Изобретение относится к обработке металлов давлением и может быть использовано при прессовании труб на прессах без прошивной системы.
Известен способ прессовой прошивки заготовки, включающий подачу заготовки в контейнер, подачу пресс-шайбу с отверстием, распрессовку заготовки в цилиндрическом контейнере и ее прошивку. (Жолобов В.В., Зверев Г.И. Прессование металлов. -М.: Металлургия, 1971, рис. 179, с.228).
Известно устройство для реализации данного способа, содержащее контейнер, пресс-штемпель, пресс-шайбу, подвижную иглу с собственным гидроцилиндром (там же, с. 228).
Недостатком известных способа и устройства является сложность пресса по конструкции и низкая точность при прошивке центрального осевого отверстия.
Известен способ экструдирования труб путем распрессовки заготовки в цилиндрическом контейнере, при котором распрессовку осуществляют радиальным обжатием заготовки с диаметром больше диаметра контейнера, затем ее прошивают иглой и выдавливают в кольцевое отверстие, образованное иглой и каналом матрицы. (Авторское свидетельство СССР N 619237. B 21 C 23/00, 1976).
Известно устройство для реализации данного способа, содержащее ступенчатый контейнер, заходная ступень которого имеет диаметр больший, чем диаметр рабочей ступени, пресс-шайбу с диаметром, соответствующим диаметру рабочей ступени, матрицу и иглу. (Авторское свидетельство СССР N 619237, B 21 C 23/00, 1976).
В известном способе и устройстве благодаря распрессовке заготовки радиальным обжатием обеспечивается полное и одновременное заполнение контейнера, равномерность теплоотвода в радиальном направлении, чем обеспечивается повышение точности при прошивке.
Однако данные способ и устройство предназначены для реализации только на специальных трубных прессах с прошивной системой. Недостатком является невозможность их реализации на прессах без прошивной системы.
Известен способ прессовой прошивки заготовки, содержащий подачу заготовки на ось прессования, проталкивание заготовки в контейнер, установку в контейнере, прошивня. Фиксирующего кольца, центрирующей втулки, иглы и пресс-шайбы, распрессовку заготовки в контейнере и прошивку одним ходом пресс-штемпеля. (Авторское свидетельство СССР N 606647, B 21 C 23/08, B 21 J 5/10, 1975) - прототип.
Данный способ совпадает с заявляемым способом по следующим существенным признакам (наличие действий): подача заготовки на ось прессования, проталкивание заготовки в контейнер, размещение и фиксация на пресс-штемпеле пресс-шайбы, иглы, центрирующего кольца, центрирующей втулки и прошивня, распрессовка заготовки, прошивка заготовки.
Известно устройство для прошивки заготовок, содержащее контейнер, соосно заходящую в него иглу с прошивником на рабочем конце, центрирующую втулку и фиксирующее коническое кольцо из высокопластичного материала, размещенное в выполненной на прошивнике кольцевой выточке и сопрягающееся с центрирующей втулкой по конической поверхности пояска, выполненного на внутренней поверхности втулки (Авторское свидетельство СССР N 606647, B 21 C 23/08, B 21 J 5/10, 1975) - прототип.
Данное устройство совпадает с заявляемым устройством по следующим существенным признакам: наличие контейнера, матрицы, пресс-штемпеля, пресс-шайбы, иглы, центрирующего кольца, центрирующей втулки, прошивня.
К достоинству данных способа и устройства относится обеспечение точности (соосности) прошивки центрального отверстия относительно наружной поверхности заготовки на прессах без прошивной системы при прошивке отверстия большого диаметра, когда усилие прошивки больше усилия распрессовки.
Недостатком известных способа и устройства является снижение точности при прошивке отверстий малого диаметра из-за невозможности распрессовки заготовки радиальным обжатием.
Задачей, на решение которой направлены заявленные способ и устройство, является повышение точности при прошивке центрального осевого отверстия малого диаметра при использовании прессов без прошивной системы.
