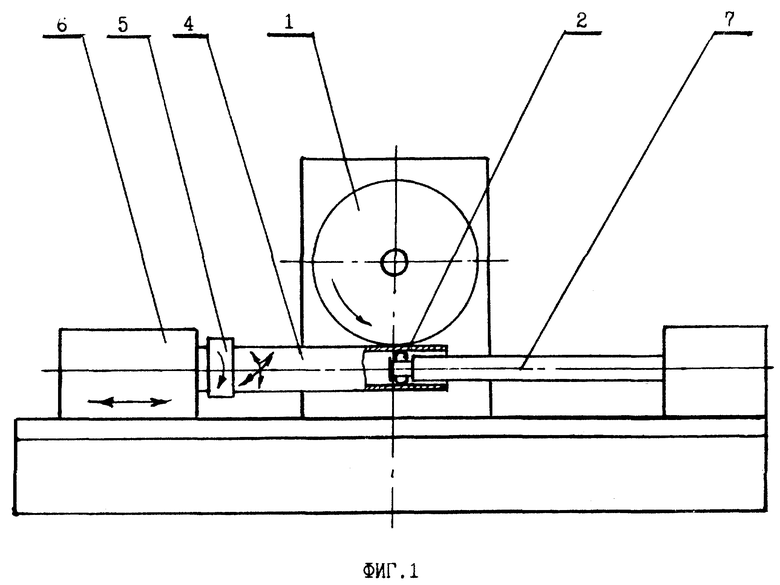
| Устройство для одновременной обкатки наружной и внутренней поверхностей труб | 1977 |
|
SU742121A1 |
| Устройство для одновременной очистки внутренней и наружной поверхностей труб | 1979 |
|
SU1022803A1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ | 0 |
|
SU354986A1 |
| Способ комбинированной обработки цилиндрических поверхностей вращения | 1984 |
|
SU1207726A1 |
| Приспособление к металлообрабатывающим станкам для обработки трубчатых изделий | 1946 |
|
SU71028A1 |
| Способ прогнозирования летальности у пациентов с инфарктом миокарда | 2016 |
|
RU2646490C1 |
| СПОСОБ РАЗРАБОТКИ РИФОВЫХ ЗАЛЕЖЕЙ НЕФТИ С ТРЕЩИННО-ПОРОВО-КАВЕРНОЗНЫМИ КОЛЛЕКТОРАМИ | 1986 |
|
SU1471635A1 |