Единым техническим результатом, достигаемым при осуществлении заявленной группы изобретений, является возможность распрессовки заготовки независимо от диаметра прошиваемого отверстия, причем как осевой осадкой, так и радиальным обжатием.
Указанный технический результат достигается тем, что предлагаемый способ прессовой прошивки заготовки содержит размещение и фиксацию на пресс-штемпеле пресс-шайбы, иглы, центрирующего кольца, центрирующей втулки, прошивня, соединение и фиксацию в осевом направлении центрирующей втулки и пресс-шайбы посредством съемной втулки, подачу заготовки на ось прессования, проталкивание заготовки в контейнер и распрессовку одним ходом пресс-штемпеля, отвод пресс-штемпеля в исходное положение, удаление съемной втулки и прошивку заготовки.
Отличие заявленного способа от прототипа заключается в том, что размещение и фиксацию на пресс-штемпеле пресс-шайбы, иглы, центрирующего кольца, центрирующей втулки и прошивня осуществляют перед подачей заготовки на ось прессования, при этом дополнительно соединяют и фиксируют в осевом направлении центрирующую втулку относительно пресс-шайбы посредством съемной втулки, проталкивание заготовки в контейнер и распрессовку осуществляют одним ходом пресс-штемпеля, после распрессовки заготовки отводят пресс-штемпель в исходное положение и снимают съемную втулку.
Указанный технический результат достигается также тем, что данный способ осуществляется в устройстве, содержащем контейнер, матрицу, пресс-шайбу, пресс-штемпель, иглу, центрирующее кольцо, центрирующую втулку, прошивень и съемную втулку.
Отличие заявленного устройства от прототипа заключается в том, что оно дополнительно снабжено цилиндрическими выступами Г-образной формы, расположенными на пресс-шайбе и центрирующей втулке, и съемной втулкой, состоящей из двух половин и соединяющей между собой пресс-шайбу и центрирующую втулку, с кольцевой проточной и ступенчатым выступом на внутренней поверхности, соответствующим Г-образным выступам центрирующей втулки и пресс-шайбы, при этом наружный диаметр цилиндрического выступа на центрирующей втулке меньше, чем внутренний диаметр цилиндрического выступа на центрирующей втулке меньше, чем внутренний диаметр цилиндрического выступа на пресс-шайбе.
Отличие заявляемого устройства от прототипа заключается также в том, что диаметр центрирующей втулки может быть выполнен меньше диаметра пресс-шайбы, а контейнер имеет ступенчатый диаметр соответственно диаметрам центрирующей втулки и пресс-шайбы.
Предлагаемые способ и устройство для его осуществления обеспечивают распрессовку заготовки независимо от диаметра прошиваемого отверстия, и этим достигается точность при прошивке осевого отверстия.
Соединение центрирующей втулки и пресс-шайбы посредством съемной втулки до подачи заготовки на ось прессования сокращает время нахождения заготовки в контейнере перед распрессовкой и тем самым неравномерное охлаждение по сечению заготовки, особенно при прессовании на горизонтальных прессах, так как позволяет произвести подачу в контейнер и распрессовку одним ходом пресс-штемпеля. Охлаждение распрессованной заготовки в контейнере при ее полной распрессовке обеспечивает концентрическое тепловое поле и минимальное сопротивление деформации на оси заготовки при последующей прошивке, что также повышает точность прошивки.
Выполнение цилиндрических выступов Г-образной формы на центрирующей втулке и пресс-шайбе позволяет увеличить длину прошиваемой заготовки при одной и той же длине контейнера.
Выполнение диаметра центрирующей втулки меньше, чем диаметр пресс-шайбы, а внутреннего диаметра контейнера - ступенчатым соответственно диаметрам центрирующей втулки и пресс-шайбы позволяет произвести распрессовку заготовки, изготовленной с большими допусками на диаметр, радиальным обжатием и осуществлять центрирование прошивня по оси контейнера перед прошивкой и центрирование иглы в процессе прошивки.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных способа прессовой прошивки заготовки и устройства для его осуществления, отсутствуют. Следовательно, каждое из заявленных изобретений соответствует условию патентоспособности "новизна".
Результаты поиска известных решений в данной и смежных областях техники с целью выявления признаков, совпадающих с отличительными от прототипов признаками каждого заявленного изобретения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками каждого из заявленных изобретений преобразований на достижение указанного технического результата. Следовательно, каждое из заявленных изобретений соответствует условию патентоспособности "изобретательский уровень".
В настоящей заявке на выдачу патента соблюдено требование единства изобретения, поскольку устройство предназначено для осуществления способа. Заявленные изобретения решают одну и ту же задачу - повышение точности при прошивке центрального осевого отверстия малого диметра при использовании прессов без прошивной системы за счет достижения одного и того же технического результата при осуществлении изобретений - распрессовка заготовки независимо от диаметра прошиваемого отверстия, причем как осевой осадкой, так и радиальным обжатием.
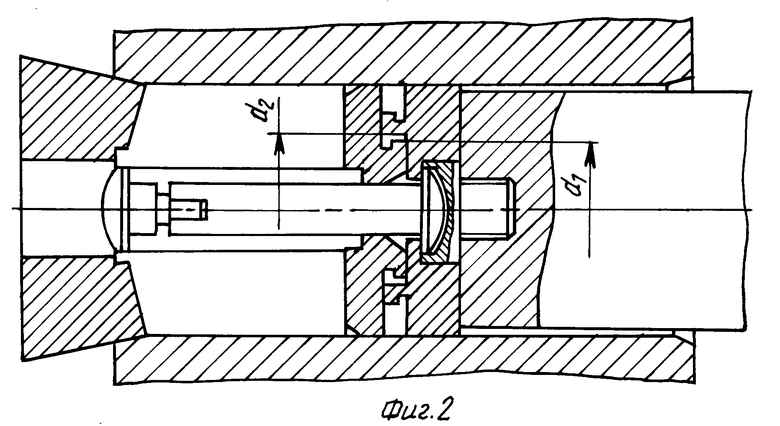
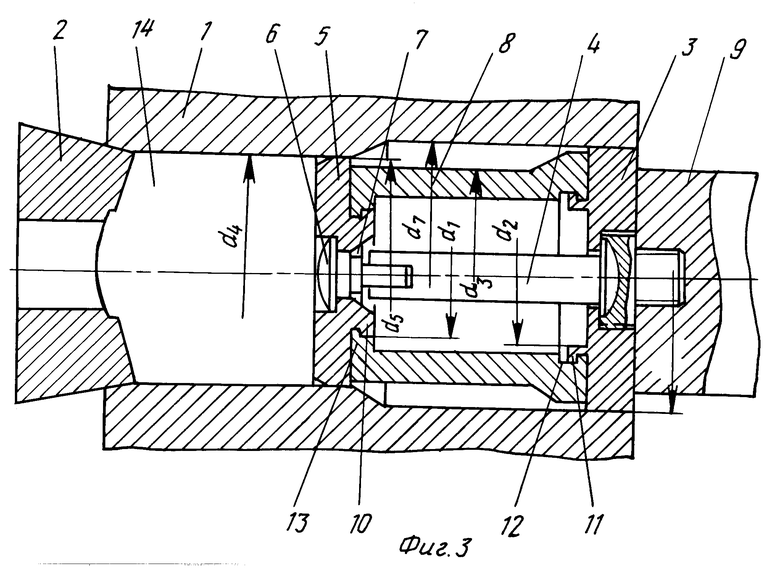
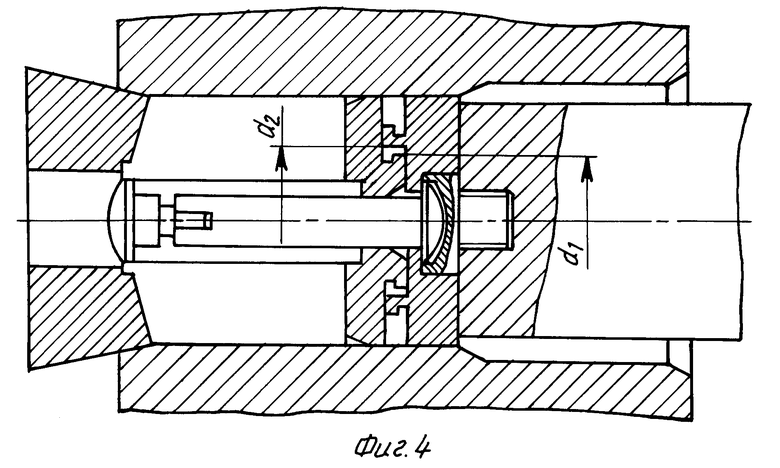
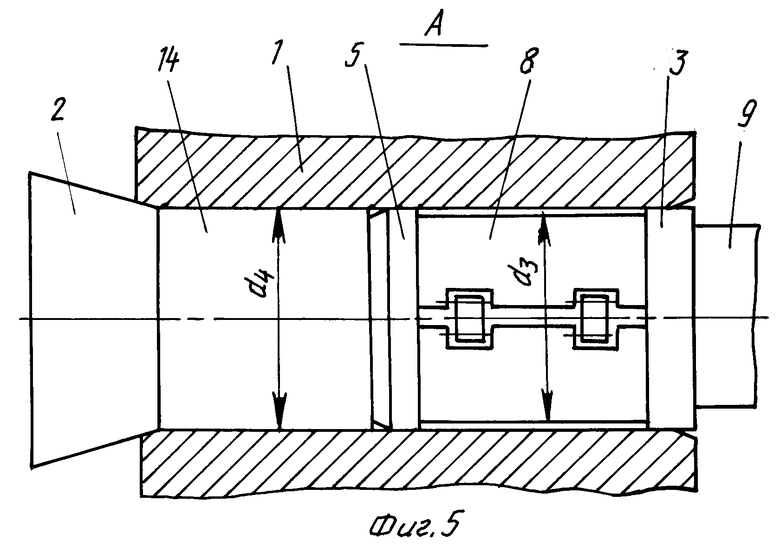
Изобретение поясняется чертежами, где на фиг.1 показано устройство для прессовой прошивки заготовки с распрессовкой осевой осадкой, позиция по окончании распрессовки, на фиг. 2 - то же после прошивки, на фиг. 3 показано устройство для прессовой прошивки заготовки с распрессовкой радиальным обжатием, позиция по окончании распрессовки, на фиг. 4 - то же после прошивки, на фиг. 5 -вид А на фиг. 1 в разрезе.
Устройство для прессовой прошивки заготовки содержит контейнер 1, матрицу 2, пресс-шайбу 3, иглу 4, центрирующую втулку 5, прошивень 6, центрирующее кольцо 7, съемную втулку 8 и пресс-штемпель 9.
Пресс-шайба 3 и центрирующая втулка 5 снабжены цилиндрическими выступами 10 и 11 Г-образной формы, причем наружный диаметр d1 цилиндрического выступа 10 на центрирующей втулке 5 меньше, чем внутренний диаметр d2 цилиндрического выступа 11 на пресс-шайбе 3. Съемная втулка 8 имеет наружный диаметр d3 меньше, чем диаметр контейнера d4, выполнена (фиг. 5) из двух половин, соединенных подвижно между собой, и имеет кольцевую проточку 12 и ступенчатый выступ 13, соответствующие Г-образным выступам, выполненным на центрирующей втулке и пресс-шайбе.
Диаметр d5 центрирующей втулки 5 может быть выполнен меньше диаметра d6 пресс-шайбы 3, а внутреннее отверстие контейнера 1 - ступенчатым, состоящим из входного и выходного участков, соединенных коническим пояском. При этом диаметр d7 входного участка контейнера 1 выполнен соответственно диаметру d6 пресс-шайбы 3, а диаметр d4 выходного участка контейнера - соответственно диаметру d5 центрирующей втулки 5.
Предлагаемый способ прошивки заготовки осуществляется следующим образом.
На ось прессования на пресс-штампеле 9 размещают и соединяют подвижно относительно пресс-штемпеля 9 пресс-шайбу 3, иглу 4, центрирующую втулку 5, прошивень 6, центрирующее кольцо 7. Затем посредством съемной втулки 8 соединяют и фиксируют в осевом направлении относительно друг друга пресс-шайбу 3 и центрирующую втулку 5. После этого подают заготовку 14 на ось прессования, проталкивают центрирующей втулкой 5 в контейнер 1 и в процессе проталкивания распрессовывают осадкой по высоте (фиг. 1). При этом усилие передается с пресс-штемпеля 9 на съемную втулку 8 и центрирующую втулку 5. После распрессовки пресс-штемпеля 9 отводят из контейнера 1 до положения, в котором центрирующая втулка 5 остается в контейнере 1. Снимают съемную втулку 8 и осуществляют прошивку заготовки.
При выполнении внутреннего диаметра контейнера ступенчатым и диаметров центрирующей втулки и пресс-шайбы неравными процесс прессования осуществляется аналогично описанному выше, но заготовка может иметь диаметр, превосходящий диаметр d4 выходного участка контейнера. При проталкивании заготовки из входного участка контейнера в выходной происходит радиальное обжатие (фиг. 3) и осуществляется распрессовка заготовки.
Промышленная применимость заявленных способа и устройства для прессовой прошивки заготовки подтверждается следующим примером конкретного выполнения.
Горизонтальный пресс усилием 3150 тс не имеет прошивной системы и предназначен для прессования труб из заготовки с центральным отверстием. При прошивке отверстия малого диаметра иглой, закрепленной на пресс-штемпеле, не происходит распрессовки заготовки, и выполненное отверстие смещено относительно оси шашки, что не позволяет прессовать трубы с высокой точностью геометрических размеров.
Использование предлагаемых способа и устройства позволяет распрессовывать заготовку осевой осадкой или радиальным обжатием и осуществлять осевую прошивку заготовки с образованием отверстия малого диаметра.
В соответствии с предлагаемым способом заготовку из сплава титана ВТ1-0 ⊘ 175 х ⊘ 48 мм прошивают следующим образом. Перед прессовой прошивкой на пресс-штемпеле размещают пресс-шайбу, снабженную Г-образным цилиндрическим выступом, иглу, центрирующую втулку, снабженную Г-образным цилиндрическим выступом, центрирующее кольцо и прошивень. Затем посредством съемной втулки соединяют и фиксируют в осевом направлении относительно друг друга центрирующую втулку и пресс-шайбу. Затем подают на ось прессования нагретую заготовку пруток ⊘ 170 х 400 мм и при перемещении пресс-штемпеля производят распрессовку заготовки осевой осадкой (фиг. 1). При распрессовке радиальным обжатием размер заготовки составляет ⊘ 185 х 380 мм (фиг. 3). Затем отводят пресс-штемпель таким образом, что центрирующая втулка остается в контейнере, и снимают съемную втулку. Затем ходом пресс-штемпеля подают прошивень, центрирующую втулку, центрирующее кольцо, иглу и пресс-шайбу в контейнер, при этом посредством центрирующей втулки прошивень с передним концом иглы устанавливаются на ось контейнера, а посредством пресс-шайбы, имеющей возможность перемещения относительно пресс-штемпеля, осуществляется центрирование заднего конца иглы по оси контейнера, и осуществляется прошивка заготовки. Затем отводят пресс-штемпель и контейнер, при этом прошитая заготовка и центрирующая втулка выталкиваются из контейнера. Затем контейнер сдвигают в переднее (исходное) положение, и процесс прошивки повторяют.
Реализация предлагаемого способа позволяет осуществлять прессовую прошивку заготовки без отклонения прошитого отверстия от оси заготовки, т.е. увеличить точность и, как следствие, повысить выход годного.
Таким образом, приведенные сведения показывают, что при осуществлении заявленной группы изобретений выполняются следующие условия:
- средства, воплощающие изобретения при их осуществлении, предназначены для использования в промышленности, а именно: при прессовании труб;
- для заявленных изобретений в том виде, как они охарактеризованы в независимых пунктах формулы изобретения, подтверждена возможность их осуществления с помощью описанных или других известных до даты подачи заявки средств и методов;
- средства, воплощающие изобретения при их осуществлении, способны обеспечить получение указанного технического результата.
Следовательно, заявленные изобретения соответствуют условию патентоспособности "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 1996 |
|
RU2097158C1 |
| СОСТАВНАЯ ПРЕСС-ШАЙБА | 2003 |
|
RU2238812C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТРУБ И ЕГО ПЕРЕДНЯЯ ВТУЛКА | 1998 |
|
RU2146977C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРУТКОВОПРОФИЛЬНЫЙ ПРЕСС | 2003 |
|
RU2256520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ ПСЕВДО α И (α+β) ТИТАНОВЫХ СПЛАВОВ | 1998 |
|
RU2127160C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 2000 |
|
RU2184633C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
Использование: в металлургии при прессовании труб на прессах без прошивной системы. Сущность изобретения: способ прессовой прошивки заготовки содержит размещение и фиксацию на оси прессования на пресс-штемпеле пресс-шайбы, иглы, центрирующего кольца, центрирующей втулки и прошивня, соединение и фиксацию в осевом направлении центрирующей втулки и пресс-шайбы посредством съемной втулки, подачу заготовки на ось прессования, распрессовку, отвод пресс-штемпеля в исходное положение, удаление съемной втулки, прошивку заготовки. Устройство содержит контейнер, матрицу, пресс-штемпель, пресс-шайбу, иглу центрирующее кольцо, центрирующую втулку и прошивень. Центрирующая втулка и пресс-шайба снабжены Г-образными цилиндрическими выступами и соединены съемной втулкой. Наружный диаметр выступа на центрирующей втулке меньше, чем внутренний диаметр выступа на пресс-шайбе. Съемная втулка состоит из двух половин с кольцевой проточкой и ступенчатым выступом на внутренней поверхности. При этом диаметр центрирующей втулки меньше диаметра пресс-шайбы. Диаметр контейнера выполнен ступенчатым. Предлагаемые способ и устройство для осуществления обеспечивают распрессовку заготовки независимо от диаметра прошиваемого отверстия, чем и достигается точность при прошивке осевого отверстия. 2 с. и 1 з.п.ф-лы, 5 ил.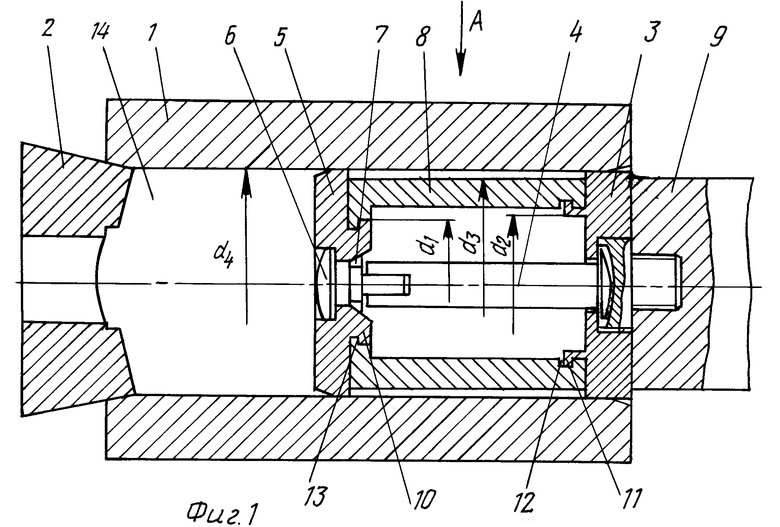
| Устройство для прошивки заготовок | 1975 |
|
SU606647A1 |
| Способ экструдирования труб | 1976 |
|
SU619237A1 |
| Жолобов В.В | |||
| и др | |||
| Прессование металлов | |||
| - М.: Металлургия, 1971, с | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |

